一种圆珠笔加工工艺的制作方法
1.本发明涉及圆珠笔领域,更具体的说是一种圆珠笔加工工艺。
背景技术:
2.圆珠笔,通过其良好的续航使用效果,越来越多的被使用在文字写作使用上,适用人群广,方便携带,但是经常出现漏墨的现象;专利号为202010265193.9公开了一种圆珠笔弹簧笔头装配装置,包括装配平台、装配转盘及转盘电机,装配转盘边缘设置有夹持笔头进行传输的传输夹具,装配平台靠近装配转盘边缘沿旋转方向依次设置有将笔头置于传输夹具的笔头进料装置、对传输夹具上是否存在笔头进行检测的第一笔头检测装置、对传输夹具上的笔头与标准是否相符进行检测的第二笔头检测装置、将弹簧置于传输夹具的笔头上的弹簧进料装置、对弹簧是否装配到位进行检测的弹簧检测装置、将检测不合格的笔头取走的废品出料装置。但是该设备无法加工出有效使用油墨的双头圆珠笔。
技术实现要素:
3.本发明的目的是提供一种圆珠笔加工工艺,其有益效果为加工出有效使用油墨的双头圆珠笔,有效避免圆珠笔油墨的泄露。
4.本发明的目的通过以下技术方案来实现:
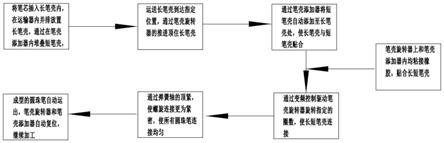
5.一种圆珠笔加工工艺,该方法包括以下步骤:
6.步骤一、将笔芯插入长笔壳内,在运输器内并排放置长笔壳,通过在笔壳添加器内堆叠短笔壳,;
7.步骤二、运送长笔壳到达指定位置,通过笔壳旋转器的推进顶住长笔壳;
8.步骤三、通过笔壳添加器将短笔壳自动添加至长笔壳处,使长笔壳与短笔壳贴合;
9.步骤四、通过变频控制驱动笔壳旋转器旋转指定的圈数,使长短笔壳连接;
10.步骤五、通过弹簧轴的顶紧,使螺旋连接更为紧密,使所有圆珠笔连接均匀;成型的圆珠笔自动运出,笔壳旋转器和笔壳添加器自动复位,继续加工。
11.所述圆珠笔包括圆珠笔长笔壳、圆珠笔短笔壳、两个弹簧扣盖、两个坡顶轴、双笔头笔芯和两个笔芯弹簧,圆珠笔长笔壳通过螺纹配合连接圆珠笔短笔壳,双笔头笔芯的两端插接在圆珠笔长笔壳和圆珠笔短笔壳内,双笔头笔芯的两端分别卡接有两个笔芯弹簧,上端的笔芯弹簧设置在双笔头笔芯和圆珠笔短笔壳之间,下端的笔芯弹簧设置在双笔头笔芯和圆珠笔长笔壳之间,两个弹簧扣盖分别固定在圆珠笔长笔壳的两端,两个坡顶轴分别滑动插接在两个弹簧扣盖内。
12.所述双笔头笔芯的壳体材质为不锈钢,双笔头笔芯内部设置有油墨。
13.所述双笔头笔芯的中端固定有用于顶紧笔芯的两个顶坡块,两个顶坡块的倾斜坡向相反;双笔头笔芯的中端固定有用于方便笔芯驱动的中心加工框,中心加工框的两端分别固定用于锁紧顶紧的两个侧顶框。
14.通过将双笔头笔芯插接在圆珠笔长笔壳内先行预装,将带有双笔头笔芯的圆珠笔
长笔壳并排放置在运输器上,间歇运输,同时笔壳添加器内堆叠设置圆珠笔短笔壳;通过笔壳旋转器顶紧圆珠笔长笔壳,笔壳添加器顶紧添加的圆珠笔短笔壳在圆珠笔长笔壳上贴合,通过笔壳旋转器的指定旋转,使圆珠笔长笔壳和圆珠笔短笔壳连接,将双笔头笔芯固定在圆珠笔长笔壳和圆珠笔短笔壳内;进而实现快速批量的组装;加工出的圆珠笔可以通过中间的两个按钮分别驱动双笔头笔芯的两端的笔芯插出和回收,使双笔头笔芯可以得到更好的使用,避免出现漏墨的现象。
附图说明
15.图1是本发明的圆珠笔加工制备的流程示意图;
16.图2是本发明的圆珠笔的第一结构示意图;
17.图3是本发明的圆珠笔的第二结构示意图;
18.图4是本发明的的结构示意图二;
19.图5是本发明的双笔头笔芯的第一结构示意图;
20.图6是本发明的双笔头笔芯的第二结构示意图;
21.图7是本发明的坡顶轴使用的第一结构示意图;
22.图8是本发明的加工运输器的结构示意图;
23.图9是本发明的笔壳旋转器的结构示意图;
24.图10是本发明的笔壳添加器的结构示意图;
25.图11是本发明的整体的第一结构示意图;
26.图12是本发明的整体的第二结构示意图。
