轮胎打标装置的制作方法
1.本发明涉及了一种机械自动化定长卷带打标装置,尤其是涉及了一种轮胎打标装置。
背景技术:
2.目前用于轮胎打标的机构主要采用多打标头并排安装,每个打标头有不同的打标图案,由不同的气缸独立驱动。采用电机进行色带的卷带操作。该结构存在以下缺点:
3.1、由于打标头并列安装,不同标签图案打在轮胎表面的位置不同,导致打标角度与测试结果不同,或不准确。
4.2、多打标头导致不同打标头间的加热不均匀,影响打标效果。
5.3、不同的打标头接触色带的位置不同,为了打标头不打在已用的色带区间,往往打完一个标后需要对所有打标头下方的色带进行卷带刷新,这导致了色带的浪费。
6.4、多打标头并排安装的方式拓展性差,若需要更多标签图案则需要并列更多打标头,导致结构臃肿繁复。
技术实现要素:
7.为了解决背景技术中存在的问题,本发明所提供了一种轮胎打标装置,该机构旨在通过更改打标头形式和色带供料机构解决现有机构的缺陷。
8.本发明装置不需要采用电机卷带,同时保证每次拉动的色带长度一致,降低了成本,同时避免色带的浪费。
9.本发明采用的技术方案是:
10.本发明包含打标机壳体以及安装在打标机壳体内的上下移动机构、打标机构、u型压杆和色带供给机构;
11.色带供给机构安装于打标机壳体的一侧,上下移动机构安装在打标机壳体内壁,上下移动机构的输出端和打标机构连接,打标机构可滑动地安装于打标机壳体内,打标机构经u型压杆和色带供给机构连接,色带绕制在色带供给机构内;上下移动机构带动打标机构上下移动将色带供给机构中的色带压到轮胎上进行打标工作,同时也带动色带供给机构进行定长的色带运动进行更换。
12.所述的上下移动机构包括打标气缸,打标气缸固定在打标机壳体内壁,打标气缸的缸杆朝下且通过气缸连接件和打标机构侧面固定连接。
13.所述的打标机构包括电机、直角减速机、多边形打标头和滑轨;
14.电机机体安装在直角减速机之上,直角减速机机体和上下移动机构的输出端连接,同时直角减速机机体滑动连接到打标机壳体内壁一侧设置的竖直的滑轨上,直角减速机机体受上下移动机构驱动沿滑轨上下升降移动,电机的输出轴经直角减速机减速后连接到多边形打标头。
15.所述的电机的输出轴朝下布置且和直角减速机的输入轴同轴连接,直角减速机的
输出轴水平布置且和多边形打标头同轴连接。
16.所述的多边形打标头外的直角减速机输出轴上装有u型压杆,u型压杆经色带供给机构连接。
17.所述的多边形打标头上设有用于打标的加热环,所述的加热环经电滑环和外部电源电连接。
18.所述的打标机壳体的一侧还设有盖板。
19.所述色带供给机构包括包括机构框架、色带轴、主动齿轮、从动齿轮、废带轴、色带卷、废带卷和色带导向轴;所述色带轴可旋转地安装在机构框架上,所述主动齿轮固定套装在色带轴上,所述废带轴可旋转地安装在机构框架上,从动齿轮固定套装在废带轴上,主动齿轮与从动齿轮啮合;色带一端卷绕在色带轴上,另一端卷绕在废带轴上,色带轴和废带轴之间的色带途径定长驱动组件和色带导向轴,定长驱动组件用于驱动色带定长运动;所述色带轴通过单向轴承可单向旋转地安装在机构框架上,所述单向轴承使色带轴以自身上表面只能朝向废带轴一侧靠近的旋转方向旋转;
20.u型压杆置于色带供给机构内,u型压杆在靠近定长驱动组件的一侧设有水平凸起板作为卷带压板,卷带压板连接到定长驱动组件的顶面上。
21.所述的色带轴和废带轴均位于机构框架上部,色带轴和废带轴各自的正下方均设置有两个沿竖直方向间隔布置的两根色带导向轴,使得从色带轴到废带轴的色带在色带导向轴的导向下沿u形路径布置。
22.所述的定长驱动组件设置在废带轴下方的竖直布置的一段色带处。
23.所述的定长驱动组件包括拉簧、滚花凸轮和拉带槽体,所述拉带槽体可平行于色带布置方向移动地安装在机构框架上,同时拉带槽体顶部和拉簧和机构框架的上部弹性连接,拉带槽体上开设有用于色带穿设经过的条形槽作为拉带槽,色带穿过条形槽布置,所述滚花凸轮安装在拉带槽体内部且伸入到条形槽中接触色带。
