一种改进简化结构的全自动压铆装订机的制作方法
1.本实用新型涉及压铆装订机技术领域,尤其是涉及一种改进简化结构的全自动压铆装订机。
背景技术:
2.在现有技术中,压铆装订机设置有钻孔装置、上压铆装置、导电胶片装置、下压铆装置以及切管装置,通过各组成装置配合工作完成待装订文件的压铆装订,在压铆装订的过程中,钻孔装置需要升降电机驱动升降、钻刀需要钻刀电机驱动旋转、上压铆装置和下压铆装置分别需要切换电机驱动进行工位切换,切管装置需要切管电机驱动切刀滑动切割铆管,因此一个压铆装订机需多个驱动电机,且还需要众多数量的感应开关和控制端口,成本高,体积大;现有技术目前有大部分技术可以减少部分驱动电机,但是其结构变的更加复杂,稳定性降低,也有小部分技术可以减少至两个驱动电机,通过切换机构传动连接钻孔升降装置,以带动工位切换及切管装置,但仍需升降电机驱动钻孔装置升降、钻刀电机驱动钻刀旋转,设备成本仍然较高,且因驱动电机自身体积和重量较大,压铆装订机的整体重量和体积依然较大,不易搬运,因此有必要予以改进。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是提供一种改进简化结构的全自动压铆装订机,结构简单,仅需单个电机即可完成钻孔和热压铆,成本低,稳定性高,体积和重量小。
4.为了实现上述目的,本实用新型所采用的技术方案是:一种改进简化结构的全自动压铆装订机,包括机架、钻孔装置、上压铆装置、导电胶片装置、下压铆装置、切换机构和控制电路,机架的中部设置有装订平台,装订平台上设置有至少一根钻孔导柱,钻孔装置和上压铆装置均滑动安装于钻孔导柱,导电胶片装置安装于装订平台,下压铆装置安装于装订平台的下方,切换机构设置于上压铆装置的下方,控制电路与导电胶片装置电性连接,钻孔装置包括钻孔升降座、安装于钻孔升降座上的钻孔刀具、驱动电机以及升降丝杆,升降丝杆竖直安装于机架,钻孔升降座滑动安装于钻孔导柱和升降丝杆,驱动电机安装于钻孔升降座上,钻孔升降座内设置有升降转轮,升降转轮套设于升降丝杆,升降转轮的中心开设有用于与升降丝杆螺接的内螺纹,驱动电机分别与升降转轮和钻刀工具传动连接;
5.机架的上部设置有一切换传动机构,切换传动机构的一侧设置有一驱动杆,驱动杆与机架旋转连接,驱动杆传动连接切换转动机构,切换传动机构与钻孔升降座传动连接,驱动杆与切换机构之间连接有一驱动绳体,切换机构分别传动连接上压铆装置、导电胶片装置以及下压铆装置。仅一个驱动电机同时驱动钻孔升降座升降和钻孔刀具旋转,降低了设备制造成本、整机体积和重量;驱动电机与升降转轮和钻孔转轮涡轮蜗杆连接,结构简单,运行稳定。
6.进一步的技术方案中,驱动电机横向安装于钻孔升降座,驱动电机具有一动力输
出轴,钻孔刀具设置有一钻孔转轮,动力输出轴位于升降转轮和钻孔转轮之间,动力输出轴分别与升降转轮和钻孔转轮涡轮蜗杆连接。
7.进一步的技术方案中,切换传动机构包括升降齿条、驱动齿轮以及凸轮,升降齿条竖直安装于钻孔升降座的外侧面,升降齿条与驱动齿轮齿接,驱动齿轮与凸轮传动连接,驱动杆的第一端枢接于机架,驱动杆的中部与凸轮传动配合,驱动杆的第二端与驱动绳体的第一端连接,驱动绳体的第二端与切换机构连接,驱动绳体的中部绕接有一个切换滑轮。
8.进一步的技术方案中,其中一根钻孔导柱开设有开口朝下的导柱滑孔,导柱滑孔内上下滑动安装有一传动内杆,传动内杆的下端向下延伸至装订平台的下方并与下压铆装置转动连接,升降齿条与传动内杆传动连接,以实现升降齿条驱动下压铆装置上下移动。