27.图中:圆珠笔长笔壳1;圆珠笔短笔壳2;两个弹簧扣盖3;两个坡顶轴4;双笔头笔芯5;两个笔芯弹簧6;中心加工框7;两个侧顶框8;两个顶坡块9;两个坡顶轴弹簧10;两个拉簧锁紧卡板11;两个坡轴推进卡板12;两个打开顶板13;拉簧15;调节卡块16;传送带驱动器17;固定架18;传送带19;两个驱动轴20;笔壳旋转器21;笔壳添加器22;顶帽23;旋转变频驱动器24;固定旋转板25;两个弹簧轴26;滑动台27;顶紧驱动器28;储存台29;添加驱动器30和添加顶帽31。
具体实施方式
28.下面结合附图对本发明作进一步详细说明。
29.如这里所示的实施方式所示,
30.通过将双笔头笔芯5插接在圆珠笔长笔壳1内先行预装,将带有双笔头笔芯5的圆珠笔长笔壳1并排放置在运输器上,间歇运输,同时笔壳添加器22内堆叠设置圆珠笔短笔壳2;通过笔壳旋转器21顶紧圆珠笔长笔壳1,笔壳添加器22顶紧添加的圆珠笔短笔壳2在圆珠笔长笔壳1上贴合,通过笔壳旋转器21的指定旋转,使圆珠笔长笔壳1和圆珠笔短笔壳2连接,将双笔头笔芯5固定在圆珠笔长笔壳1和圆珠笔短笔壳2内;进而实现快速批量的组装;加工出的圆珠笔可以通过中间的两个按钮分别驱动双笔头笔芯5的两端的笔芯插出和回收,使双笔头笔芯5可以得到更好的使用,避免出现漏墨的现象。
31.结合以上实施例进一步优化:
32.进一步的部分根据图2、图3、图4和图5所示的一种圆珠笔加工工艺示例的工作过
程是:
33.通过圆珠笔长笔壳1螺纹连接连接圆珠笔短笔壳2,进而将双笔头笔芯5和两个笔芯弹簧6锁紧在圆珠笔长笔壳1和圆珠笔短笔壳2内,形成使用的圆珠笔,便于上下两头的使用;通过两个弹簧扣盖3上的两个坡顶轴4,对双笔头笔芯5进行驱动和锁紧调节,方便上下两端的笔芯的切换使用,进而使双笔头笔芯5可以得到更好的使用,避免出现油墨漏墨的情况。
34.结合以上实施例进一步优化:
35.进一步的部分根据图2、图3、图4和图5所示的一种圆珠笔加工工艺示例的工作过程是:
36.通过将双笔头笔芯5设置成不锈钢材质,方便固定连接其他装置的同时,对油墨可以更好的封闭,同时更好的衔接圆珠笔的笔头,避免出现用力过大,弯曲等现象。
37.结合以上实施例进一步优化:
38.进一步的根据图4、图5、图6和图7所示的一种圆珠笔加工工艺示例的工作过程是:
39.通过双笔头笔芯5上固定的两个顶坡块9,便于贴合两个坡顶轴4驱动的使用,进而插出双笔头笔芯5的笔头,当驱动坡顶轴4向内,顶紧顶坡块9,通过坡面的贴合,使双笔头笔芯5插出圆珠笔长笔壳1或者圆珠笔短笔壳2,结合实际情况进行选择使用;双笔头笔芯5上的中心加工框7用于方便对驱动进行限定使用;两个侧顶框8用于对插出后的锁紧使用。
40.结合以上实施例进一步优化:
41.进一步的所述两个坡顶轴4的坡向相反,两个坡顶轴4分别与两个顶坡块9相贴合;两个坡顶轴4上分别套接有用于复位的两个坡顶轴弹簧10,坡顶轴弹簧10设置在坡顶轴4和圆珠笔长笔壳1之间;两个坡顶轴4上分别固定有用于锁紧的两个坡轴推进卡板12,两个坡顶轴4上分别固定两个打开顶板13,打开顶板13滑动插接在中心加工框7内。
42.该部分根据图4、图5、图6和图7所示的一种圆珠笔加工工艺示例的工作过程是:
43.通过两个坡顶轴4的坡向相反,与相反的两个顶坡块9相贴合,进而方便对两端的双笔头笔芯5进行驱动使用;坡顶轴弹簧10设置在坡顶轴4和圆珠笔长笔壳1之间,便于对松开卡紧后的坡顶轴4进行复位,防止其卡住不动,同时方便用于继续驱动双笔头笔芯5的笔头;坡顶轴4上的坡轴推进卡板12在坡顶轴4推进顶坡块9时同步相内运动,到达指定位置后,通过与调节卡块16的卡紧贴合,锁紧坡顶轴4的位置,进而固定顶坡块9和插出的双笔头笔芯5,进行固定后方便使用;同时向内运动的坡顶轴4带着打开顶板13向内运动,打开顶板13顶出对面的拉簧锁紧卡板11上的调节卡块16,进而将之间对面使用的双笔头笔芯5复位,保障使用,避免出现干涉;同时图中的打开顶板13滑动插接在中心加工框7内的槽足够长,也具备上下滑动的功效,避免中心加工框7位移出现干涉。
