在板材表面形成三维立体木纹的方法、产生的板材及应用与流程
本发明涉及表面结构制备领域,尤其涉及在板材表面形成三维立体木纹的方法,以及所产生的包含有该三维立体木纹的板材及用于形成该板材的方法和该板材的应用。
背景技术:
1、目前为了在人造板材或者非木质板材表面获得与天然木材相近的质感,通常会在板材的表面通过打印或者印刷的方式形成一层仿木质的二维平面图像,从而在视觉上满足人们对于木质材料的视觉需求。
2、例如公开号为cn 101659073 b的专利公开了一种防水地板基材表面的木纹处理工艺,其是在木塑地板表面印刷仿真木纹,随后在仿真木纹的上方添加耐磨层,从而使得木纹图案得到保护,长时间保持木纹纹理效果。但是,这种仅仅表面印刷有二维平面图像的板材已无法满足人们对于追求更真实视感与触感结合的需求。
3、因此,在板材表面形成与二维平面图像相对应且具有与木材触感更近似的三维立体木纹是目前本领域所普遍关注的。
4、现有技术中为了在基材表面形成三维立体结构,已经提出多种不同的技术方案,常规的方法通常包括向上堆积法以及向下内陷法两种。
5、以向上堆积法为例,相关技术可参考以下专利:
6、公开号为cn 112455110 a的专利公开了一种喷墨打印生产木质地板的工艺。该专利能够通过在印刷图案纹理表面可继续打印加法型油墨,从而能够在图案纹理表面形成凸式三维立体木纹。但是从实际测试过程中发现,由于油墨在未固化前存在一定的流动性,导致其成型高度有限,并且随着树脂的流动导致通过这种向上堆积的方式制备得到的三维立体木纹的纹理角度相较于天然木纹而言更加圆润,导致其实际效果与天然木纹有着十分明显的区别,因而难以达到天然实木的视觉效果以及触摸手感。
7、以向下内陷法为例,相关技术可参考以下专利:
8、公开号为cn 110177691 b的专利公开了一种借助于数字印刷技术在基底上生产压花的方法和设备,该方法在非聚合树脂层上涂敷压花液后借助于uv固化,进行树脂的后续聚合,随后除去压花液即可形成三维表面。这种方式制备得到的三维立体木纹相较于堆积法而言,其视觉效果以及触摸手感有一定的提升。然而实际测试过程中发现,在具有木纹图案的墨水层表面形成由该方法制备得到的三维立体木纹后,其清晰度会产生较大幅度的下降,具体表现在其表面会出现发白、色差较大的现象。
9、公开号为cn 112996649 a的专利公开了一种在平坦基底的表面上制造三维结构的方法、所产生的基底及根据该方法生产基底的装置,其预先将用于形成木纹缝的材料滴加在基材的表面,随后在基材表面未覆盖该用于形成木纹缝的材料的区域施加可固化的树脂,随后将树脂固化后除去用于形成木纹缝的材料,从而在固化后的树脂中形成木纹缝。但是其木纹缝的深度始终是固化后的树脂的上表面与基材表面之间的距离,也就是说其各个木纹缝的深度是一致的。而真实的木质板材其表面的缝隙深度是可变化的,因此导致该技术形成的木纹缝在深度方面与实际情况相差较大,因而存在不真实的问题。
