真空贴合装置的制作方法
1.本公开涉及真空贴合装置。
背景技术:
2.在专利文献1中公开了一种液晶基板的贴合装置,该液晶基板的贴合装置具有:上下平台,其分别吸附对置配置的上下基板的背面;真空腔室,其收容该上下平台并能够调整真空压;上平台下降机构,其使上平台下降至上下基板的水平方向的对位位置;水平移动机构,其使下平台水平移动以进行对位;间隙测定机构,其测定上下基板间的间隙;以及移动轴,其直接或间接地支承上平台的4个角部,并分别独立地上下移动。该液晶基板的贴合装置具备:上平台倾斜调整机构,其通过对应于间隙测定机构的测定值的移动轴的上下移动来调整上平台的高度及倾斜位置;以及加压机构,其使上下平台相互加压。
3.在先技术文献
4.专利文献
5.专利文献1:日本特开2003-43500号公报
技术实现要素:
6.发明要解决的课题
7.本公开提供一种能够实现高精度的贴合位置及平行度,且能够实现高品质的直接接合的真空贴合装置。
8.用于解决课题的手段
9.本公开提供一种真空贴合装置,其具备:真空腔室,其在内部将第一构件与第二构件贴合;减压装置,其用于对所述真空腔室内的气压进行减压;第一工作台,其固定所述第一构件;第二工作台,其固定所述第二构件;多个驱动轴,其与所述第二工作台连接;工作台驱动部,其通过使所述多个驱动轴移动来使所述第二工作台的位置变化;以及位置测定部,其设置于所述真空腔室的外部,在多个部位测定所述第一工作台与所述第二工作台的间隔距离,所述工作台驱动部使用在所述减压装置使所述真空腔室内成为真空之前由所述位置测定部测定出的工作台的间隔距离的信息、以及在所述减压装置使所述真空腔室内成为真空之后由所述位置测定部测定出的工作台的间隔距离的信息,分别独立地决定使所述多个驱动轴移动的距离。
10.发明效果
11.根据本公开,在真空贴合中,能够实现高精度的贴合位置及平行度,且能够实现高品质的直接接合。
附图说明
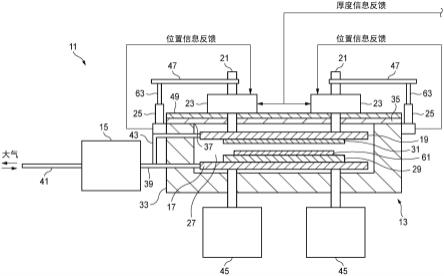
12.图1是实施方式1的真空贴合装置的从正面观察时的剖视图。
13.图2是图1所示的真空贴合装置的上盖构件打开了的状态的侧剖视图。
14.图3是图1所示的真空腔室部分的主要部位放大图。
15.图4是改变了驱动轴与第二工作台的连接位置的变形例的结构的主要部位放大图。
16.图5是示出由实施方式1的真空贴合装置进行的贴合的动作步骤的一例的流程图。
17.图6是表示贴合时的正常状态的真空腔室部分的主要部位放大图。
18.图7是表示在工作台间发生了平行偏移的状态的真空腔室部分的主要部位放大图。
19.图8是说明驱动轴移动量的校正的真空腔室部分的主要部位放大图。
具体实施方式
20.(完成本公开的缘由)
21.以往,在将液晶模块与触摸面板贴合的直接接合技术中,确立了以民用的电子设备(例如,收集、平板终端或汽车导航装置)为对象的小型(例如,面板尺寸为15英寸左右)的贴合技术。然而,在中大型(例如,面板尺寸为15英寸以上)的贴合技术中尚存在较多课题,未确立能够实现高精度的贴合的技术。确立推迟了的中大型的贴合时的课题之一是气泡的混入。特别是越是大型(例如,面板尺寸为32英寸等),若无法高精度地控制基板等贴合对象部件的高度方向的位置,则在贴合时气泡混入的风险越高。
22.另外,作为气泡的混入的减少方法,期望使配置有贴合对象部件的腔室内成为真空环境来进行贴合。然而,越是大型的腔室则腔室的长度方向的尺寸越大,在将腔室内减压至真空状态时,腔室本身会发生变形。通常,在腔室外装直接安装贴合工作台的情况较多,存在如下那样的课题:由于腔室变形而贴合工作台的位置改变,贴合位置产生误差,同时贴合面的平行度被破坏。
23.为此,在以下的实施方式中,对能够实现高精度的贴合位置及平行度、且能够实现高品质的直接接合的真空贴合装置的例子进行说明。