9.进一步的技术方案中,机架固定有左右两个钻孔导柱,上压铆装置设置于钻孔装置与装订平台之间,上压铆装置包括压纸滑座和上铆头,压纸滑座上下滑动安装于两个钻孔导柱,钻孔升降座与压纸滑座之间设置有活动套装在相应的钻孔导柱的压纸复位弹簧,上铆头前后滑动安装于压纸滑座的内部,上铆头与控制电路电性连接,以实现控制电路对上铆头的供电和断电;
10.导电胶片装置包括胶垫安装板和导电胶片,胶垫安装板前后滑动安装于装订平台,导电胶片活动安装于胶垫安装板的前部,控制电路分别与导电胶片以及驱动电机电性连接,以实现控制驱动电机正转或反转;
11.下压铆装置包括转臂、下铆头和铆管导针,以传动内杆为转轴,转臂旋转连接于传动内杆的底部,下铆头安装于转臂的端部,铆管导针插装于下铆头的中间并凸出于下铆头的顶面,切换机构与转臂传动连接,下铆头与控制电路电性连接,以实现控制电路对下铆头的供电和断电。
12.进一步的技术方案中,机架的底部旋转安装有一压铆转轮,压铆转轮的顶面竖直固定安装有至少一根转动导柱,转臂上下滑动安装于转动导柱,压铆转轮的侧面沿圆周方向开设有卷线槽,驱动绳体的第二端固定连接于压铆转轮,并且驱动绳体缠绕在卷线槽内,机架的底部还设置有用于复位压铆转轮的转轮复位拉簧,转轮复位拉簧一端固定连接于机架、转轮复位拉簧的另一端固定连接于压铆转轮的外缘部。
13.进一步的技术方案中,切换机构包括切换转杆、上压铆切换机构、胶垫拨块以及驱动拨块,切换转杆以切换转杆中轴为旋转轴旋转安装于机架,切换转杆的上部延伸至装订平台的上方,驱动拨块横向固定安装于切换转杆的底部,驱动拨块的旁侧设置有用于复位驱动拨块的拨块复位拉簧,驱动拨块的第一端与切换转杆连接,驱动拨块的第二端与拨块复位拉簧的第一端连接,拨块复位拉簧的第二端与机架连接,驱动拨块的第二端开设有贯穿驱动拨块的穿绳孔,驱动绳体穿过穿绳孔并与驱动拨块传动连接;胶垫拨块横向固定安装于切换转杆的中部,胶垫拨块向切换机构的侧方延伸,胶垫拨块的第一端与切换转杆连接,胶垫拨块的第二端与胶垫安装板传动连接;上压铆切换机构设置于切换转杆的上部,切换转杆与上压铆切换机构传动连接,上压铆切换机构与上铆头传动连接。
14.进一步的技术方案中,上压铆切换机构包括上压铆拨块、上压铆拨杆以及t形连接件,上压铆拨块横向固定安装于切换转杆的上部,上压铆拨块向切换机构的侧方延伸,胶垫拨块的延伸方向与上压铆拨块的延伸方向相反,上压铆拨块的第一端与切换转杆连接,上压铆拨块的第二端的顶面向上延伸出两个间隔设置的拨柱,t形连接件前后滑动安装于机
架,t形连接件的前端部竖直开设有一上压铆滑槽,上铆头的后端部上下滑动安装于上压铆滑槽,上压铆拨杆的第一端摆动安装于机架,上压铆拨杆穿过两个拨柱之间的缝隙与上压铆拨块传动连接,上压铆拨杆的第二端连接t形连接件,以实现在不阻碍上铆头上下滑动的情况下,旋转切换转杆驱动t形连接件以及上铆头前后滑动;
15.胶垫拨块与胶垫安装板之间设置有一胶垫连接臂,胶垫连接臂的第一端与胶垫安装板的后端部旋转连接,胶垫连接臂的第二端与胶垫拨块的第二端旋转连接,以实现减小胶垫拨块的旋转半径。
