一种文秘专用装订、塑封装置及其使用方法与流程
1.本发明属于文秘办公设备的技术领域,具体的说,涉及一种文秘专用装订、塑封装置及其使用方法。
背景技术:
2.目前,在文秘办公经常遇到同一类型或同一客户等的文件需要装订在一起,以便于整理、分类及后续的查找等作业,这样,需要使用装订设备进行装订在一起,现有的装订的设备大都是订书器,在遇到层叠的较厚的文件或纸张时,无法将其装订在一起,为了解决此问题,采用的手段是使用打孔器,将层叠的文件或纸张进行打孔,之后将铆钉、金属管或热塑管等插入所打通的孔道内,最后使用专用的工具使铆钉、金属管或热塑管的两端变形,进而实现层叠的文件或纸张的装订。此种方法虽然可将无法用订书器装订的文件或纸张装订,但是其操作步骤较为繁琐,效率低。而且当需要进行文件或纸张的塑封时,需要额外的塑封设备,使得投入成本大。
技术实现要素:
3.本发明提供一种文秘专用装订、塑封装置及其使用方法,用以实现一机多用,且能够在对较厚的层叠文件或纸张打孔的同时将热塑管热塑于孔道上,进而实现层叠文件或纸张的装订,并且可实现对文件或纸张的塑封作业。
4.为实现上述目的,本发明所采用的技术方案如下:
5.一种文秘专用装订、塑封装置,包括与机体枢接且角度可调整的安装架,于所述安装架上活动安装有两距离可调的电热辊,两所述电热辊经驱动机构驱动而自转并且转向相反;于各电热辊上可拆卸套装有隔热套,于所述隔热套外套装一热塑管,于电热辊远离驱动机构的一端可拆卸连接有一可导热的开孔头,于电热辊外直接或间接套装有一可与电热辊之间导热的热塑形机构,所述热塑形机构经回弹机构与安装架连接。
6.进一步的,所述驱动机构包括正反转驱动电机,和分别转动安装于安装架上的第一传动轮及两第二传动轮,所述第一传动轮同轴装配于正反转驱动电机的输出轴上,两第二传动轮分别同轴装配于相对应的电热辊的一端处,且第一传动轮与两第二传动轮经传动带传动连接。
7.进一步的,于所述安装架上开设有第一条形孔,所述第一条形孔沿两电热辊的连线方向延伸,于各电热辊上套装有调整套,所述调整套活动装配于第一条形孔内,于调整套上螺纹连接有两第一锁紧螺母,两所述第一锁紧螺母分别锁紧于安装架的两端端面上。
8.进一步的,于所述安装架上开设有第二条形孔,所述第二条形孔的延伸方向与第一条形孔的延伸方向垂直,于所述正反转驱动电机的输出轴上转动连接有滑动块,所述滑动块装配于第二条形孔内,于滑动块的两端分别螺纹连接有第二锁紧螺母,两所述第二锁紧螺母分别锁紧于安装架的两端端面上。
9.进一步的,所述热塑形机构包括活动套装于导热套外的塑形套,所述导热套套装
于电热辊外,于塑形套靠近热塑管的一端构造有可伸入热塑管端部的喇叭状插入套,所述喇叭状插入套与塑形套连接处形成塑形沿。
10.进一步的,所述回弹机构包括两分别与相对应的热塑形机构铰接的连接臂,两所述连接臂远离热塑形机构的一端经固定螺杆连接,于所述固定螺杆上螺纹连接有一第四锁紧螺母,所述第四锁紧螺母锁紧两连接臂,于固定螺杆靠近安装架的一端螺纹连接有一连接套,一回位弹簧的一端与连接套连接,另一端与固定杆连接,所述固定杆经开设于安装架上的第三条形孔伸出安装架,于固定杆上螺纹连接有两第三锁紧螺母,两所述第三锁紧螺母分别锁紧于安装架的两端端面上。
11.进一步的,所述开孔头具有插装于电热辊相对应端部的插接头,于所述插接头插入电热辊的一端固连有硬质弹簧,且于插接头的一侧构造有可卡接于电热辊内的弹性卡接头,于开孔头远离电热辊的一端构造成锯齿状结构。
12.进一步的,于所述电热辊上间隔安装有至少两个导热套,各所述导热套与待塑封的位置相对应设置,且位于两电热辊上的导热套分别相对设置,且相对设置的导热套之间形成供待塑封件通过的间隙。