24.(实施方式1)
25.以下,关于本公开的真空贴合装置,适当参照附图,对具体公开的实施方式进行详细说明。其中,有时省略不必要的详细说明。例如,有时省略周知的事项的详细说明、针对实质相同的结构的重复说明。这是为了避免以下的说明不必要地变得冗余,以使本领域技术人员容易理解。需要说明的是,附图及以下的说明是为了使本领域技术人员充分理解本公开而提供的,并不旨在通过这些来限定权利要求书中所记载的主题。
26.(真空贴合装置的结构)
27.图1是实施方式1的真空贴合装置11的从正面观察时的剖视图。实施方式1的真空贴合装置11具有真空腔室13、减压装置15、第一工作台17、第二工作台19、驱动轴21、工作台驱动部23、以及位置测定部25作为主要的构件。
28.在真空腔室13的内部27将第一构件29与第二构件31贴合。在实施方式1中,第一构件29例如是构成搭载于飞机内的中大型(例如32英寸)的座位监视器的液晶模块。第二构件31例如是构成搭载于飞机内的中大型(例如32英寸)的座位监视器的触摸面板。需要说明的是,第一构件29、第二构件31也可以不限定于上述方式。
29.真空腔室13由下箱构件33及上盖构件35构成外壳。下箱构件33以通过例如金属的
切削加工等而使壁部成为20~30mm左右的高刚性来制作。下箱构件33在上表面具有开口部37。真空腔室13通过由上盖构件35将下箱构件33的开口部37封闭,从而内部27被密闭为气密状态。
30.减压装置15能够对真空腔室13内进行减压以使真空腔室13内成为真空状态。减压装置15例如由真空泵构成。减压装置15的吸气管39与下箱构件33连接以吸引真空腔室13内的空气,并将该空气向排气管41排气。在吸气管39分支有真空卡盘用配管43。真空卡盘用配管43与分别设置于在真空腔室13内配置的第一工作台17以及第二工作台19的真空卡盘(省略图示)连接。真空卡盘利用基于减压装置15的负压而分别将第一构件29吸附固定于第一工作台17、将第二构件31吸附固定于第二工作台19。
31.第一工作台17配置于下箱构件33的内侧。第一工作台17以与大致四边形(包括四边形。以下同样。)的液晶模块大致相似的形状、且比液晶模块大的大致四边形形成。第一工作台17在真空卡盘的吸气孔开口的上表面吸引固定液晶模块。在第一工作台17的下表面固定升降轴的上端。升降轴在总共4个位置分别配置于第一工作台17的四角。升降轴通过气密构造贯通下箱构件33的底板,并通过气缸45而能够沿上下方向移动。换句话说,固定于第一工作台17的第一构件29、贴合后的第一构件29以及第二构件31的贴合物通过由气缸45驱动升降轴而能够相对于下箱构件33升降。需要说明的是,设置于第一工作台17的卡盘并非必须使用真空卡盘。只要起到同样的效果,也可以使用机械卡盘等其他机构。
32.第二工作台19以与第一工作台17大致相同形状的大致四边形形成外形。第二工作台19在真空腔室13内与下方的第一工作台17对置且平行地配置。第二工作台19在与第一工作台17对置的下表面吸引固定第二构件31。第二工作台19的上表面的四角与贯通上盖构件35的多个(例如,4个)驱动轴21的贯通前端(换言之,下端)连接。即,4个驱动轴21分别对应于形成为大致四边形的第二工作台19的四角逐一连接。
33.工作台驱动部23通过使多个驱动轴21分别移动来使第二工作台19的位置变化。工作台驱动部23相对于一个驱动轴21设置有一个。因此,在真空贴合装置11中,4个工作台驱动部23固定于上盖构件35。作为该工作台驱动部23,能够使用使驱动轴21沿轴向移动的例如线性机构、或者齿条齿轮机构。在任意情况下,工作台驱动部23均构成为能够进行如下控制:通过接受驱动轴21的位置信息,基于该位置信息使驱动轴21以规定的移动量进退驱动。该驱动轴21的进退驱动的控制例如通过公知的反馈校正来进行。
