塑胶软性圈装活页本册的制作方法
1.本发明涉及对办公文件、台历、字画、字帖、书写纸张、读物等活页制作成可使活页独立自由翻页的活页本册技术领域,特别涉及一种塑胶软性圈装活页本册。
背景技术:
2.塑胶软性圈装活页本,其软性圈采用聚丙烯、聚乙烯等合成树脂制造,具备有柔顺的手感,色彩丰富,深受消费者喜爱。目前塑胶圈软性装活页本册大致分为螺旋形和梳齿状平行并列形两种圈装活页本册,螺旋形圈装活页本册因其翻页会造成活页有错位现象,且其外观形状单一而无法形成主流;而梳齿状平行并列状圈装活页本册,其外观、感观让人爱不释手。但是目前市场上与梳齿状平行并列形圈装活页本册相似的产品,都还是具有多种缺陷,例如,翻页容易受到阻碍、使用者使用时手感欠佳,由于无法采用机械全自动制造、需要大量人工投入而使得活页本册造价较高等等,制约了其成为主流圈装活页本册。
3.例如,中国专利zl201180018724.3,公开了一种笔记本,为塑胶软性圈装活页本,但其装订圈有一直段与弧段形成一角度拐角,整个圈环没有完全平滑连接,造成活页翻页经过拐角时受到了阻碍,不时有无法顺畅翻页的情况,极大的降低了消费者的使用体验感。同时使用时摊开活页本露出装订圈环时,圈环外露部分不圆滑,直接影响观感及触感。
4.中国外观专利zl202030336458.0公开了一种装订线圈,装订圈包括基带部及弧形部,呈梳齿状设置。该环为塑胶装订圈,因此,具有软、轻的特质,具有良好的手感。但是由于其装订圈预先成型为环状,在制作活页本册时装订圈穿过活页时操作难度太大;并且由于所述环不设置定位装置,造成了生产工艺的困难,难以实现较高程度的机械自动化生产;以上两种弊端导致其加工成本较高,进而推高了产品的终端价位,严重影响了塑胶圈装活页本册的推广。
5.中国专利申请cn200580029897.x公开了一种装订元件和特别适用于自动过程的多个装订元件,装订元件为梳齿状,但由于装订元件的材料为柔性材料,在制作活页本册时容易造成装订圈错位,使活页不易实现整齐装订成册。
6.此外,发明人本人的中国专利zl202120352705.5,公开了一种用于活页装订的耗材结构,由于在耗材本体的基体上侧面和下侧面分别设置有凸起和与凸起匹配的定位孔,在很大程度上解决了本册制造自动化的问题;但由于装订圈拐角的存在导致其圈环仍未平滑连接,仍未克服无法顺畅翻页的技术问题。
技术实现要素:
7.为了解决上述现有技术中存在的不足,本发明的目的在提供一种手工、半自动、全自动制作工艺皆适合的,且外观、感观、体验感、安全等综合性能上佳的塑胶软性圈装活页本册。本发明提供的塑胶软性圈装活页本册,通过在塑胶软性圈的弧形部上设置第二方向弧形、在弧形部与基带部连接的末端设置延伸部等方式,保证塑胶软性装订圈圈环整体呈近似标准的圆形,解决现有技术中无法顺畅翻页、使用者手感不佳等技术问题;采用定位凸
台、定位凸点、定位凹槽、定位孔之间的相互配合,使得最终焊接固定的装订圈多个圈环能够保持长度相等、相互之间平行整齐、圈环顺滑不扭转,解决现有技术中圈环排列不整齐等技术问题。
8.本发明提供一种塑胶软性圈装活页本册,包括多张活页,活页一端设置一个通孔或并排设置多个通孔,塑胶软性装订圈穿过所述通孔,将多张所述活页串连固定;其中,所述装订圈由装订圈耗材形成;所述装订圈耗材包括基带部、弧形部及齿尖部,所述弧形部一端与所述齿尖部连接,形成条齿,呈梳齿状排列;所述基带部成一平片状,并与所述弧形部另一端连接;所述弧形部在靠近所述基带部的一侧设置有第二方向弧形;并且,所述弧形部与所述基带部相连接的位置处,所述弧形部具有延伸部,所述延伸部向上延伸,高出所述基带部的上表面;所述齿尖部穿过所述通孔后,与所述基带部定位焊接固定,并使得所述弧形部整体呈近圆形的圈环。