13.进一步的,于相邻的两所述导热套之间均设置有隔热套,且导热套与隔热套的外径相同。
14.本发明还公开了一种文秘专用装订、塑封装置的使用方法,包括如下步骤:
15.(1)对层叠的纸张打孔:
16.s1、将层叠的纸张放置在升降平台上,调整安装架的角度,使得电热辊上的开孔头正对着层叠的纸张,并且调整两电热辊的间距,使之达到预期的打孔位置;
17.s2、控制驱动机构动作,开孔头转动,同时升降平台动作并逐渐向开孔头运动,层叠的纸张被逐渐开孔;
18.s3、当层叠的纸张开孔完毕时,停止驱动机构,通过手动按压回弹机构,使得回弹机构带动热塑形机构向热塑管运动,热塑形机构被电热辊加热并将与之接触的热塑管的端部外扩变形,开孔头亦被电热辊加热并将热塑管的另一端外扩变形,使得热塑管将层叠的纸张固定;
19.s4、下降升降平台,电热辊脱离层叠的纸张;
20.s5、将开孔头拆下,更换热塑管,并重复步骤s1
‑
s4的动作;
21.(2)对文件热塑封:
22.步骤一、调整安装架的角度,使得两电热辊保持水平状态;
23.步骤二、将电热辊上安装的附件拆下,调整两电热辊之间的间距,此间距与待塑封的文件的厚度相适应;
24.步骤三、将塑封膜包覆于待塑封的文件外,并保持平整;
25.步骤四、控制驱动机构动作,待塑封的文件被两电热辊滚压,电热辊使塑封膜热塑于待塑封的文件的表面。
26.本发明由于采用了上述的结构,其与现有技术相比,所取得的技术进步在于:本发明公开的装置和其使用方法能够对层叠的文件或纸张进行一次性装订或塑封,其具体的操作方法为,无论是装订作业亦或是塑封作业,均需要调整安装架使得电热辊的端部正对着待装订的文件或纸张,以便于装订,或者电热辊处于水平状态,以便于热塑,之后就是调整
电热辊之间的间距,使之处于预定的位置;然后,控制驱动机构带动电热辊动作,进而实现开孔头对文件或纸张打孔并完成装订作业,或者电热辊将外包有热塑膜的文件或纸张进行热压并完成塑封作业;综上可知,本发明实现了一机多用,且能够在对较厚的层叠文件或纸张打孔的同时将热塑管热塑于孔道上,进而实现了层叠文件或纸张的装订,并且可实现对文件或纸张的塑封作业。
附图说明
27.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
28.在附图中:
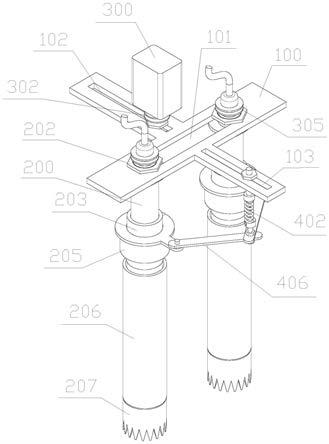
29.图1为本发明实施例处于装订形态的结构示意图;
30.图2为图1去除正反转驱动电机后的结构俯视图;
31.图3为本发明实施例对层叠的纸张进行装订的结构剖视图;
32.图4为图3中a部位的结构放大图;
33.图5为图3中b部位的结构放大图;
34.图6为本发明实施例电热辊用于与安装架连接的附件的结构剖视图;
35.图7为本发明实施例热塑形机构的结构示意图;
36.图8为本发明实施例安装架与机体连接的局部结构示意图;
37.图9为本发明实施例正反转驱动电机、第一传动轮及输出轴与安装架连接部件的结构剖视图;
38.图10为本发明实施例热塑形机构与回弹机构连接的结构示意图;
39.图11为本发明实施例处于塑封形态的结构示意图;
40.图12为图11中两电热辊的结构主视图;
41.图13为本发明实施例处于另一种塑封形态的结构示意图;
42.图14为图13中两电热辊的结构主视图;
43.图15为本发明实施例电热辊上装配有导套的径向结构剖视图。
44.标注部件:100
‑
安装架,101
‑
第一条形孔,102
‑
第二条形孔,103
‑
第三条形孔,104
‑
机体,105
‑
连杆,106
‑
螺纹套,200
‑
电热辊,201
‑
调整套,202