34.驱动轴21的上端贯通工作台驱动部23。在贯通了工作台驱动部23的驱动轴21的上端固定有沿与轴向大致垂直的方向延伸的伸出部47的基端。伸出部47的伸出部前端向下箱构件33的侧面的上方延伸突出。伸出部前端与驱动轴21一体地升降。该伸出部前端通过后述的位置测定部25来检测升降方向的移动量。
35.图2是图1所示的真空贴合装置11的上盖构件35打开了的状态的侧剖视图。真空腔室13通过上盖构件35来开闭例如形成为六面体形状的下箱构件33的开口部37。如上所述,工作台驱动部23固定于进行该开闭的上盖构件35的上表面。固定于上盖构件35的上表面的工作台驱动部23将驱动轴21贯通于上盖构件35。驱动轴21的贯通前端固定于第二工作台19。因此,如果上盖构件35进行摆动旋转而将开口部37开放,则固定于第二工作台19的第二构件31配置于上表面。
36.真空贴合装置11的上盖构件35以绕沿着下箱构件33中的开口部37的一边的摆动
轴旋转自如的方式被支承而将开口部37开闭。由此,真空贴合装置11通过使上盖构件35向开放位置摆动,从而能够使工作台驱动部23退避,并且使第二构件31朝上地露出并配置于上下反转了的上盖构件35的上表面。与此同时,能够使下箱构件33的开口部37全开。
37.在上盖构件35层叠地配置有对准工作台49。对准工作台49能够使所有的工作台驱动部23以及驱动轴21中的每一个沿与第二工作台19平行的面方向(xy方向)移动可能。需要说明的是,xy方向是与驱动轴21正交的面内侧向。在本说明书中,将与该xy方向正交的方向设为z方向。该z方向成为相对于真空腔室内的驱动轴21的进退方向。
38.真空贴合装置11具备在真空腔室13的上方沿x方向或y方向延伸的直线移动机构51。直线移动机构51例如由滚珠丝杠机构构成。直线移动机构51将臂单元53支承为在沿着x方向或y方向的直线方向上移动自如。在臂单元53搭载有相机55、厚度测定传感器57、分配器59等。相机55对第一构件29、第二构件31进行拍摄。以下,有时将第一构件29或第二构件31称作“工件”。包含由相机55拍摄到的图像的拍摄信息从相机55向对准工作台49发送(参照图2)。对准工作台49基于从相机55发送来的拍摄信息,使第二工作台19沿xy方向移动以使第二构件31相对于第一构件29对准(换句话说,对第二构件31相对于第一构件29的相对位置进行调整)。这些工件位置测定以及对准工作台49的xy移动例如通过公知的反馈校正来进行。
39.厚度测定传感器57针对多个部位分别测定第一构件29、第二构件31各自的厚度。由厚度测定传感器57检测出的每个工件的厚度信息向工作台驱动部23发送(参照图1)。工作台驱动部23基于从厚度测定传感器57接受的各个工件的厚度信息,对驱动轴21的移动量进行反馈校正。换句话说,工作台驱动部23能够对应于各个工件的厚度的偏差而适当地校正各驱动轴21的移动量。
40.分配器59具备向工件的贴合面(换句话说,第一构件29与第二构件31的贴合面)供给粘接剂61的粘接剂涂敷喷嘴(省略图示)。分配器59例如向固定于第一工作台17的上表面的第一构件29的上表面涂敷粘接剂61。一边从上方使固定于第二工作台19的第二构件31平行地接近该涂敷了粘接剂61的第一构件29,一边进行贴合。换句话说,第一构件29与第二构件31直接接合。
41.在此,在液晶模块(第一构件29的一例)上层叠玻璃罩或触摸面板(第二构件31的一例)的情况下,若之间存在空气层,则由于空气层与液晶模块的玻璃的上表面的折射率的差异、以及触摸面板的背面与空气层的折射率的差异而发生界面反射,从而产生由于液晶模块的亮度的降低、反射率增加引起的外观的恶化。将在液晶模块与玻璃罩或触摸面板之间没有空气层地进行粘结的情况称作直接接合。直接接合通过填充具有与液晶模块或触摸面板相近的折射率的透明的树脂,从而成为光学上几乎没有界面的状态。因此,直接接合也被称作光学接合(光学粘结)。在直接接合中例如使用紫外线固化型的粘接剂61。