24.所述滚花凸轮为圆柱形的、偏心铰接安装的滚轮结构,偏心位置在远离条形槽的下侧。
25.所述滚花凸轮表面加工有粗糙纹路,粗糙纹路设置于滚花凸轮伸入到条形槽中和色带接触的一侧表面。
26.所述的废带轴下方的色带竖直布置,所述拉带槽体通过滑轨可上下移动安装在机构框架上。
27.所述的拉带槽体可受外力驱动下移。
28.本发明的有益效果是:
29.1、本发明采用单一滚动式打标头,不同标签图案分布在打标头的不同角度,使用时仅需旋转打标头使得目标图案朝下便可进行对应图案的打标,这使得不同图案打在轮胎上的位置是一致的,打标角度准确。
30.2、本发明采用加热环(7)与打标头一体式设计,加热环(7)与打标头始终接触,且只有单一打标头,各处受热均匀,打标效果一致。
31.3、本发明采用单一滚动式打标头,完成打标后色带供给机构(10)仅需移动一格便可刷新打标头下方的色带(11),色带(11)利用率高。
32.4、本发明结构拓展性强,若需要更多打标图案,只需在打标头上加工出相应个数
的图案即可。
附图说明
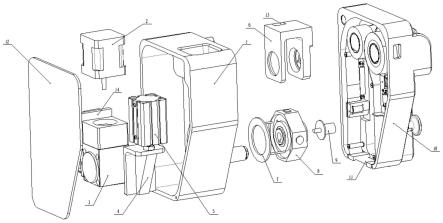
33.图1是本发明装置的爆炸图。
34.图2是本发明装置的立体图之一。
35.图3是本发明装置的立体图之一。
36.图4是本发明装置的结构图。
37.图5是本发明装置的侧视图。
38.图6是定长驱动组件的结构剖视图。
39.图7是本发明装置对色带定长下拉后的结构状态图。
40.图8是本发明装置对色带定长回位后的结构状态图。
41.图中:打标机壳体(1),电机(2),直角减速机(3),气缸连接件(4),打标气缸(5),u型压杆(6),加热环(7),多边形打标头(8),电滑环(9),色带供给机构(10),色带(11),盖板(12),卷带压板(13),滑轨(14);机构框架(1001),单向轴承(1002),色带轴(1003),主动齿轮(1004),从动齿轮(1005),废带轴(1006),色带卷(1007),废带卷(1008),色带导向轴(1009),拉簧(1010),滚花凸轮(1011),拉带槽体(1012)。
具体实施方式
42.下面结合附图及具体实施例对本发明作进一步详细说明。
43.如图1-图3所示,装置包含打标机壳体1以及安装在打标机壳体1内的上下移动机构、打标机构、u型压杆6和色带供给机构10;打标机壳体1为轮胎打标装置的本体,其他部件安装在其内部。
44.色带供给机构10安装于打标机壳体1的一侧,上下移动机构安装在打标机壳体1内壁,上下移动机构的输出端和打标机构连接,打标机构可上下滑动地安装于打标机壳体1内,打标机构经u型压杆6和色带供给机构10连接,色带11绕制在色带供给机构10内;上下移动机构带动打标机构上下移动将色带供给机构10中的色带11压到轮胎上进行打标工作,同时也带动色带供给机构10进行定长的色带11运动进行更换。
45.通过经u型压杆6连接色带供给机构10巧妙结构设计,能够在打标工作的同时实现定长的色带运动更换。
46.上下移动机构包括打标气缸5,打标气缸5固定在打标机壳体1内壁,打标气缸5的缸杆朝下作为打标机构的输出端且通过气缸连接件4和打标机构的直角减速机3侧面固定连接。
47.打标气缸5工作驱动打标机构整体上下升降移动。
48.打标机构包括电机2、直角减速机3、多边形打标头8和滑轨14;
49.电机2机体安装在直角减速机3之上,直角减速机3机体和上下移动机构的输出端连接,同时直角减速机3机体滑动连接到打标机壳体1内壁一侧设置的竖直的滑轨14上,直角减速机3机体受上下移动机构驱动沿滑轨14上下升降移动,电机2的输出轴经直角减速机3减速后连接到多边形打标头8。多边形打标头8通过轴承安装在直角减速机3输出轴连接。
50.电机2的输出轴朝下布置且和直角减速机3的输入轴同轴连接,直角减速机3的输
出轴水平布置且和多边形打标头8同轴连接。
51.多边形打标头8外的直角减速机3输出轴上套装有u型压杆6,u型压杆6经色带供给机构10连接。