‑
第一锁紧螺母,203
‑
导热套,204
‑
隔热套,205
‑
塑形套,2051
‑
喇叭状插入套,2052
‑
塑形沿,206
‑
热塑管,207
‑
开孔头,2071
‑
插接头,2072
‑
锯齿状结构,2073
‑
硬质弹簧,2074
‑
弹性卡接头,208
‑
导套,209
‑
导入沿,210
‑
导入翘边,211
‑
导出沿,212
‑
胀紧套,300
‑
正反转驱动电机,301
‑
输出轴,302
‑
第一传动轮,303
‑
滑动块,304
‑
第二锁紧螺母,305
‑
第二传动轮,306
‑
传动带,400
‑
固定杆,401
‑
第三锁紧螺母,402
‑
回位弹簧,403
‑
连接套,404
‑
固定螺杆,405
‑
第四锁紧螺母,406
‑
连接臂,500
‑
升降平台,501
‑
第一凹腔,502
‑
第二凹腔,600
‑
层叠的纸张。
具体实施方式
45.以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
46.本发明公开了一种文秘专用装订、塑封装置,如图1
‑
15所示,包括安装架100、两个
电热辊200、热塑形机构及回弹机构,其中,安装架100与机体104枢接在一起,并且安装架100的角度可以调整,具体的,如图8所示,在安装架100和机体104上分别铰接有连杆105,两连杆105的自由端通过螺纹套106连接,通过旋转螺纹套106,实现安装架100角度的调整。本发明的两电热辊200分别活动安装在安装架100上,且两电热辊200之间的距离可以调整,目的是便于调整预定的打孔位置或便于对文件的塑封,这两个电热辊200经驱动机构驱动而自转并且转向相反,本发明在每个电热辊200上可拆卸套装有隔热套204,在该隔热套204外套装一根热塑管206,在电热辊200远离驱动机构的一端可拆卸连接有一开孔头207,该开孔头207可导热,即电热辊200将热量可传递至开孔头207上。本发明的热塑形机构直接或间接活动套装在电热辊200外,该热塑形机构可与电热辊200之间发生热传递,热塑形机构经回弹机构与安装架100连接。本发明的工作原理及优势在于:本发明公开的装置和其使用方法能够对层叠的文件或纸张进行一次性装订或塑封,其具体的操作方法为,无论是装订作业亦或是塑封作业,均需要调整安装架100使得电热辊200的端部正对着待装订的文件或纸张,以便于装订,或者电热辊200处于水平状态,以便于热塑,之后就是调整电热辊200之间的间距,使之处于预定的位置;然后,控制驱动机构带动电热辊200动作,进而实现开孔头207对文件或纸张打孔并完成装订作业,或者电热辊200将外包有热塑膜的文件或纸张进行热压并完成塑封作业;综上可知,本发明实现了一机多用,且能够在对较厚的层叠文件或纸张打孔的同时将热塑管206热塑于孔道上,进而实现了层叠文件或纸张的装订,并且可实现对文件或纸张的塑封作业。
47.作为本发明一个优选的实施例,为了避免在装订的过程中热塑管206发生窜动,如图3
‑
4所示,在隔热套204外套装有胀紧套212,热塑管206的上端紧固套装在胀紧套212外,即热塑管206的上端发生一定形变而弹性束紧在胀紧套212外。
48.作为本发明一个优选的实施例,如图1
‑