9.进一步地,所述弧形部与所述基带部两者之间存在一定夹角。
10.进一步地,所述弧形部与所述齿尖部两者之间存在一定夹角。
11.进一步地,所述基带部表面设置有定位凸台与定位凸点;所述定位凸台沿着所述基带部的长度方向间隔设置,所述定位凸台之间的间隔形成定位卡槽;所述定位凸点也沿着所述基带部的长度方向间隔设置;并且,所述定位凸点在所述基带部长度方向上的设置位置与所述定位卡槽的设置位置相对应。
12.进一步地,所述齿尖部包括定位凹槽、定位孔以及熔接体;其中,当所述齿尖部与所述基带部重叠成圈环后,所述定位凹槽与所述基带部上设置的所述定位卡槽相互配合,使得所述定位凹槽卡入所述定位卡槽中;所述定位孔与所述定位凸点相互配合,所述定位凸点插入所述定位孔中。
13.进一步地,所述齿尖部与所述基带部定位焊接固定后,将所述定位凸台切除。
14.进一步地,所述装订圈的材料优选低密聚乙烯(ldpe)。
15.进一步地,所述装订圈耗材优选采用注塑工艺制作。
16.进一步地,所述齿尖部与所述基带部优选采用超声波焊接。
17.进一步地,所述齿尖部与所述基带部焊接的焊接部位于整个圈环中心偏置位置。
18.进一步地,所述齿尖部与所述基带部焊接的焊接部可置于活页册封面与封底间、封底与内页间,或者内页与内页间。
19.进一步地,所述装订圈形成圈环后,圈环内直径优选6.5mm起为起始规格,圈内直径每增加1.5mm递增一规格。
20.进一步地,所述装订圈与装订活页厚度按照以下关系确定:装订圈内直径=活页厚度+(2.5mm~4mm)。
21.进一步地,所述延伸部的高度优选0.5~1.2mm。
22.采用本发明提供的塑胶软性圈装活页本册,可以实现以下技术效果:由于本发明提供的所述装订圈整体呈近似圆形,圈环无拐角更为圆滑平顺,活页在翻页时更为顺畅,且在阅读、书写时触感更为舒适;有赖于圈环无拐角设计,齿尖部与基带部焊接处可置于任意两张活页之间,不影响美观与使用,避免了现有技术中其它圈形不圆滑而需置于固定位置的缺点。此外,本发明所采用的开放式弧形在利于装订圈耗材制作的同时,更利于制作活页本册时自动化的实施。
附图说明
23.为了更完整地理解本发明,现在将参考结合附图的以下描述,其中:
24.图1为本发明塑胶软性圈装活页本册示意图;
25.图2为本发明装订圈耗材结构示意图;
26.图3为本发明活页本册的装订步骤示意图;其中,图3(a)为活页结构示意图;图3(b)为装订圈耗材穿过活页结构示意图;图3(c)为装订圈定位、焊接圈环结构示意图;图3(d)为活页本切除凸台结构示意图;
27.图4为本发明装订圈弧形部的第二方向弧形结构示意图;
28.图5为本发明装订圈弧形部的延伸部结构示意图;
29.图6为本发明活页本册中焊接部在本册中的位置示意图。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
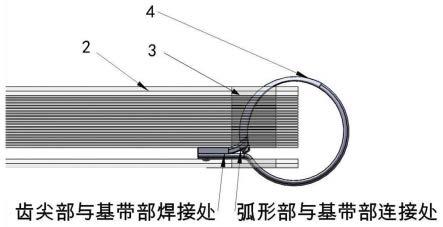
31.本发明提供一种塑胶软性圈装活页本册,参考说明书附图图1,所述活页本册1包括多张活页2,活页2一端并排设置一个或多个通孔3,装订圈4穿过所述通孔3,将多张所述活页2串连,形成完整的活页本册1。
32.其中,所述活页2可以包括封面页、封底页和内页,也可以不设封面页、封底页。此外,所述活页2的材质可为纸质、织物、皮革、塑胶、化纤材料等,所述活页2的材质可以相同或不同,根据实际需求进行选择。