42.分配器59首先在第一构件29的上表面涂敷作为大致四角框状的坝体(换言之,壁)的粘接剂61。该坝体在大致四角框状的四角部分设置有气泡排出用的不连续部。接着,在坝体的内侧涂敷贴合用的粘接剂61。粘接剂61在坝体的内侧以所谓的鱼骨状涂敷。通过将第二构件31按压于第一构件29,从而这些粘接剂61以及坝体逐渐平坦地延展而均匀化。由此,将由于第二构件31按压于第一构件29而产生的气泡最终从坝体的不连续部排出,从而工件的贴合面以无气泡的状态贴合。
43.图3是图1所示的真空腔室部分的主要部位放大图。在实施方式1中,位置测定部25设置于真空腔室13的外部。位置测定部25例如使用能够测定按压量(换言之,变化量)的按压传感器。在实施方式1中,以成为固定于各个驱动轴21的伸出部前端的正下方的方式固定于下箱构件33的侧面。位置测定部25通过检测件63与伸出部47接触来测定第一工作台17与第二工作台19之间的间隔距离。换句话说,第一工作台17与第二工作台19的间隔距离通过驱动轴21及位置测定部25在多个部位测定。
44.工作台驱动部23使用在减压装置15使真空腔室13内成为真空之前由位置测定部25测定出的工作台的间隔距离的信息、以及在减压装置15使真空腔室13内成为真空之后由位置测定部25测定出的工作台的间隔距离的信息,分别独立地决定使多个驱动轴21移动的距离。
45.换句话说,实施方式1的真空贴合装置11使用真空前后的间隔距离的信息(即,变化量),在减压装置15使真空腔室13内成为真空之后,以第一构件29与第二构件31的贴合面成为平行的方式来使多个驱动轴21独立地移动。
46.需要说明的是,真空贴合装置11也可以使用位置测定部25以外的手段来进行工作台间的距离的测定。例如,工作台间的距离也可以通过利用激光的反射来直接测定距离的方法、或者使用通过相机(省略图示)的拍摄所得到的图像的解析处理的方法等来进行。
47.图4是改变了驱动轴21与第二工作台19的连接位置的变形例的结构的主要部位放大图。如图4所示,在真空贴合装置11中,第二工作台19具有用于固定第二构件31的贴合有效区域65。贴合有效区域65具有至少与第二构件31同等或以上的大小的大致四边形的大小。在图4所示的变形例中,4个驱动轴21分别与比该贴合有效区域65靠外侧的第二工作台19连接。关于4个驱动轴21与贴合有效区域65靠外侧的第二工作台19连接的理由,将在后文叙述。
48.(真空贴合装置的动作)
49.接下来,参照图5,对由真空贴合装置11进行的第一构件29与第二构件31的贴合时的动作步骤进行说明。
50.图5是示出由实施方式1的真空贴合装置11进行的贴合的动作步骤的一例的流程图。图5所示的各个处理主要由图1或图2所示的真空贴合装置11执行。
51.在图5中,为了使作为工件的第一构件29(例如,液晶模块)与第二构件31(例如,触摸面板)贴合,首先,进行这些工件的设置(st1)。例如,在工件的设置中,在第一工作台17上固定液晶模块(lcd:liquid crystal display),在第二工作台19上固定触摸面板。
52.通过例如真空贴合装置11的用户(以下,简称为“用户”)的操作(包括基于用户设定的动作程序的操作),臂单元53移动至各个工件的上方。同样地,通过用户的操作,搭载于臂单元53的厚度测定传感器57分别测定触摸面板的厚度、液晶模块的厚度(st2)。通过用户的操作,臂单元53移动至各个工件的上方。同样地,通过用户的操作,搭载于臂单元53的相机55分别检测触摸面板、液晶模块的位置(st3)。