16.进一步的技术方案中,钻孔刀具包括钻刀和钻刀夹套,钻孔转轮套接于钻刀夹套或固定安装于钻刀夹套的顶面,钻刀夹套的上部开设有排屑孔,钻刀夹套的下部开设有钻刀装夹孔,钻刀插入钻刀装夹孔与钻刀夹套活动连接,钻刀的中部开设有轴向贯穿钻刀的钻刀内排屑通孔,钻刀内排屑通孔与钻刀装夹孔连通、钻刀装夹孔与排屑孔连通形成一排屑通道,钻孔升降座开设有导屑腔室,导屑腔室的下部开设有导屑口,排屑通道的顶端具有一排屑口,排屑口位于导屑腔室内,装订平台的底部滑动安装有接屑盒,钻孔升降座与接屑盒之间连接有一伸缩管道,伸缩管道的第一端与导屑口连通,伸缩管道的第二端与接屑盒连通,以实现将钻刀内的纸屑排出至接屑盒内;
17.钻孔升降座还设置有轴承座,轴承座中安装有轴承,钻刀夹套安装于轴承,以实现相对固定钻刀夹套并使钻刀夹套带动钻刀旋转。
18.进一步的技术方案中,全自动压铆装订机还包括自动切管装置,自动切管装置包括切管驱动机构、插管通道、自动量管托架、切刀滑座以及切管刀,装订平台开设有一切管口,插管通道的下部与切管口连通,插管通道的上部向上延伸至机架的顶面,切管刀滑动安装于切管滑座,切管滑座固定安装于切管口的下方,自动量管托架上下滑动安装于机架,自动量管托架包括一延伸至切管口下方的用于承托铆管的托管部,托管部位于切管口的下方,上压铆装置与自动量管托架之间连接有一量管绳体,上压铆装置的移动方向与自动量管托架的移动方向相反,在上压铆装置抵顶于文件后自动量管托架停止移动,托管部与切管刀之间的距离等于文件的厚度与指定的固定高度的总和;
19.自动切管装置还设置有用于复位切管刀的切刀复位拉簧,切刀复位拉簧的第一端固定安装于机架,切刀复位拉簧的第二端固定安装于切管刀的第一端,切管刀的第二端与切管驱动机构之间连接有一切管绳体,切管绳体的中部绕接有一个切管滑轮;
20.切管驱动机构包括切管转轮、切管驱动柱以及切管传动杆,切管转轮安装于驱动齿轮或凸轮的一侧,切管驱动柱凸出在切管转轮的轮面外侧,切管驱动柱固定在驱动齿轮或凸轮的外缘,切管传动杆的第一端连接切管绳体,切管传动杆的第二端旋转连接于机架,以实现拉动切管刀在切管口下方滑动切管。
21.采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型仅通过一个驱动电机同时驱动钻孔升降座升降和钻孔刀具旋转,钻孔升降座和钻孔刀具无需独立的驱动电机,降低了设备制造成本,降低了装订机的体积和重量;驱动电机的动力输出轴与升降转轮和钻孔转轮涡轮蜗杆连接,传动的同时对升降转轮进行了减速,结构简单,运行稳定;通过驱动绳体传动实现以钻孔升降座上下运动,从而带动上铆头、下铆头以及导电胶片各自进行工位转换,整机仅需要一个驱动电机,进一步降低了设备制造成本。
附图说明
22.下面结合附图和实施例对本实用新型进一步说明。
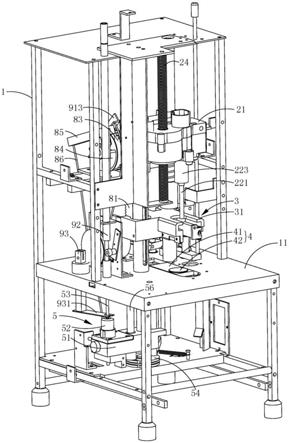
23.图1是本实用新型的结构示意图。
24.图2是本实用新型剖开钻孔升降座的结构示意图;
25.图3是本实用新型的图2的a部放大图;
26.图4是本实用新型的背部的结构示意图;
27.图5是本实用新型的图4的b部放大图;
28.图6是本实用新型的正面剖视图;
29.图7是本实用新型的图6的c部放大图;
30.图8是本实用新型的主要组件的连接示意图;
31.图9是本实用新型的切换机构的结构示意图;
32.图10是本实用新型的切管驱动机构、切刀滑座以及切管刀的连接示意图。
33.图中:
34.1机架、11装订平台;