10、综上所述,为了衡量三维立体木纹与天然木木纹的近似程度,通常需要考虑的维度包括:(1)三维立体木纹的宽窄、深度与天然木木纹的相似程度;(2)三维立体木纹与底部二维平面结构的对应程度;(3)三维立体木纹与底部二维平面结合后所呈现的色彩视觉效果。目前在三维立体木纹的成型过程中,现有的公开技术中往往更加注重维度(1)以及维度(2)的结合。
11、其中:针对维度(1),三维立体木纹的宽窄以及深度可通过在三维立体木纹形成的过程中控制材料的用量以及位置决定,例如木纹的宽度可以通过堆积的结构的宽度或者向下挖掘过程中的广度或者腐蚀液播撒的面积所决定。而三维立体木纹的深度可以由向上堆积的高度,向下挖掘的力度所决定。当三维立体木纹的宽度以及深度差异越明显,其所呈现的结构越立体,其从视觉以及触觉感观上所能够呈现的效果越接近天然木纹。
12、针对维度(2),三维立体木纹与底部二维平面结构的对应程度可以通过控制打印精度,例如涉及到计算机程序的控制以及计算机与成型设备之间的配合调控。同时也涉及材料本身的各种物理化学性质,例如其自身的粘度、表面能以及不同材料之间的扩散系数等。到当三维立体木纹与底部二维平面结构的对应程度越高,能够使得该立体结构更接近于真实的实木的表面木纹结构。
13、针对维度(3),目前尚未有更多的文献及技术公开有关于立体结构与视觉效果之间的关系。仅有的一些技术中仅仅包含了例如三维立体木纹的哑光或者亮光的效果,而真正需要达到真实木纹的视觉效果的技术则仍然没有出现。
14、因此,目前公开的技术中还未见到在达成维度(1)以及维度(2)的前提下,同时兼顾维度(3)的先例。因此,如何将这3个维度同时兼顾,是在人造板材或者非木质板材表面获得与天然木材相近的质感的关键点。
技术实现思路
1、本发明是为了克服现有技术中在板材表面形成三维立体木纹的方法无法获得与天然木材相近的质感的缺陷,提供了一种在板材表面形成三维立体木纹的方法、产生的板材及应用。
2、为实现上述发明目的,本发明通过以下技术方案实现:
3、第一方面,本发明首先提供了一种
4、在板材表面形成三维立体木纹的方法,至少包括以下步骤:
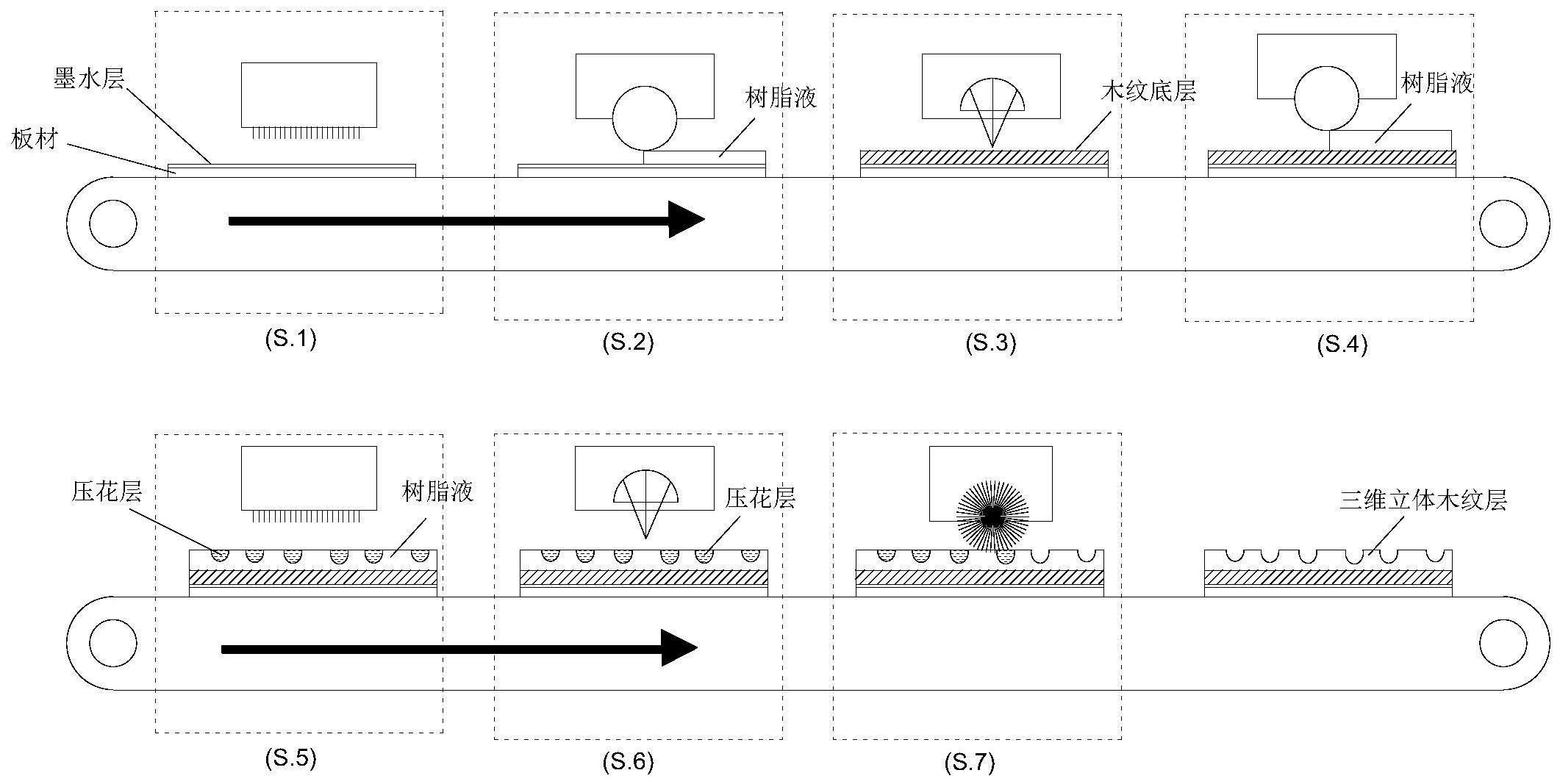
5、(s.1)使得板材至少一部分表面被墨水覆盖,从而形成具有木纹图案的墨水层的步骤;
6、(s.2)使得墨水层至少一部分表面被覆盖树脂液的步骤;