53.通过用户的操作,对准工作台49基于在步骤st3中检测出的工件的位置信息,使第二工作台19移动,进行触摸面板的xy位置的对准(换句话说,相对于液晶模块的位置的触摸面板的相对位置的xy校正)(st4)。
54.通过用户的操作,臂单元53移动至液晶模块的上方,使用粘接剂涂敷喷嘴向液晶
模块的贴合面供给粘接剂61,在液晶模块的贴合面形成坝体(st5)。接着,臂单元53进一步使用粘接剂涂敷喷嘴在形成于液晶模块的贴合面的坝体的内侧涂敷粘接剂61(填充剂)。由此,在液晶模块的贴合面形成鱼骨状的粘接剂61(st6)。
55.通过用户的操作,上盖构件35以摆动轴67为中心旋转,将下箱构件33的开口部37封闭(st7)。之后,通过用户的操作,减压装置15被驱动。换句话说,减压装置15从真空腔室13内排出空气(抽真空)。与该抽真空同时地,位置测定部25测定驱动轴21的位置变动量(换言之,位置测定部25的变化量)(st8)。
56.通过用户的操作,真空贴合装置11驱动工作台驱动部23,使各驱动轴21向z方向移动,开始工件的贴合(st9)。此时,工作台驱动部23根据通过步骤st2检测出的工件的厚度的信息、以及通过步骤st8检测出的驱动轴21的变化量的信息,对z方向的移动量进行校正(z校正)。
57.在步骤st9中通过z校正后的各驱动轴21将液晶模块与触摸面板贴合之后,通过用户的操作将释放阀等打开,使真空腔室13大气开放(st10)。换句话说,在步骤st10中,向真空腔室13内导入大气。之后,将第一工作台17以及第二工作台19的各个真空卡盘打开,解除各工件与工作台的固定(st11)。
58.通过用户的操作,上盖构件35以摆动轴67为中心旋转,由此上盖构件35向退避位置移动(st12)。由此,下箱构件33的开口部37打开(st13)。通过用户的操作,针对载置于打开了的下箱构件33的第一工作台17的贴合结束工件(所谓的贴合物),从触摸面板侧向多个部位点照射uv光,从而贴合结束工件被固定(st14)。最后,通过用户的操作,厚度测定传感器57测定上述的贴合物的厚度(st15),由真空贴合装置11进行的液晶模块与触摸面板的贴合工序结束。
59.接下来,对由上述的真空贴合装置11得到的作用进行详细说明。
60.实施方式1的真空贴合装置11具备:真空腔室13,其在内部27将第一构件29与第二构件31贴合;减压装置15,其用于对真空腔室内的气压进行减压;第一工作台17,其固定第一构件29;第二工作台19,其固定第二构件31;多个驱动轴21,其与第二工作台19连接;工作台驱动部23,其通过使多个驱动轴21移动来使第二工作台19的位置变化;以及位置测定部25,其设置于真空腔室13的外部,在多个部位对第一工作台17与第二工作台19的间隔距离进行测定。工作台驱动部23使用在减压装置15使真空腔室13内成为真空之前由位置测定部25测定出的工作台的间隔距离的信息、以及减压装置15使真空腔室13内成为真空之后由位置测定部25测定出的工作台的间隔距离的信息,分别独立地决定使多个驱动轴21移动的距离。
61.在真空贴合装置11中,真空腔室13在内部27具有第一工作台17、以及第二工作台19。在第一工作台17固定第一构件29(例如液晶模块)。在第二工作台19固定第二构件31(例如触摸面板)。第一构件29以及第二构件31通过第一工作台17及第二工作台19而以贴合面对置的方式配置。
62.真空腔室13通过减压装置15而内部27被减压至大致真空。在真空腔室13的外部设置有多个(例如4个)工作台驱动部23。各个工作台驱动部23具有贯通真空腔室13的驱动轴21。驱动轴21以被气密密封的方式相对于真空腔室内进退自如。各个驱动轴21的贯通前端固定于第二工作台19。固定例如大致四边形的触摸面板的大致四边形的第二工作台19的大