35.21钻孔升降座、211导屑腔室、212导屑口、213轴承、221钻刀、222钻刀内排屑通孔、223钻刀夹套、224排屑孔、226排屑口、23驱动电机、231动力输出轴、24升降丝杆、25升降转轮、26钻孔转轮;
36.3上压铆装置、31压纸滑座、32上铆头、33压纸复位弹簧;
37.4导电胶片装置、41胶垫安装板、42导电胶片;
38.5下压铆装置、51转臂、52下铆头、53铆管导针、54压铆转轮、55转轮复位拉簧、56转动导柱;
39.6切换机构、61切换转杆、62上压铆切换机构、621上压铆拨块、622拨柱、623上压铆拨杆、624t形连接件、625上压铆滑槽、63胶垫连接臂、64胶垫拨块、65驱动拨块、66拨块复位拉簧;
40.7钻孔导柱、72传动内杆;
41.81升降齿条、83驱动齿轮、84凸轮、85驱动杆、86驱动绳体、87切换滑轮;
42.91切管驱动机构、911切管转轮、912切管驱动柱、913切管传动杆、92插管通道、93自动量管托架、931托管部、94切刀滑座、95切管刀、951切刀复位拉簧、97切管绳体、98切管滑轮。
具体实施方式
43.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
44.一种改进简化结构的全自动压铆装订机,如图1至图10所示,包括机架1、钻孔装置、上压铆装置3、导电胶片装置4、下压铆装置5、切换机构6和控制电路,机架1的中部设置有装订平台11,装订平台11上设置有至少一根钻孔导柱7,钻孔装置和上压铆装置3均滑动安装于钻孔导柱7,导电胶片装置4安装于装订平台11,下压铆装置5安装于装订平台11的下方,切换机构6设置于上压铆装置3的下方,控制电路与导电胶片装置4电性连接,钻孔装置包括钻孔升降座21、安装于钻孔升降座21上的钻孔刀具、驱动电机23以及升降丝杆24,升降丝杆24竖直安装于机架1,钻孔升降座21滑动安装于钻孔导柱7和升降丝杆24,驱动电机23
安装于钻孔升降座21上,钻孔升降座21内设置有升降转轮25,升降转轮25套设于升降丝杆24,升降转轮25的中心开设有用于与升降丝杆24螺接的内螺纹,驱动电机23分别与升降转轮25和钻刀221工具传动连接;仅一个驱动电机23同时驱动钻孔升降座21升降和钻孔刀具旋转,降低了设备制造成本、整机体积和重量;驱动电机23与升降转轮25和钻孔转轮26涡轮蜗杆连接,结构简单,运行稳定。
45.机架1的上部设置有一切换传动机构,切换传动机构的一侧设置有一驱动杆85,驱动杆85与机架1旋转连接,驱动杆85传动连接切换转动机构,切换传动机构与钻孔升降座21传动连接,驱动杆85与切换机构6之间连接有一驱动绳体86,切换机构6分别传动连接上压铆装置3、导电胶片装置4以及下压铆装置5。驱动绳体86采用强度较高的钢丝绳,钢丝绳传动连接切换机构6和驱动杆85,钻孔升降座21驱动驱动杆85拉动钢丝绳实现钻孔和压铆的工位切换,整机仅需一个驱动电机23作为所有组件的动力源,进一步降低了设备制造成本、整机体积和重量,通过机械联动触发,结构简单,稳定性高。