44.结合以上实施例进一步优化:
45.进一步的所述侧顶框8上固定用于锁紧的拉簧锁紧卡板11,拉簧锁紧卡板11的上端通过拉簧15连接侧顶框8,拉簧锁紧卡板11上固定有用于锁紧的调节卡块16,调节卡块16与坡轴推进卡板12相贴合。
46.该部分根据图4、图5、图6和图7所示的一种圆珠笔加工工艺示例的工作过程是:
47.通过坡顶轴4的位移,同时驱动打开顶板13位移,对面的拉簧锁紧卡板11受到顶起,进而通过拉簧15抬起拉簧锁紧卡板11和调节卡块16,使坡轴推进卡板12脱离与调节卡
块16的卡紧,通过坡顶轴弹簧10复位,避免出现实用干涉。
48.结合以上实施例进一步优化:
49.进一步的所述打开顶板13与拉簧锁紧卡板11的两端相贴合。
50.该部分根据图4、图5、图6和图7所示的一种圆珠笔加工工艺示例的工作过程是:
51.通过两个打开顶板13分别与两个拉簧锁紧卡板11相贴合,促进坡轴推进卡板12和将调节卡块16的脱离与锁紧实用,进而使整个装置的使用更为便捷,功能性更强,保障两头的圆珠笔的流畅使用。
52.结合以上实施例进一步优化:
53.进一步的所述运输器包括传送带驱动器17、固定架18、传送带19和两个驱动轴20,固定架18上固定,传送带驱动器17,传送带驱动器17通过同步带传动两个驱动轴20,两个驱动轴20上套接有传送带19。
54.该部分根据图8、图9、图10和图11所示的一种圆珠笔加工工艺示例的工作过程是:
55.通过将带有双笔头笔芯5的圆珠笔长笔壳1并排放置在传送带19上,通过传送带驱动器17的驱动,间歇性的将带有双笔头笔芯5的圆珠笔长笔壳1运送至指定位置,进而实现运输。
56.结合以上实施例进一步优化:
57.进一步的所述笔壳旋转器21包括顶帽23、旋转变频驱动器24、固定旋转板25、两个弹簧轴26、滑动台27和顶紧驱动器28,顶帽23通过橡胶贴合圆珠笔长笔壳1,顶帽23通过十字花键轴滑动连接旋转变频驱动器24的传动轴,顶帽23内转动固定旋转板25,固定旋转板25滑动套接在两个弹簧轴26上,两个弹簧轴26均固定在滑动台27上,滑动台27通过限位滑块滑动在固定架18上,滑动台27通过齿轮齿条啮合传动顶紧驱动器28,顶紧驱动器28固定在固定架18上。
58.该部分根据图8、图9、图10和图11所示的一种圆珠笔加工工艺示例的工作过程是:
59.通过笔壳旋转器21上的顶帽23在顶紧驱动器28的驱动下,使滑动台27向内位移,进而使顶帽23顶紧带有双笔头笔芯5的圆珠笔长笔壳1,在对面的笔壳添加器22添加好的前提下,通过旋转变频驱动器24、固定旋转板25和两个弹簧轴26对圆珠笔长笔壳1进行指定圈数的旋转,通过固定旋转板25和两个弹簧轴26实现边顶紧边旋转确保旋转的均匀性;加工完成后复位,进行下一波的加工,如此往复。
60.结合以上实施例进一步优化:
61.进一步的所述笔壳添加器22包括储存台29、添加驱动器30和添加顶帽31,储存台29固定在固定架18内,储存台29内堆叠排列圆珠笔短笔壳2,添加驱动器30固定在储存台29的侧端,添加驱动器30通过齿轮齿条啮合连接添加顶帽31的外端,添加顶帽31滑动在储存台29内,添加顶帽31通过橡胶贴合圆珠笔短笔壳2。
62.该部分根据图8、图9、图10和图11所示的一种圆珠笔加工工艺示例的工作过程是:
63.通过添加驱动器30驱动添加顶帽31在储存台29内滑动,进而通过重力自动添加圆珠笔短笔壳2处至圆珠笔长笔壳1,通过橡胶的粘性,将圆珠笔短笔壳2确定,通过笔壳添加器22的旋转,实现自动组合安装;复位后往复自动加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1