2所示,驱动机构包括正反转驱动电机300,在正反转驱动电机300的输出轴301同轴装配有第一传动轮302,在每个电热辊200上分别装配有第二传动轮305,其中,第一传动轮302和两个第二传动轮305分别间接转动安装在安装架100上,两第二传动轮305分别同轴装配在相对应的电热辊200的一端处,且第一传动轮302与两第二传动轮305经传动带306传动连接。本实施例为了便于调整两电热辊200的间距,如图1所示,在安装架100上开设有第一条形孔101,该第一条形孔101沿两电热辊200的连线方向延伸;如图6所示,在每个电热辊200上套装有调整套201,该调整套201活动装配在第一条形孔101内,在调整套201上螺纹连接有两第一锁紧螺母202,这两个第一锁紧螺母202分别锁紧在安装架100的两端端面上,本实施例通过旋送第一锁紧螺母202实现调整套201在第一条形孔101内滑动,进而实现两电热辊200之间间距的调整,并通过旋紧两第一锁紧螺母202实现电热辊200与安装架100位置的固定。本实施例第一传动轮302不仅具有传动功能,而且还具有传动带306张紧的功能,具体的,在安装架100上开设有第二条形孔102,该第二条形孔102的延伸方向与第一条形孔101的延伸方向垂直,如图9所示,在正反转驱动电机300的输出轴301上转动连接有滑动块303,该滑动块303装配在第二条形孔102内,在滑动块303的两端分别螺纹连接有第二锁紧螺母304,这两个第二锁紧螺母304分别锁紧在安装架100的两端端面上,通过旋松或旋紧第二锁紧螺母304,实现第二传动轮305位置的调整。本发明采用正反转驱动电机300的目的是,在塑封作业时,为了提高塑封效果,通过控制正反转驱动电机300的转向,实现待塑封的文件在电热辊200之间被反复滚压、热塑。
49.作为本发明一个优选的实施例,如图1、图3
‑
4、图7所示,热塑形机构包括塑形套205,该塑形套205活动套装在导热套203外,该导热套203套装在电热辊200外,在塑形套205靠近热塑管206的一端构造有喇叭状插入套2051,该喇叭状插入套2051的小径端可伸入热塑管206相对应的端部,喇叭状插入套2051与塑形套205连接处形成塑形沿2052。本实施例塑形套205通过导热套203被加热后,通过操作人员按压回弹机构,使得塑形套205的喇叭状插入套2051伸入热塑管206的端部,热塑管206被加热而变形外扩,之后外扩的热塑管206的端部与塑形沿2052接触,塑形沿2052使得热塑管206的端部外扣在开孔头207所打的孔道端部的外沿上,进而实现层叠的纸张600的一端固定。层叠另一端的固定为,如图5所示,开孔头207具有插装在电热辊200相对应端部的插接头2071,在插接头2071插入电热辊200的一端固连有硬质弹簧2073,且在插接头2071的一侧构造有可卡接在电热辊200内的弹性卡接头2074,在开孔头207远离电热辊200的一端构造成锯齿状结构2072,在开孔的过程中,由于弹性卡接头2074和硬质弹簧2073的作用,开孔头207的轴向位置基本不发生变化,直至开孔头207与升降平台500的台面接触为止,其中,升降平台500被升降设备如气缸或者直线电机驱动而升降,升降平台500具有相互连通的第一凹腔501和第二凹腔502,第一凹腔501位于第二凹腔502的正下方,层叠的纸张600放置在升降平台500的第二凹腔502上方的台面上,开孔头207通过第二凹腔502和第一凹腔501后与第一凹腔501的下表面接触,此时,驱动机构停止动作,热塑管206的下端位于第二凹腔502内;当需要将热塑管206相对应的端部热压在孔道的另一端处时,升降平台500继续上升,开孔头207相对热塑管206来说处于向上运动的状态,这样具有一定温度的开孔头207将热塑管206的端部热压变形,最终使得热塑管206的该端端部外扣于孔道的另一端。