46.具体地,驱动电机23横向安装于钻孔升降座21,驱动电机23具有一动力输出轴231,钻孔刀具设置有一钻孔转轮26,动力输出轴231位于升降转轮25和钻孔转轮26之间,动力输出轴231分别与升降转轮25和钻孔转轮26涡轮蜗杆连接。动力输出轴231采用蜗杆,分别与升降转轮25和钻孔转轮26涡轮蜗杆连接,以实现驱动电机23同时驱动钻孔升降座21升降,并且同时能够带动钻孔刀具旋转;涡轮蜗杆连接,通过增加升降转轮25的直径,在传动的同时完成减速,结构简单,成本低,可靠性高,不占用空间。
47.具体地,切换传动机构包括升降齿条81、驱动齿轮83以及凸轮84,升降齿条81竖直安装于钻孔升降座21的外侧面,升降齿条81与驱动齿轮83齿接,驱动齿轮83与凸轮84传动连接,驱动杆85的第一端枢接于机架1,驱动杆85的中部与凸轮84传动配合,驱动杆85的第二端与驱动绳体86的第一端连接,驱动绳体86的第二端与切换机构6连接,驱动绳体86的中部绕接有一个切换滑轮87。驱动杆85在凸轮84的抵顶作用下向上运动,驱动杆85带动驱动绳体86向上移动,以实现拉动切换机构6,从而驱动上压铆装置3、导电胶片装置4以及下压铆装置5分别进行工位切换。由于驱动绳体86在这个拉动过程中仅需要一个切换滑轮87,即驱动绳体86只有一个折弯处,降低了驱动绳体86被绷断的可能性,并且因为仅有一个折弯处,驱动绳体86使用的长度是较短的,使得驱动绳体86在拉动的过程中所受到的张力能够得以进一步减小,更加不容易被绷断。
48.具体地,其中一根钻孔导柱7开设有开口朝下的导柱滑孔,导柱滑孔内上下滑动安装有一传动内杆72,传动内杆72的下端向下延伸至装订平台11的下方并与下压铆装置5转动连接,升降齿条81与传动内杆72传动连接,以实现升降齿条81驱动下压铆装置5上下移动。
49.具体地,机架1固定有左右两个钻孔导柱7,上压铆装置3设置于钻孔装置与装订平台11之间,上压铆装置3包括压纸滑座31和上铆头32,压纸滑座31上下滑动安装于两个钻孔导柱7,钻孔升降座21与压纸滑座31之间设置有活动套装在相应的钻孔导柱7的压纸复位弹簧33,上铆头32前后滑动安装于压纸滑座31的内部,上铆头32与控制电路电性连接,以实现控制电路对上铆头32的供电和断电;在钻孔时,上铆头32位于压纸滑座31的后侧,当压铆时,切换机构6将上铆头32推出,此时上铆头32位于压纸滑座31的前侧。
50.导电胶片装置4包括胶垫安装板41和导电胶片42,胶垫安装板41前后滑动安装于
装订平台11,导电胶片42活动安装于胶垫安装板41的前部,控制电路分别与导电胶片42以及驱动电机23电性连接,以实现控制驱动电机23正转或反转。在钻孔时,导电胶片42位于钻刀221的正下方;在压铆时,切换机构6将胶垫安装板41向后方拉回,使导电胶片42偏离钻刀221的正下方。当钻刀221穿过文件后,钻刀221触碰到导电胶片42,导电胶片42向控制电路发出电机反转指令,控制电路控制驱动电机23反转,使钻刀221自动向上移动,操作更加便捷。
51.下压铆装置5包括转臂51、下铆头52和铆管导针53,以传动内杆72为转轴,转臂51旋转连接于传动内杆72的底部,下铆头52安装于转臂51的端部,铆管导针53插装于下铆头52的中间并凸出于下铆头52的顶面,切换机构6与转臂51传动连接,下铆头52与控制电路电性连接,以实现控制电路对下铆头52的供电和断电。当压铆时,切换机构6带动转臂51旋转至钻刀221的下方,此时下铆头52位于上铆头32的正下方。
