透光不透水的金属件及制作方法与流程
1.本发明涉及金属件加工技术领域,特别涉及透光不透水的金属件及制作方法。
背景技术:
2.在广告牌和产品logo等通过led灯光源透光的金属件中,为了达到透光效果,往往对金属件的处理是采用镭雕、雕刻、丝印、铣切来进行的,在一定的环境中会影响产品的外观及工艺的复杂性。
技术实现要素:
3.本发明的主要目的在于提供透光不透水的金属件,可以有效解决背景技术中的问题。
4.为实现上述目的,本发明采取的技术方案为:
5.一种透光不透水的金属件,包括,
6.金属件;
7.透光孔,所述透光孔的直径小于0.01mm,所述透光孔为多个,形成阵列。
8.进一步地,所述金属件上设有打孔层,所述打孔层的厚度小于或等于0.8mm,所述透光孔在所述打孔层上。
9.进一步地,所述打孔层的厚度大于或等于0.3mm,小于或等于0.5mm。
10.进一步地,所述透光孔的直径为0.001mm至0.005mm,多个所述透光孔的间距为0.005mm至0.02mm。
11.进一步地,所述透光孔的直径为0.003mm,多个所述透光孔的间距为0.01mm。
12.进一步地,多个所述透光孔形成文字或图案。
13.进一步地,所述透光孔与led灯抵接。
14.基于本发明的另一个方面,提供了一种透光不透水的金属件制作方法,包括以下步骤:
15.固定金属件,对需要打孔面处理为厚度小于或等于0.8mm的打孔层;
16.通过激光打孔对打孔层打上多个透光孔,形成阵列,透光孔的直径小于0.01mm。
17.进一步地,还包括以下步骤:
18.对打孔层进行表面处理,抛光打磨或特种工艺后进行喷砂氧化、喷油、烤漆、或电泳,打孔层表面为平整的面。
19.进一步地,所述打孔层的厚度大于或等于0.3mm,小于或等于0.5mm;
20.所述透光孔的直径为0.001mm至0.005mm;
21.多个所述透光孔的间距为0.005mm至0.02mm;
22.所述激光打孔具体为纳米级粒子流激光打孔。
23.与现有技术相比,本发明具有如下有益效果:该种发明设计合理,使用方便,通过在金属件上使用激光打上一定直径、间距的孔,使不透光时,金属件的表面是均衡一致的
面,透光时,还在透光孔阵列上显示对应的图案,且透光孔不会透水,可见该种发明,功能全面,适合广泛推广。
附图说明
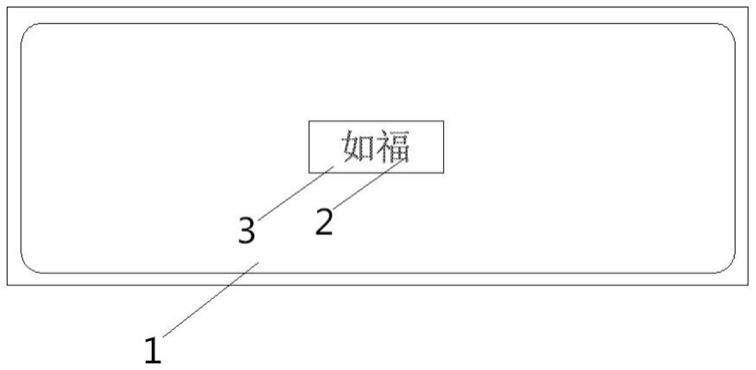
24.图1为本发明的透光不透水的金属件的结构示意图。
25.图2为本发明的透光不透水的金属件的打孔层的结构示意图。
26.图3为本发明的透光不透水的金属件的透光孔的结构示意图。
27.图中:1、金属件;2、透光孔;3、打孔层。
具体实施方式
28.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
29.如图1
‑
3所示的一种透光不透水的金属件,包括,
30.金属件1;
31.透光孔2,所述透光孔2的直径小于0.01mm,所述透光孔2为多个,形成阵列。
32.如果孔过大,虽然透光性更好,但是会容易漏水,而且根据水的量和压力,透光孔的大小可以调整,但在一般使用情况下,孔的直径为0.003mm是兼顾透光性和防漏水的。
33.其中,所述金属件1上设有打孔层3,所述打孔层3的厚度小于或等于0.8mm,所述透光孔2在所述打孔层3上。
34.其中,所述打孔层3的厚度大于或等于0.3mm,小于或等于0.5mm。
35.其中,所述透光孔2的直径为0.001mm至0.005mm,多个所述透光孔2的间距为0.005mm至0.02mm。