致四边形的四角分别固定于驱动轴21的贯通前端。
63.图6是表示贴合时的正常状态的真空腔室部分的主要部位放大图。工作台驱动部23通过使第二工作台19向第一工作台17接近与第一构件29与第二构件31的间隔距离相应的量,从而将预先涂敷有粘接剂61的第一构件29与第二构件31贴合。即,工作台驱动部23将驱动轴21在向真空腔室13的内部27进出的方向上驱动与第一构件29与第二构件31的间隔距离相应的量。由此,第一构件29相对于第二构件31在正确地位置且交叉内的平行度p进行对位。之后,进一步使驱动轴21向真空腔室13内移动,从而粘接剂61从中心部向朝向外侧的方向延展,第一构件29与第二构件31能够通过没有混入气泡的粘结层被贴合。
64.图7是表示在工作台间发生了平行偏移的状态的真空腔室部分的主要部位放大图。在此,真空腔室13为了抑制贴合时的气泡的混入,而被减压至大致真空。此时,真空腔室13在大气压的作用下向被向内部27按压的方向变形(换言之,压扁)。特别是,若设置有工作台驱动部23(例如参照图1)的部分向内侧变形,则与驱动轴21一起固定于第二工作台19的第二构件31也向接近第一构件29的方向移动(参照图7)。在此,对图7中以上盖构件35发生变形的方式图示的理由进行说明。如上所述,下箱构件33通过对金属进行切削而制作,因此能够比较容易地实现刚性较高且不容易变形的构造。另一方面,上盖构件35由于如上述那样包括能够使工作台驱动部23以及驱动轴21移动的对准工作台49因而需要为平板,另外,为了作为盖进行开闭而需要轻至一定程度。因此,存在非常难以确保刚性这样的设计限制。换句话说,与下箱构件33相比,上盖构件35具有相对容易压倒性变形这样的特征。
65.图8是说明驱动轴移动量的校正的真空腔室部分的主要部位放大图。在此,在真空腔室13的外部设置有在多个部位测定第一工作台17与第二工作台19的间隔距离的位置测定部25。位置测定部25分别测定减压装置15使真空腔室13内成为真空前的工作台的间隔距离的信息、以及减压装置15使真空腔室13内成为真空后的工作台的间隔距离的信息。由此,能够检测由于真空腔室13的变形引起的驱动轴21的变化量δg。
66.工作台驱动部23使用该真空前后的间隔距离的信息,分别独立的决定使多个驱动轴21移动的距离。换句话说,位置测定部25测定在成为真空后两工作台的位置关系多大程度上发生了变形。工作台驱动部23使用该信息来决定工作台的移动方式。由此,工作台驱动部23能够单独地决定使多个驱动部位分别移动的距离,并能够进行微调整(换言之,位置的校正)。
67.另外,在真空贴合装置11中,贯通至真空腔室13内的驱动轴21的z方向的位置变化由设置于真空腔室13的外部的位置测定部25检测。由此,真空贴合装置11与位置测定部25设置于真空腔室13内的情况相比,能够避免由真空对位置测定部25造成的影响。因此,位置测定部25能够提高接触型传感器、非接触型传感器、被动型传感器、主动型传感器等选择的自由度。其结果是,真空贴合装置11能够以简单的构造使用高精度且低价的位置测定部25。
68.并且,通过将位置测定部25设置于真空腔室13的外部,从而能够简单地进行位置测定部25的校正(校准)。例如能够通过设置比例尺等简单的构件而容易地实现移动量的0点校正(换言之,原点检测)。由此,真空贴合装置11能够在每次的位置测定中高精度地维持工作台的平行度及位置。另外,在假使将构成位置测定部25的传感器类设置于真空腔室13内的情况下,传感器类由于始终暴露于存在压力变化的环境下,因此容易受到大的外部损伤。因此,存在难以保证位置测定部25的输出值的精度等课题,但该课题也能够通过将位置
测定部25置于真空腔室13外而得以解决。