52.多边形打标头8上设有用于打标的加热环7,加热环7经电滑环9和外部电源电连接。电滑环9安装在u型压杆6外,用于连接加热环7及其他传感器的线,使得多边形打标头8在旋转过程中线路的可靠连通。
53.打标机壳体1的一侧还设有盖板12,盖板12用于封盖住侧面用于保护内部组件。
54.色带供给机构10安装在打标机壳体1上,提供色带11和刷新色带11。
55.如图4和图5所示,色带供给机构10包括机构框架1001、单向轴承1002、色带轴1003、主动齿轮1004、从动齿轮1005、废带轴1006、色带卷1007、废带卷1008和色带导向轴1009;
56.色带轴1003通过单向轴承1002可单向旋转地安装在机构框架1001上,单向轴承1002使色带轴1003只能逆时针转动,无法顺时针转动。主动齿轮1004固定套装在色带轴1003上,主动齿轮1004带动色带轴1003单向转动。废带轴1006通过普通轴承可旋转地安装在机构框架1001上,可自由转动,从动齿轮1005固定套装在废带轴1006上,从动齿轮1005带动废带轴1006转动,主动齿轮1004与从动齿轮1005啮合,使得色带轴1003与废带轴1006之间用过主动齿轮1004与从动齿轮1005啮合传动而均只能单方向旋转;
57.色带一端卷绕在色带轴1003上,另一端卷绕在废带轴1006上,色带轴1003和废带轴1006之间的色带途径定长驱动组件和色带导向轴1009,通过色带导向轴1009导向色带的经过路径,定长驱动组件用于驱动色带定长运动,从色带轴1003卷出而卷入废带轴1006。
58.色带卷绕在色带轴1003上形成色带卷1007,色带卷1007套在色带轴1003上,色带卷1007与色带轴1003间存在适当的摩擦力。
59.机构框架1001是所有其他零部件的安装架,单向轴承1002是一种只允许单向转动的轴承,反向则锁止,无法转动。色带轴1003通过单向轴承1002可单向旋转地安装在机构框架1001上,单向轴承1002使色带轴1003以自身上表面只能朝向废带轴1006一侧靠近的旋转方向旋转。
60.色带导向轴1009一共有四根,固定在机构框架1001上,引导色带走向。色带轴1003和废带轴1006均位于机构框架1001上部,色带轴1003和废带轴1006各自的正下方均设置有两个沿竖直方向间隔布置的两根色带导向轴1009,使得从色带轴1003到废带轴1006的色带在色带导向轴1009的导向下沿u形路径布置。
61.定长驱动组件设置在废带轴1006下方的竖直布置的一段色带处。
62.如图6所示,定长驱动组件包括拉簧1010、滚花凸轮1011和拉带槽体1012,拉带槽体1012可平行于色带布置方向移动地安装在机构框架1001上,同时拉带槽体1012顶部和拉簧1010和机构框架1001的上部弹性连接,拉带槽体1012上开设有用于色带穿设经过的条形槽作为拉带槽,色带穿过条形槽布置,滚花凸轮1011安装在拉带槽体1012内部且伸入到条形槽中接触色带。
63.滚花凸轮1011为圆柱形的、偏心铰接安装的滚轮结构,偏心位置在远离条形槽的下侧。
64.滚花凸轮1011表面加工有粗糙纹路,粗糙纹路设置于滚花凸轮1011伸入到条形槽
中和色带接触的一侧表面,在重力作用下滚花凸轮1011的粗糙纹路紧靠拉带槽体1012的条形槽的一侧并用于接触条形槽中穿过的色带。
65.拉簧1010两端分别连接机构框架1001和拉带槽体1012,使得拉带槽体1012在没有外力的作用下,沿滑轨滑动到上位。
66.废带轴1006下方的色带竖直布置,拉带槽体1012通过滑轨可上下移动安装在机构框架1001上,可沿滑轨上下滑动。
67.拉带槽体1012可受上方打标头施加的外力驱动下移。
68.机构框架1001底面开设有缺口,色带途经过缺口,缺口用于外部待打标对象接触色带。缺口处的色带上方布置用对待打标对象进行色带打标的打标头。