33.所述活页2上设置的所述通孔3可以为矩形或正方形等形状,其沿一条直线间隔设置在所述活页2上,并且,每个所述通孔3的边长与装订圈4的圈环宽度相适合。
34.所述装订圈4的圈环形状为近似标准圆形,所述装订圈4是由装订圈耗材形成的部件,参考说明书附图图2,上述装订圈耗材包括基带部41、弧形部42、及齿尖部43;所述弧形部42、齿尖部43组成条齿,并呈梳齿状排列;所述基带部41成一平片状与所述条齿的弧形部42一端相连接。
35.在制作活页册时,首先参考说明书附图图3(a),将所述活页2重叠,且通孔3对齐;参考说明书附图图3(b)和图3(c),将装订圈耗材的所述齿尖部43穿过所述通孔3并定位,使用超声波设备将所述齿尖部43与所述基带部41焊接在一起形成圈环;参考说明书附图图3(d),将设置在所述基带部41上的定位装置与所述齿尖部43的一部分切除,形成最终的装订圈4,并完成活页本册制作。
36.所述装订圈4为塑胶软性圈;经过上百种材料的比选,优选采用低密聚乙烯(ldpe),保障了所述装订圈4的高亮泽度、高弹性及较好的变形恢复特性,使最终形成的产品既美观又实用。所述装订圈4优选采用注塑工艺完成制作工艺,保证了所述装订圈4各项性能尺寸更精确稳定,为活页本册制作工艺提供保障。
37.参考说明书附图图2,所述基带部41由整条带状平面形成,所述基带部41表面设置有定位凸台411与定位凸点412;所述定位凸台411沿着所述基带部41的长度方向间隔设置,
定位凸台411之间的间隔形成定位卡槽413;所述定位凸点412也沿着所述基带部41的长度方向间隔设置,并且,所述定位凸点412在所述基带部41长度方向上的设置位置与所述定位卡槽413的设置位置相对应。
38.所述装订圈4的所述弧形部42与所述基带部41相连,两者一体成型,并且,所述弧形部42与所述基带部41两者之间存在一定夹角。
39.所述弧形部42由带状材料沿着带的长度方向弯曲呈弧形而形成。现有技术中的塑胶软性圈装活页本册中,弧形部仅采用带状材料弯曲形成,但这样的形成方式使得齿尖部与基带部重叠形成圈环并相互连接时,势必会对弧形部与基带部造成一定的拉力,连接段相比原来的位置一定会前移,这样,造成装订圈无法保持一个相对标准的圆形,而呈现出扁圆形,这样的形状会造成活页的翻页困难。对此,参见说明书附图图4,本发明将所述弧形部42靠近所述基带部41的一侧,沿着所述弧形部42的宽度方向弯曲,使得所述弧形部42包括第二方向弧形421;这样,会大大增强所述弧形部42的支撑力,使得装订圈装订入活页册中时,仍能够保持装订圈的近似标准圆形的形状。此外,第二方向弧形421的设置,可以增强装订圈弧形部42与基带部41连接处支撑强度,且此段在活页通孔内可更稳定定位活页,使活页本册边沿更为整齐;同时在书写、阅读时由于第二方向弧形421的存在,使得手接触到装订圈时更为舒适。
40.采用上述第二方向弧形421可以增强支撑强度,但是,当所述齿尖部43与所述基带部41叠合形成圈环时,所述弧形部42弯曲成环形时有一定拉力,迫使所述弧形部42与所述基带部41连接段朝拉力方向形成一定程度变形,使圈环形成水滴形状态,影响活页本册圈环形状美观的同时由于圈环的弧形不规则,会造成活页翻页时不顺畅。对此,参考说明书附图图5,在所述弧形部42与所述基带部41相连接的位置处,所述弧形部42具有延伸部422,所述延伸部422向上延伸,高出所述基带部41的上表面。设置所述延伸部422,可以使得当所述齿尖部43与所述基带部41相叠合时,所述齿尖部43压迫所述延伸部422,使得所述弧形部42与所述基带部41连接段发生弯曲变形,进而使得所述弧形部42与所述基带部41连接段位置向所述基带部41方向偏移,以此抵消所述弧形部42形成圈环时的拉力,确保圈环形成后基本保持标准圆环形状。这样,使得活页册在翻页时顺畅。