69.另外,该真空贴合装置11的机构简单,因此可以相对于现有的真空贴合装置的变更点较少。因此,也能够容易地进行对现有的真空贴合装置的改装。因此,根据实施方式1的真空贴合装置11,能够实现高精度的贴合位置及平行度,进而能够实现高品质的直接接合。
70.另外,在真空贴合装置11中,工作台驱动部23使用在减压装置15使真空腔室13内成为真空之前由位置测定部25测定出的工作台的间隔距离的信息、以及在减压装置15使真空腔室13内成为真空之后由位置测定部25测定出的工作台的间隔距离的信息,在减压装置15使真空腔室13内成为真空之后,以第一构件29与第二构件31的贴合面平行的方式使多个驱动轴21移动。
71.在该真空贴合装置11中,工作台驱动部23通过单独地决定使多个驱动轴21分别移动的距离并进行微调整(位置校正),以使两工作台平行。其结果是,在真空贴合装置11中,即使真空腔室13由于真空减压而发生了变形,也能够确保贴合面的位置及平行度。
72.另外,在真空贴合装置11中,驱动轴21具备沿与轴向大致垂直的方向延伸的伸出部47。位置测定部25通过与伸出部47接触来测定第一工作台17与第二工作台19的间隔距离。
73.在该真空贴合装置11中,贯通真空腔室13的驱动轴21在真空腔室13的外部具备沿与轴向大致垂直的方向延伸的伸出部47。在真空腔室13的外部设置有上述的位置测定部25。位置测定部25优选使用例如接触型的传感器。接触型的传感器通过与伸出部47接触来检测驱动轴21的轴向的移动量。
74.即,驱动轴21在真空腔室内的贯通前端固定于第二工作台19。第二工作台19固定第二构件31。驱动轴21在固定于真空腔室13的工作台驱动部23的作用下沿轴向移动。工作台驱动部23在非驱动时限制驱动轴21与真空腔室13的相对移动并支承固定于真空腔室13。因此,在工作台驱动部23的非驱动时,由于减压装置15进行的减压而真空腔室13产生的变形(位置变化)能够作为各个驱动轴21的位置变化(位移)而被各个位置测定部25检测到。
75.另外,在真空贴合装置11中,第二工作台19具有固定第二构件31的贴合有效区域65。驱动轴21与比贴合有效区域65靠外侧的第二工作台19连接。
76.在该真空贴合装置11中,第二工作台19具有固定第二构件31的贴合有效区域65。在真空腔室13内,驱动轴21的贯通前端与比贴合有效区域65靠外侧的第二工作台19连接。换句话说,驱动轴21与第二工作台19的端部连接。驱动轴21通过与第二工作台19的端部连接,从而将真空腔室13的端部贯通。将驱动轴21支承为移动自如的工作台驱动部23也固定于该真空腔室13的端部。
77.因此,在真空腔室13产生了由减压引起的变形时,驱动轴21经由工作台驱动部23支承于与变形较大的真空腔室13的中央相比变形较小的真空腔室13的端部,因此与驱动轴21连接于贴合有效区域65的内侧的第二工作台19的情况相比,能够相对减小变形的影响。另外,驱动轴21通过配置于真空腔室13的端部,从而能够缩短与设置于真空腔室13的外部的位置测定部25之间的距离。由此,也能够缩短连结位置测定部25与驱动轴21的连结构件(例如,伸出部47等)的长度,还能够提高伴随真空腔室13的变形的驱动轴21的检测精度。
78.另外,在真空贴合装置11中,4个驱动轴21分别与形成为大致四边形的第二工作台19的四角逐一连接。
79.在该真空贴合装置11中,在形成为大致四边形的第二工作台19中的四角分别连接驱动轴21。因此,大致四边形的第二构件31能够在以通过任意一组驱动轴21的直线作为摆动轴67的摆动方向上进行姿态的微调整。在此,通过一组驱动轴21的直线为成为连结4个驱动轴21的大致四边形的各边的4个直线、以及通过2组的对角的2个直线共计6个直线。即,第二工作台19能够绕该6个摆动轴进行姿态的微调整。