52.具体地,机架1的底部旋转安装有一压铆转轮54,压铆转轮54的顶面竖直固定安装有至少一根转动导柱56,转臂51上下滑动安装于转动导柱56,压铆转轮54的侧面沿圆周方向开设有卷线槽,驱动绳体86的第二端固定连接于压铆转轮54,并且驱动绳体86缠绕在卷线槽内,机架1的底部还设置有用于复位压铆转轮54的转轮复位拉簧55,转轮复位拉簧55一端固定连接于机架1、转轮复位拉簧55的另一端固定连接于压铆转轮54的外缘部。通过驱动绳体86拉动压铆转轮54旋转,从而驱动下铆头52进行工位切换。
53.具体地,切换机构6包括切换转杆61、上压铆切换机构62、胶垫拨块64以及驱动拨块65,切换转杆61以切换转杆61中轴为旋转轴旋转安装于机架1,切换转杆61的上部延伸至装订平台11的上方,驱动拨块65横向固定安装于切换转杆61的底部,驱动拨块65的旁侧设置有用于复位驱动拨块65的拨块复位拉簧66,驱动拨块65的第一端与切换转杆61连接,驱动拨块65的第二端与拨块复位拉簧66的第一端连接,拨块复位拉簧66的第二端与机架1连接,驱动拨块65的第二端开设有贯穿驱动拨块65的穿绳孔,驱动绳体86穿过穿绳孔并与驱动拨块65传动连接;胶垫拨块64横向固定安装于切换转杆61的中部,胶垫拨块64向切换机构62的侧方延伸,胶垫拨块64的第一端与切换转杆61连接,胶垫拨块64的第二端与胶垫安装板41传动连接;上压铆切换机构62设置于切换转杆61的上部,切换转杆61与上压铆切换机构62传动连接,上压铆切换机构62与上铆头32传动连接。
54.具体地,上压铆切换机构62包括上压铆拨块621、上压铆拨杆623以及t形连接件624,上压铆拨块621横向固定安装于切换转杆61的上部,上压铆拨块621向切换机构62的侧方延伸,胶垫拨块64的延伸方向与上压铆拨块621的延伸方向相反,上压铆拨块621的第一端与切换转杆61连接,上压铆拨块621的第二端的顶面向上延伸出两个间隔设置的拨柱622,t形连接件624前后滑动安装于机架1,t形连接件624的前端部竖直开设有一上压铆滑槽625,上铆头32的后端部上下滑动安装于上压铆滑槽625,上压铆拨杆623的第一端摆动安装于机架1,上压铆拨杆623穿过两个拨柱622之间的缝隙与上压铆拨块621传动连接,上压铆拨杆623的第二端连接t形连接件624,以实现在不阻碍上铆头32上下滑动的情况下,旋转切换转杆61驱动t形连接件624以及上铆头32前后滑动;
55.在进行压铆时,驱动绳体86张紧拉动驱动拨块65从而带动切换转杆61旋转,通过胶垫拨块64与上压铆拨块621的反向传动结构,胶垫拨块64带动胶垫安装板41向后移动,上压铆拨块621带动上压铆拨杆623向前摆动,继而使t形连接件624和上铆头32向前移动;压
铆完成后,驱动绳体86松弛,拨块复位拉簧66拉动驱动拨块65复位,从而带动切换转杆61反向旋转,胶垫拨块64带动胶垫安装板41向前移动,上压铆拨块621带动上压铆拨杆623向后摆动,继而使t形连接件624和上铆头32向后移动。
56.胶垫拨块64与胶垫安装板41之间设置有一胶垫连接臂63,胶垫连接臂63的第一端与胶垫安装板41的后端部旋转连接,胶垫连接臂63的第二端与胶垫拨块64的第二端旋转连接,以实现减小胶垫拨块64的旋转半径。减小了工位切换所需的空间,使整机更为紧凑。