69.u型压杆6置于色带供给机构10内,u型压杆6在靠近定长驱动组件的一侧设有水平凸起板作为卷带压板13,卷带压板13连接到定长驱动组件的拉带槽体12的顶面上,用于施加压力带动定长驱动组件的拉带槽体12下移。
70.本发明在轮胎打标装置内具有色带供给机构10,色带供给机构10内设置有定长卷带的结构,通过定长卷带的结构能巧妙实现色带的定长卷运动和卷绕。
71.本发明工作过程如下:
72.打标机壳体1下方布置轮胎,轮胎所需打标表面贴近色带供给机构10的机构框架1底面的缺口,准备被色带接触。
73.根据上位机控制,电机2带动多边形打标头8旋转,多边形打标头8旋转到将所需打标对应的图案朝下。
74.上下移动机构的打标气缸5缸杆向下伸出,带动打标机构整体下移,使得多边形打标头8朝下的图案下压色带11穿过缺口与轮胎相接触,色带11被多边形打标头8与轮胎夹紧。加热环7加热产生高温,高温的打标头将色带11印在轮胎的表面上;同时卷带压板13和多边形打标头8一起被直角减速机3的输出轴带动下移,由卷带压板13带动色带供给机构10中的拉带槽体12向下移动。
75.上下移动机构的打标气缸5缸杆向上缩回,带动打标机构整体上移复位,多边形打标头8脱离色带11,色带11无压力也脱离轮胎表面;
76.同时卷带压板13和多边形打标头8一起被直角减速机3的输出轴带动上移,由于失去卷带压板13的压力,色带供给机构10中的拉带槽体12在拉簧10的作用下上升移动回至上位,同时拉动色带11,使得缺口处的色带11完成更新。
77.不断重复上述打标气缸5缸杆伸出和缩回的过程,进行下一循环的打标过程。
78.本发明色带供给机构10的实施工作过程是:
79.当色带卷1007受到的周向力大于摩擦力时,色带卷1007与色带轴1003可以相对转动,这样将导致色带轴1003上的色带打滑,如果通过电机控制定长卷带,无法实现准确的定长卷绕。
80.本发明中,设置色带卷1007的色带拉出后,经过四根色带导向轴1009和拉带槽体1012,缠绕在废带轴1006上,形成废带卷1008,废带轴1006与废带卷1008无法相对转动。
81.当需要定长卷绕时,按照以下方式工作:
82.如图7所示,当拉带槽体1012受外力克服拉簧1010拉力下移时,拉带槽体1012相对色带下移,导致色带接触滚花凸轮1011产生的摩擦力会将滚花凸轮1011向外侧旋转导致滚
花凸轮1011放松,这样由于拉带槽体1012与色带的相对移动方向与滚花凸轮1011放松方向相同,滚花凸轮1011与拉带槽体1012对色带没有拉力作用,同时由于色带轴1003的单向旋转特性,色带保持不动,而拉带槽体1012和滚花凸轮1011的整体下移。
83.如图8所示,当撤去外力时,拉带槽体1012受拉簧1010作用克服重力向上运动回位,拉带槽体1012相对色带上移,色带接触滚花凸轮1011产生的摩擦力会将滚花凸轮1011向内侧旋转导致滚花凸轮1011持续压紧色带,这样由于拉带槽体1012与色带的相对移动方向与滚花凸轮1011压紧方向相同,滚花凸轮1011与拉带槽体1012的条形槽共同夹住色带进而驱动色带向上拉动。
84.然后再施加拉力到拉带槽体1012带动拉带槽体1012下移,由此不断往复上述过程,能够实现色带放松——色带压紧上移的过程。
85.由于拉带槽体1012下移的位置和拉带槽体1012回位的位置都是固定的位置,使得色带能够以拉带槽体1012下移的位置和拉带槽体1012回位的位置之间的距离定长移动。
86.拉带槽体1012上方设置打标头,打标头施加的外力到拉带槽体1012顶面,驱动拉带槽体1012下移。打标头向下移动,打标头在进行打标的同时也带动拉带槽体1012向下移动,此时色带保持不动。
87.完成打标后,打标头向上移动,同时撤去对拉带槽体1012的压力,拉带槽体1012受拉簧1010作用向上移动,拉动色带定长移动,由此打标头回位的同时完成色带的定长移动,实现定长的废带回收和新带释放。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1