基于图像检测的接装纸印刷自动化控制方法与流程
本发明涉及接装纸印刷,具体涉及基于图像检测的接装纸印刷自动化控制方法。
背景技术:
1、接装纸印刷是一种用于卷烟、食品包装等行业的重要工艺,涉及将多卷接装纸连续高效地印刷成型,并确保图案对齐、色彩一致,以满足产品包装的美观性和功能性要求。传统的接装纸印刷往往依赖人工监控和调整,不仅容易因人为误差导致印刷质量问题,如图案偏移、色彩失准,还会降低生产效率,无法满足现代化工业对高精度和高产能的需求。因此,对接装纸印刷进行自动化控制显得尤为重要,通过自动化技术可以实时监控印刷过程,精准调整工艺参数,从而提升生产效率和印刷质量。而基于图像检测的自动化控制则是关键技术,因为图像检测可以实时捕捉和分析接装纸表面图案的细微变化,并将这些数据用于快速反馈和动态调整,这不仅能够显著提升图案对齐精度和色彩一致性,还能够减少停机调整时间,优化生产资源的利用,最终实现高质量、高效率的智能化印刷流程,满足工业化智能制造的发展需求。
2、现有的基于图像检测的接装纸印刷自动化控制技术通过构建包含图像采集、图像处理和执行控制的闭环控制系统实现高效的自动化控制。首先,在印刷设备中安装高精度工业相机或传感器,用于实时采集接装纸的图案图像,并将其传输到图像处理模块进行分析;随后,图像处理模块通过计算机视觉技术,对图像中的关键特征进行检测和比对,如图案对齐情况、色彩均匀性以及边缘清晰度,并将检测结果与预设的标准模板进行比较;如果发现偏差,该系统会通过算法生成调整指令,并将其发送至执行机构,如伺服电机、墨 路控制器或张力调节器,快速调整印刷参数,确保接装纸的印刷精度。整个过程具有实时性和高精度的特点,能够持续监控和动态调整,避免人为干预,提高生产效率,减少次品率,同时满足高质量、大批量印刷的工业需求。这种技术不仅能够提升接装纸印刷的工艺稳定性,还为进一步的智能化和自动化奠定了基础。
3、现有技术存在以下不足:
4、在接装纸印刷过程中,当纸张因张力控制不当而出现轻微起皱时,这些皱褶会改变纸张表面的形状和反射特性,导致图像检测系统采集的图案特征发生畸变或模糊。由于皱褶区域的光线反射特性与正常平整区域存在显著差异,现有的基于图像检测的接装纸印刷自动化控制技术无法准确识别和评估这些区域的特征变化,致使系统生成的印刷对齐参数出现显著偏差。这种偏差进一步导致印刷图案的不完整或重复重影问题,直接影响接装纸的外观质量。同时,系统可能因无法正确识别起皱区域而误触发停机警报或错误的校正操作,增加了生产过程中的人工干预和停机时间,显著提高了生产成本并降低了生产效率。
5、在所述背景技术部分公开的上述信息仅用于加强对本公开的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本发明的目的是提供基于图像检测的接装纸印刷自动化控制方法,以解决上述背景技术中的问题。
2、为了实现上述目的,本发明提供如下技术方案:基于图像检测的接装纸印刷自动化控制方法,具体包括以下步骤:
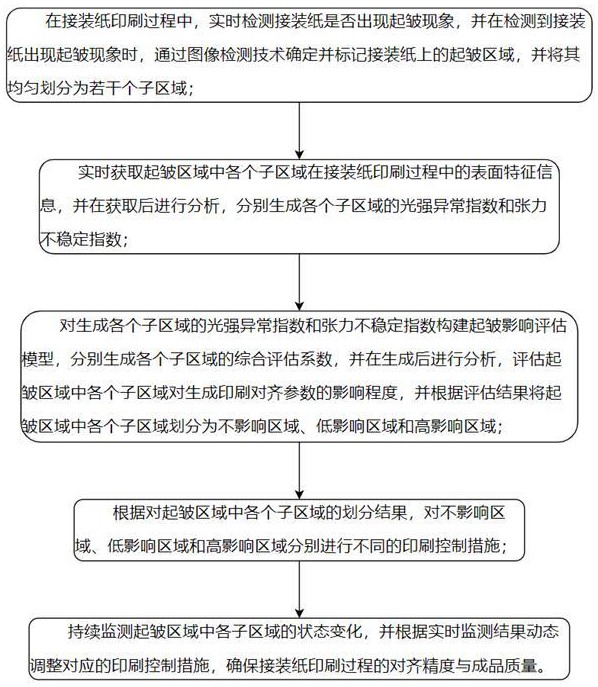
3、在接装纸印刷过程中,实时检测接装纸是否出现起皱现象,并在检测到接装纸出现起皱现象时,通过图像检测技术确定并标记接装纸上的起皱区域,并将其均匀划分为若干个子区域;