7、(s.3)使得墨水层表面的至少一部分树脂液被固化形成木纹底层的步骤;
8、(s.4)使得木纹底层的至少一部分表面被覆盖至少一层树脂液的步骤;
9、(s.5)使得木纹底层表面的树脂液的至少一部分表面沿墨水层的木纹图案被施加压花液的步骤,从而使得压花液和/或与压花液混合的至少一部分树脂液和/或被压花液覆盖的至少一部分树脂液形成压花层;
10、(s.6)使得除上一步中形成的压花层之外的树脂液被固化的步骤;
11、(s.7)使得压花层被去除的步骤,从而在木纹底层的表面形成三维立体木纹层。
12、作为优选,所述步骤(s.4)中覆盖于木纹底层表面的树脂液的用量大于等于150g/m2。
13、作为优选,所述步骤(s.4)中木纹底层的至少一部分表面被覆盖至少两层树脂液。
14、作为优选,在木纹底层至少一部分表面被覆盖相邻的任意两层树脂液的过程中,还包括在木纹底层在被上一层树脂液覆盖结束后停止对树脂液施加作用力的过渡处理步骤,在过渡处理步骤结束后进行下一层树脂液的覆盖。
15、作为优选,在木纹底层至少一部分表面被覆盖相邻的任意两层树脂液的过程中,对任意两层相邻的树脂液的施力方向相反。
16、作为优选,板材在沿一固定方向运动输送的过程中依次完成步骤(s.1)~(s.6)。
17、作为优选,所述步骤(s.5)中压花液施加于树脂液的表面和/或向下渗入树脂液的内部。
18、作为优选,所述步骤(s.2)以及(s.4)中覆盖的树脂液的固化方式包括光固化、热固化或者电子束固化中的任意一种。
19、作为优选,所述树脂液至少包括光交联树脂以及光引发剂。
20、作为优选,所述光交联树脂包括不饱和聚酯、环氧树脂、丙烯酸树脂、丙烯酸改性聚氨酯树脂、丙烯酸改性有机硅树脂、丙烯酸改性环氧树脂、水性环氧丙烯酸酯、水性聚氨酯丙烯酸酯、水性聚酯丙烯酸中的任意一种或多种的组合。
21、作为优选,所述光引发剂包括自由基聚合引发剂、阳离子聚合引发剂、能量转移型引发剂、离子反应型引发剂中的任意一种。
22、作为优选,所述步骤(s.5)中的压花液至少包含用于阻止树脂液聚合的阻聚剂。
23、在本优选方案中,向压花液中加入阻聚剂,其能够淬灭光引发剂受光照分解产生的自由基,从而能够有效防止包含有阻聚剂的部分的树脂液聚合,从而得到方便除去的压花层。
24、作为优选,所述树脂液至少包括热固性树脂。
25、作为优选,所述热固性树脂包括环氧树脂、酚醛树脂、三聚氰胺甲醛树脂、呋喃树脂、不饱和聚酯树脂、有机硅树脂、聚丁二烯树脂中的一种或多种的组合。
26、作为优选,所述树脂液还包括固化剂。
27、作为优选,所述步骤(s.4)中还包括用于为压花液向下渗入到树脂液内部提供动能的步骤。