80.在真空贴合装置11中,有时仅4个驱动轴21中的一个驱动轴21进行移动。在该情况下,第二工作台19的平面度降低。在上述那样的情况下,也能够通过由工作台驱动部23仅对相应的一个的驱动轴21的移动距离进行微调整(位置校正)来高精度地维持平面度。
81.另外,在真空贴合装置11中,真空腔室13具有在上表面具有开口部37的六面体形状的下箱构件33、以及开闭开口部37的上盖构件35,工作台驱动部23设置于上盖构件35。
82.在该真空贴合装置11中,真空腔室13的外壳由下箱构件33及上盖构件35构成。下箱构件33由在上表面具有开口部37的六面体形状形成。上盖构件35以开闭自如的方式安装于下箱构件33的开口部37。下箱构件33以通过例如金属的切削加工等而使壁部成为20~30mm左右的高刚性来制作。由此,下箱构件33能够将由减压引起的变形抑制到不会影响贴合的程度。位置测定部25固定于该下箱构件33的外部。上盖构件35是能够开闭的构造,搭载使第二构件31沿平面方向移动以进行定位的对准工作台49、将驱动轴21支承为进退自如的工作台驱动部23。因此,与下箱构件33相比,减压时的变形量容易变得较大。为此,在真空贴合装置11中,能够对设置于与下箱构件33相比变形量较大的上盖构件35的驱动轴21进行微调整。由此,真空贴合装置11能够通过校正消除由伴随真空腔室13中产生的减压的变形引起的第二构件31的位置偏移、平行度的降低。
83.另外,在真空贴合装置11中,上盖构件35被支承为绕沿着下箱构件33中的开口部37的一边的摆动轴旋转自如而对开口部37进行开闭。
84.在该真空贴合装置11中,搭载有对准工作台49、支承驱动轴21的工作台驱动部23的上盖构件35设置为经由沿着下箱构件33的一边的摆动轴67摆动自如。真空腔室13绕摆动轴旋转,由此能够使对准工作台49、工作台驱动部23一并从下箱构件33向退避位置移动,能够将下箱构件33的开口部37全开。向开放方向摆动了的上盖构件35能够以第二工作台19作为上表面的方式来配置。即,能够容易地从上方向配置于上表面的第二工作台19进行第二构件31的载置。
85.另外,在真空贴合装置11中,能够将上盖构件35摆动以开放,能够将第一构件29及第二构件31这双方的贴着面作为上侧而露出,从而能够容易地进行基于各构件的图像处理的位置确认、厚度测定、粘接剂61的涂敷等。
86.由此,真空贴合装置11能够容易且短时间地进行贴合前的第一构件29及第二构件31的设置、贴合后的第一构件29及第二构件31的取出作业,从而能够提高生产效率。
87.以上,参照附图对各种实施方式进行了说明,但本公开当然并不限定于该例子。只要是本领域技术人员,在权利要求书所记载的范畴内,显然能够想到各种变更例、修正例、置换例、附加例、删除例、均等例,这些当然也属于本公开的技术范围。另外,在不脱离发明的主旨的范围内,也可以将上述的各种实施方式中的各构成要素任意地组合。
88.工业实用性
89.本公开作为辅助在主焊接或修复焊接等各种焊接工序中制造或修正不合格部位
的工件的识别符的高效且简单的管理的识别符管理方法、机器人控制装置以及统括控制装置而有用。
90.附图标记说明:
91.11...真空贴合装置;
92.13...真空腔室;
93.15...减压装置;
94.17...第一工作台;
95.19...第二工作台
96.21...驱动轴;
97.23...工作台驱动部;
98.25...位置测定部;
99.27...内部;
100.29...第一构件;
101.31...第二构件;
102.33...下箱构件;
103.35...上盖构件;
104.37...开口部;
105.47...伸出部;
106.65...贴合有效区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1