4、实时获取起皱区域中各个子区域在接装纸印刷过程中的表面特征信息,并在获取后进行分析,分别生成各个子区域的光强异常指数和张力不稳定指数;
5、对生成各个子区域的光强异常指数和张力不稳定指数构建起皱影响评估模型,分别生成各个子区域的综合评估系数,并在生成后进行分析,评估起皱区域中各个子区域对生成印刷对齐参数的影响程度,并根据评估结果将起皱区域中各个子区域划分为不影响区域、低影响区域和高影响区域;
6、根据对起皱区域中各个子区域的划分结果,对不影响区域、低影响区域和高影响区域分别进行不同的印刷控制措施;
7、持续监测起皱区域中各子区域的状态变化,并根据实时监测结果动态调整对应的印刷控制措施,确保接装纸印刷过程的对齐精度与成品质量。
8、优选的,实时获取起皱区域中各个子区域在接装纸印刷过程中的表面特征信息,并在获取后进行分析,分别生成各个子区域的光强异常指数和张力不稳定指数,具体包括以下步骤:
9、实时获取起皱区域中各个子区域在接装纸印刷过程中的表面特征信息,并在获取后进行预处理;
10、提取经过预处理的各个子区域在接装纸印刷过程中的表面特征信息中的光强分布信息和边缘纹理动态信息;
11、对提取的光强分布信息和边缘纹理动态信息进行分析,分别生成各个子区域的光强异常指数和张力不稳定指数。
12、优选的,所述各个子区域的光强异常指数的获取逻辑如下:
13、提取经过预处理的各个子区域在接装纸印刷过程中的表面特征信息中的光强分布信息,具体包括在接装纸印刷过程中一段时间内不同时刻起皱区域中各个子区域的光照强度变化率、各个子区域的图像像素的平均灰度值和灰度标准差以及在该时间段内不同时刻接装纸上除起皱区域之外的区域的图像像素的平均灰度值,并分别标定为、、和,表示在接装纸印刷过程中一段时间内时刻起皱区域中第个子区域的光照强度变化率,表示在接装纸印刷过程中一段时间内时刻起皱区域中第个子区域的图像像素的平均灰度值,表示在接装纸印刷过程中一段时间内时刻起皱区域中第个子区域的图像像素的灰度标准差,表示在该时间段内时刻接装纸上除起皱区域之外的区域的图像像素的平均灰度值,,,和均为正整数;
14、计算各个子区域的光强异常指数,具体的计算公式如下:
15、
16、式中,为第个子区域的光强异常指数。
17、优选的,所述各个子区域的张力不稳定指数的获取逻辑如下:
18、提取经过预处理的各个子区域在接装纸印刷过程中的表面特征信息中的边缘纹理动态信息,具体包括在接装纸印刷过程中一段时间内不同时刻起皱区域中各个子区域的图像边缘像素占总像素的比例值、边缘角度的平均变化率以及图像边缘像素的灰度值标准差,并分别标定为、和,表示在接装纸印刷过程中一段时间内时刻起皱区域中第个子区域的图像边缘像素占总像素的比例值,表示在接装纸印刷过程中一段时间内时刻起皱区域中第个子区域的边缘角度的平均变化率,表示在接装纸印刷过程中一段时间内时刻起皱区域中第个子区域的图像边缘像素的灰度值标准差,,,和均为正整数;
19、计算各个子区域的张力不稳定指数,具体的计算公式如下:
20、
21、式中,为第个子区域的张力不稳定指数。
22、优选的,对生成各个子区域的光强异常指数和张力不稳定指数构建起皱影响评估模型,通过加权求和分别生成各个子区域的综合评估系数,具体的计算公式如下:
23、
24、式中,为第个子区域的综合评估系数,和分别为各个子区域的光强异常指数和张力不稳定指数的非零权重系数,且。