41.所述齿尖部43与所述弧形部42的另一端连接,两者一体成型,两者之间呈一定夹角。所述齿尖部43包括定位凹槽431、定位孔432以及熔接体433;其中,所述熔接体433设置在所述定位孔432附近。当装订圈耗材的所述齿尖部43与所述基带部41重叠成圈环后,所述定位凹槽431与所述基带部41上设置的所述定位卡槽413相互配合,所述定位卡槽413卡入所述定位卡槽413中,固定所述齿尖部43的位置,使得装订圈耗材保持圆环形状;同时,为了准确定位并使得装订圈耗材的定位更加稳固,所述定位孔432与所述定位凸点412相互配合,所述定位凸点412插入所述定位孔432中。
42.设置上述定位凹槽431、定位孔432、定位凸台411及定位凸点412,使在制作活页本册时无论是手工还是机械设备都可轻易实现对装订圈的精确定位,适应于各种规模的活页本册制作场所,且彻底解决了以往塑胶软性装订圈出现装订错位,弧度大小不一致的问题。
43.按照上述方式定位完成后,所述齿尖部43与所述基带部41焊接固定。焊接时,所述定位孔432与定位凸点412的设置可以便于焊接定位。优选采用超声波焊接。这样,可以保证本册装订圈焊接强度的同时,可压薄焊接部位的整体厚度,性能更为稳定,相比其他方式更
为经济高效,同时能够进一步提升产品的美观度。
44.所述装订圈4焊接完成后的焊接部参考说明书附图图6,可置于活页册封面与封底间、封底与内页间、内页与内页间。
45.所述齿尖部43与所述基带部41焊接完成后所形成圈环,所述基带部41与所述齿尖部43接合位置位于整个圈环中心偏置位置,参考说明书附图图5。
46.焊接完成后,将所述定位凸台411等相关定位结构切除;切除时,所述定位凸点412的设置也便于切除的定位。所述切除的具体位置可以根据实际需求进行调节,例如,可沿所述定位凸台411的边缘切除,保留所述定位孔432与所述定位凸点412的接合位置;也可以根据需求调节保留位置的宽度。切除所述定位凸台能够使得活页之间更为贴合更美观。
47.借鉴以往活页装订行业中惯例,金属装订圈规格由圈环直径1/4英寸为起始规格,并圈环内直径每增加1/16英寸递增一规格。为使塑胶软圈标准化,以便活页装订本册更快速的推广,在结合塑胶软圈的特性下,特设置了以应用更为广泛的公制单位取代了英制单位,圈优先制定自圈环内直径6.5mm为起始规格,并圈环内直径每增加1.5mm递增一个规格,例如6.5mm、8mm、9.5mm、11mm等。
48.为在确保活页翻页时的顺畅度的同时,保证圈环的大小与装订活页厚度的协调性,确定了所述装订圈4内直径与装订活页厚度的优选关系:
49.活页厚度=装订圈4内直径-(2.5mm~4mm)。
50.此外,所述弧形段42上设置的所述延伸部422的高度优选0.5~1.2mm。
51.本发明提供的所述装订圈4整体呈近似圆形,圈环无拐角更为圆滑平顺,活页在翻页时更为顺畅,且在阅读、书写时触感更为舒适;有赖于圈环无拐角设计,齿尖部与基带部焊接处可置于任意两张活页之间,不影响美观与使用,避免了现有技术中其它圈形不圆滑而需置于固定位置的缺点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1