28、作为优选,所述压花液中包含有可固化的树脂。
29、作为优选,所述压花液中包含的可固化的树脂在固化后其表面能低于三维立体木纹层的表面能。
30、作为优选,所述压花液中包含的可固化的树脂在固化后其表面能低于100mn/m。
31、作为优选,所述压花液中包含的可固化的树脂包括氟碳树脂、氟硅树脂或者有机硅树脂中的任意一种。
32、作为优选,所述压花液的密度大于树脂液的密度。
33、作为优选,所述压花液中还包括有用于调节压花液密度的密度调节剂。
34、作为优选,所述密度调节剂为无机固体添加剂。
35、作为优选,所述密度调节剂为纳米碳酸钙、纳米二氧化硅等。
36、作为优选,所述压花液至少包括两种具有不同表面张力的压花液。
37、作为优选,所述板材与木纹底层之间还依次设置有:
38、用于提升板材表面粘结性能的底漆层;
39、设置于底漆层表面用于覆盖基材颜色的色漆层;
40、位于色漆层表面用于形成木纹图案的墨水层。
41、作为优选,所述三维立体木纹层的外表面还覆盖有一层面漆层,且至少一部分面漆层低于三维立体木纹层的上表面。
42、第三方面,本发明还提供了一种用于制备所述具有三维立体木纹的板材的方法,其至少包含如上所述的方法制备得到的木纹底层以及三维立体木纹层的步骤。
43、作为优选,还包括以下步骤:
44、使得板材至少一部分表面覆盖底漆,并固化得到底漆层的步骤;
45、使得底漆层至少一部分表面覆盖色漆,并固化得到色漆层的步骤;
46、使得色漆层至少一部分表面覆盖具有木纹图案的墨水,并固化得到墨水层的步骤;
47、使得墨水层至少一部分表面覆盖按照如上所述的方法制备得到的木纹底层以及三维立体木纹层的步骤;
48、使得三维立体木纹层至少一部分表面覆盖面漆,并固化得到面漆层的步骤。
49、作为优选,所述底漆的覆盖量为10-15g/m2;
50、所述色漆的覆盖量为15-20g/m2;
51、所述墨水的覆盖量为6-8g/m2;
52、所述面漆的覆盖量为20-30g/m2。
53、作为优选,所述色漆层呈白色。
54、作为优选,所述色漆中至少包含光交联树脂、光引发剂以及白色颜料粉。
55、第四方面,本发明还提供了所述具有三维立体木纹的板材在地板、装饰墙板或者吊顶板中的应用。
56、因此,本发明具有以下有益效果:
57、(1)通过本发明所述的工艺能够在板材表面制备得到视觉以及触觉更接近于真实木纹的三维立体木纹,以满足人们对于追求更真实视感与触感结合的需求;
58、(2)通过本发明中的制备工艺能够有效提升板材颜色以及图案的稳定性;
59、(3)通过本发明中的制备工艺制备得到的板材具有更高的使用寿命以及更低的次品率的产生。
- 还没有人留言评论。精彩留言会获得点赞!