57.具体地,钻孔刀具包括钻刀221和钻刀夹套223,钻孔转轮26套接于钻刀夹套223或固定安装于钻刀夹套223的顶面,钻刀夹套223的上部开设有排屑孔224,钻刀夹套223的下部开设有钻刀221装夹孔,钻刀221插入钻刀221装夹孔与钻刀夹套223活动连接,钻刀221的中部开设有轴向贯穿钻刀221的钻刀内排屑通孔222,钻刀内排屑通孔222与钻刀221装夹孔连通、钻刀221装夹孔与排屑孔224连通形成一排屑通道,钻孔升降座21开设有导屑腔室211,导屑腔室211的下部开设有导屑口212,排屑通道的顶端具有一排屑口226,排屑口226位于导屑腔室211内,装订平台11的底部滑动安装有接屑盒,钻孔升降座21与接屑盒之间连接有一伸缩管道,伸缩管道的第一端与导屑口212连通,伸缩管道的第二端与接屑盒连通,以实现将钻刀221内的纸屑排出至接屑盒内;钻刀221与钻刀夹套223活动连接,方便取下钻刀221研磨或更换钻刀221,使用更加方便,延长使用寿命;在钻孔时,纸屑从排屑通道由排屑口226排出至导屑腔室211内,导屑腔室211内的纸屑从导屑口212经伸缩管道排出至接屑盒,防止纸屑飞溅,干净卫生。
58.钻孔升降座21还设置有轴承座,轴承座中安装有轴承213,钻刀夹套223安装于轴承213,以实现相对固定钻刀夹套223并使钻刀夹套223带动钻刀221旋转。轴承213减小了钻刀夹套223旋转时的摩擦力,降低了驱动电机23的负荷,延长了驱动电机23的使用寿命。
59.具体地,全自动压铆装订机还包括自动切管装置,自动切管装置包括切管驱动机构91、插管通道92、自动量管托架93、切刀滑座94以及切管刀95,装订平台11开设有一切管口,插管通道92的下部与切管口连通,插管通道92的上部向上延伸至机架1的顶面,切管刀95滑动安装于切管滑座,切管滑座固定安装于切管口的下方,自动量管托架93上下滑动安装于机架1,自动量管托架93包括一延伸至切管口下方的用于承托铆管的托管部931,托管部931位于切管口的下方,上压铆装置3与自动量管托架93之间连接有一量管绳体,上压铆装置3的移动方向与自动量管托架93的移动方向相反,在上压铆装置3抵顶于文件后自动量管托架93停止移动,托管部931与切管刀95之间的距离等于文件的厚度与指定的固定高度的总和;
60.自动切管装置还设置有用于复位切管刀95的切刀复位拉簧951,切刀复位拉簧951的第一端固定安装于机架1,切刀复位拉簧951的第二端固定安装于切管刀95的第一端,切管刀95的第二端与切管驱动机构91之间连接有一切管绳体97,切管绳体97的中部绕接有一个切管滑轮98;
61.切管驱动机构91包括切管转轮911、切管驱动柱912以及切管传动杆913,切管转轮911安装于驱动齿轮83或凸轮84的一侧,切管驱动柱912凸出在切管转轮911的轮面外侧,切管驱动柱912固定在驱动齿轮83或凸轮84的外缘,切管传动杆913的第一端连接切管绳体97,切管传动杆913的第二端旋转连接于机架1,以实现拉动切管刀95在切管口下方滑动切管。
62.在切管时,驱动齿轮83或凸轮84带动切管驱动柱912围绕切管转轮911旋转,当切管传动杆913抵顶切管驱动柱912时,切管传动杆913向上转动并拉动切管绳体97张紧,切管绳体97拉动切管刀95在切管口下方滑动完成切管;当切管传动杆913抵顶切管转轮911时,切管传动杆913向下转动并松弛切管绳体97,切刀复位拉簧951拉动切管刀95复位。
63.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1