25、优选的,确定预先设定的综合评估系数阈值区间,并在确定后与生成的各个子区域的综合评估系数进行比对,根据比对结果评估起皱区域中各个子区域对生成印刷对齐参数的影响程度,并根据评估结果将起皱区域中各个子区域划分为不影响区域、低影响区域和高影响区域,具体比对分析以及划分如下:
26、若,起皱区域中该子区域不对生成印刷对齐参数造成影响,将该子区域划分为不影响区域;
27、若,起皱区域中该子区域对生成印刷对齐参数的影响程度为低影响程度,将该子区域划分为低影响区域;
28、若,起皱区域中该子区域对生成印刷对齐参数的影响程度为高影响程度,将该子区域划分为高影响区域。
29、优选的,根据对起皱区域中各个子区域的划分结果,对不影响区域、低影响区域和高影响区域分别进行不同的印刷控制措施,具体为:
30、对于划分为不影响区域的子区域,采取的印刷控制措施为:保持现有的印刷对齐参数设置,无需额外的动态调整,优先确保整体印刷流程的连续性和效率,同时实时监测该区域的状态,防止潜在变化对印刷质量的隐性影响;
31、对于划分为低影响区域的子区域,采取的印刷控制措施为:动态调整印刷对齐参数,采用补偿算法修正因起皱导致的细微偏差,确保印刷图案的精度,并定期评估补偿效果,确保印刷对齐参数的调整符合系统整体运行的平稳性;
32、对于划分为高影响区域的子区域,采取的印刷控制措施为:暂停该区域的印刷作业,触发系统的张力自动调节功能以消除起皱现象,同时向操作员发出警报通知其进行人工检查和维护,在起皱现象缓解后,重新校准印刷参数并恢复印刷流程。
33、在上述技术方案中,本发明提供的技术效果和优点:
34、1、本发明通过实时检测接装纸印刷过程中起皱现象的发生,并精准标记起皱区域及其子区域,结合光强异常指数和张力不稳定指数对各子区域的光学和力学特性进行量化分析,显著提升了系统对起皱区域特性变化的识别和评估能力。借助综合评估系数和起皱影响评估模型,能够精准评估起皱区域中各子区域对印刷对齐参数的影响程度,并通过动态划分为不影响区域、低影响区域和高影响区域,确保印刷控制措施的针对性和精确性。本发明实现了对接装纸起皱现象全流程的智能监测和处理,有效解决了因起皱导致的印刷对齐参数偏差问题,确保了接装纸印刷过程的高对齐精度和成品质量。
35、2、本发明利用光强异常指数和张力不稳定指数对起皱区域的光学和力学特性进行独立量化,通过综合评估系数构建起皱影响评估模型,实现了对复杂起皱现象的全面评估和精确分类。通过实时监测和动态调整印刷控制措施,本发明能够根据起皱区域的变化快速响应,避免了传统方法因无法精准识别起皱特性而造成的停机误报或调整不足的问题。同时,分类处理的策略显著降低了生产干扰和废品率,在提升印刷质量的同时,大幅提高了生产效率,减少了人工干预的需求,显著降低了整体生产成本。
36、3、本发明在接装纸印刷过程中具有重要的应用价值,其智能化监测与控制能力适用于多种印刷场景,包括高精度包装印刷和标签印刷等场景,对需高对齐精度的印刷质量要求尤为适用。此外,本发明通过软件实现全流程的智能控制,具有良好的扩展性,可针对不同的接装纸材质、起皱特性和生产条件灵活调整参数,适应性强。综合来看,本发明解决了现有技术中起皱区域识别和评估能力不足的痛点,同时通过精确的动态调整策略实现了高效、稳定的印刷控制,为接装纸印刷的智能化发展提供了全新路径。
- 还没有人留言评论。精彩留言会获得点赞!