50.作为本发明一个优选的实施例,如图10所示,回弹机构包括两分别与相对应的热塑形机构铰接的连接臂406,两个连接臂406远离热塑形机构的一端经固定螺杆404连接,当调整两电热辊200的间距时,两连接臂406的角度随之调整,在固定螺杆404上螺纹连接有一第四锁紧螺母405,第四锁紧螺母405锁紧两连接臂406。本发明在固定螺杆404靠近安装架100的一端螺纹连接有一个连接套403,回位弹簧402的一端与连接套403连接,另一端与固定杆400连接,固定杆400经开设在安装架100上的第三条形孔103伸出安装架100,在固定杆400上螺纹连接有两第三锁紧螺母401,两个第三锁紧螺母401分别锁紧于安装架100的两端端面上,当调整两电热辊200之间的间距时,固定杆400在第三条形孔103的位置也需要作出相应的调整。
51.作为本发明一个优选的实施例,当两电热辊200进行塑封时,如图13
‑
14所示,在电热辊200上间隔安装有至少两个导热套203,每个导热套203与待塑封的位置相对应设置,且位于两电热辊200上的导热套203分别相对设置,且相对设置的导热套203之间形成供待塑封件通过的间隙。导热套203起到滚压、推进文件的作用,进而实现文件外塑封膜热压于文件上的目的。本实施例为了避免滚压过程中文件中部拱起,或者文件不能顺利通过两电热辊200,如图11
‑
12所示,在相邻的两所述导热套203之间均设置有隔热套204,且导热套203与隔热套204的外径相同。
52.作为本发明一个优选的实施例,为了使文件的整体均被塑封,如图15所示,在每个电热辊200上分别套装有导套208,两导套208相互靠近的周向表面上开设有豁口,该豁口沿电热辊200的轴向延伸,且文件通过两电热辊200之间时,文件的热塑和推进是有两电热辊
200的相对转动而实现的,这样即完成了文件整体表面塑封。本实施例为了使文件的导入和导出电热辊200时保持平展的状态,在导套208的豁口处分别构造有导入沿209河导出沿211,并且为了便于文件顺利导入,在导入沿209远离导套208的一端构造有向外清洗的导入翘边210。
53.本发明还公开了一种文秘专用装订、塑封装置的使用方法,包括如下步骤:
54.(1)对层叠的纸张600打孔:
55.s1、将层叠的纸张600放置在升降平台500上,调整安装架100的角度,使得电热辊200上的开孔头207正对着层叠的纸张600,并且调整两电热辊200的间距,使之达到预期的打孔位置;
56.s2、控制驱动机构动作,开孔头207转动,同时升降平台500动作并逐渐向开孔头207运动,层叠的纸张600被逐渐开孔;
57.s3、当层叠的纸张600开孔完毕时,停止驱动机构,通过手动按压回弹机构,使得回弹机构带动热塑形机构向热塑管206运动,热塑形机构被电热辊200加热并将与之接触的热塑管206的端部外扩变形,开孔头207亦被电热辊200加热并将热塑管206的另一端外扩变形,使得热塑管206将层叠的纸张600固定;
58.s4、下降升降平台500,电热辊200脱离层叠的纸张600;
59.s5、将开孔头207拆下,更换热塑管206,并重复步骤s1
‑
s4的动作;
60.(2)对文件热塑封:
61.步骤一、调整安装架100的角度,使得两电热辊200保持水平状态;
62.步骤二、将电热辊200上安装的附件拆下,调整两电热辊200之间的间距,此间距与待塑封的文件的厚度相适应;
63.步骤三、将塑封膜包覆于待塑封的文件外,并保持平整;
64.步骤四、控制驱动机构动作,待塑封的文件被两电热辊200滚压,电热辊200使塑封膜热塑于待塑封的文件的表面。
65.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明权利要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1