36.其中,所述透光孔2的直径为0.003mm,多个所述透光孔2的间距为0.01mm。
37.其中,多个所述透光孔2形成文字或图案。
38.其中,所述透光孔2与led灯抵接。
39.基于本发明的另一个方面,提供了一种透光不透水的金属件制作方法,包括以下步骤:
40.固定金属件,对需要打孔面处理为厚度小于或等于0.8mm的打孔层;
41.通过激光打孔对打孔层打上多个透光孔,形成阵列,透光孔的直径小于0.01mm。
42.其中,还包括以下步骤:
43.对打孔层进行表面处理,抛光打磨或特种工艺后进行喷砂氧化、喷油、烤漆、或电泳,打孔层表面为平整的面。
44.其中,所述打孔层的厚度大于或等于0.3mm,小于或等于0.5mm;
45.所述透光孔的直径为0.001mm至0.005mm;
46.多个所述透光孔的间距为0.005mm至0.02mm;
47.所述激光打孔具体为纳米级粒子流激光打孔,顺着紫外光激光束的方向流过0.6mpa
‑
1.0mpa纳米级惰性粒子流;其中,所述的纳米级惰性粒子流为纳米级惰性氮气流或纳米级钛粒子流;使用纳米级惰性氮气流时,粒子流带走热量的同时与孔壁钝化成为氮化物;使用纳米级钛粒子流时,粒子流带走热量的同时形成一层金属膜,由于申请号为
cn202011077677.7的专利的方案所使用的激光技术所匹配的透光孔直径,0.05mm直径其实是会透水的,经试验,透光孔需要小于0.01mm才能有不明显透水的防水性,而达到0.005mm时,整个金属件静置于水中,也不会进水,而直径大于0.001mm时,可具有不错的透光性,因此申请号为cn202011077677.7的专利在孔面覆盖了其他材料层,使原本会透水透光的孔变成了透光不透水的孔,而本技术配合纳米级粒子流激光打孔,在合适的孔径内,可以在打出可透光而不透水的孔。
48.是一种利用激光纳米技术制造光源穿过五金透光透气、放入水中不渗入水的技术,在金属产品或金属板块的内面或另面制造、加工到某一定厚度的时候采用激光技术对金属进行激光加工形成所需的图案、文字等等。在金属产品或金属板块的表面是看不到有激光的痕迹,只有在光源(自然光源或电子通电后led灯或其它光源)照射下才会显示出所加工的文字与图案等,从而不影响外观的一致性、美观性。
49.当今金属产品的表面的图案一般是采用镭雕、雕刻、丝印、铣切来进行的。在一定的环境中会影响产品的外观及及工艺的复杂性。因此本案发明专利是在未必要采用镭雕、雕刻、丝印、铣切的工艺上采用了激光纳米加工技术来完成,达到了产品所需表面的一致性、美观性,尤其适应于小电子产品上。
50.金属材料产品要求:
51.板面厚度一致,数据:0.3mm大于或等于,小于或等于0.5mm;
52.如果产品需要做表面处理,则需要做到效果一致,否则会影响效果;
53.如果产品需要做表面处理,尽尽将激光打孔工序放置最后一步;
54.孔间距是0.01mm,孔大小是0.003mm。
55.本技术应用很广,例如:广告牌、产品logo、led灯显示,不需要将产品的表面损伤加工,同样可以降低成本,从而达到我们想要的效果,降低成本,例如丝印图案、文字、logo省除了菲林的制造、油墨等等。
56.以一种存储产品为例说明:将pcba板装入五金外壳中(led灯是对应于外壳的透光位置)。在(数据传输)通电接口连接后pcba上的led灯亮,使得内部光源从透光处照射出来,根据加工时的文字、图案等工艺在光的作用下,显示于产品表面。
57.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1