一种三轴机械手装配打标数字孪生教学系统的制作方法
1.本实用新型涉及数字孪生教学技术领域,特别是一种三轴机械手装配打标数字孪生教学系统。
背景技术:
2.数字孪生是充分利用物理模型、传感器更新、运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,从而反映相对应的实体装备的全生命周期过程。数字孪生是一种超越现实的概念,可以被视为一个或多个重要的、彼此依赖的装备系统的数字映射系统。
3.以往市面上的实训教学系统在硬件设施上只是单纯的视觉飞行打标或者是单纯的三坐标机械手的应用,难以满足学生基本运动控制的学习、视觉系统的学习、以及数字孪生系统的应用要求。
技术实现要素:
4.为解决上述问题,本实用新型提出的三轴机械手装配打标数字孪生教学系统,该系统能够实现各模块的拆解和组装,让学习者能够深入的了解机械结构和电气原理、实现伺服运动控制的实训功能、实现视觉飞行打标的实训功能、实现生产线rfid的实训功能、实现工厂数字孪生的实训功能。
5.为实现上述目的,本实用新型采用的技术方案是:
6.一种三轴机械手装配打标数字孪生教学系统,包括底座、以及设置在底座上的三轴机械手、视觉激光打标机、第一原材料仓库、第二原材料仓库、第一皮带线、第三原材料仓库、第二皮带线、夹持装置和成品仓库,其中第一皮带和第二皮带分别设置在底座顶面的左右两侧且相互平行,所述第一皮带线和第二皮带线间隔设置,且第一皮带线和第二皮带线输送方向相反,所述第一原材料仓库设置在第一皮带线的起始端,所述第二原材料仓库设置在第一皮带线的末端,所述第三原材料仓库设置在第一皮带线末端和第二皮带线起始端之间的位置,所述三轴机械手设置在第一皮带线末端和第二皮带线末端处,且三轴机械手跨设在第一皮带线和第二皮带线的上方,该三轴机械手用于将第一原材料仓库、第二原材料仓库和第三原材料仓库的原料进行拼装并将拼装后的物料由第一皮带线末端搬运到第二皮带线起始端,所述成品仓库设置在第二皮带线末端,所述视觉激光打标机的功能端朝向第二皮带线的输送路径。
7.作为优选的,所述三轴机械手包括第一滑轨组件、第二滑轨组件、第三滑轨组件和机械手连接结构,其中第一滑轨组件有两个,两个第一滑轨组件分别设置在第一皮带线末端和第二皮带线起始端的外侧,所述第一滑轨组件x方向延伸,第一滑轨组件上设有第一滑块,所述第二滑轨组件有一条,第二滑轨组件的两端分别连接第一滑轨组件上的第一滑块,所述第二滑轨组件y方向延伸,且x方向和y方向的垂向投影相互垂直,第二滑轨组件上设有第二滑块,所述第三滑轨组件安装在第二滑块上,所述第三滑轨组件的轨道垂向设置,第三
滑轨组件上设有第三滑块,所述机械手连接结构安装在第三滑块上,所述第一滑轨组件、第二滑轨组件和第三滑轨组件配合,完成机械手连接结构的三维位移控制。
8.作为优选的,所述三轴机械手中第一滑轨组件、第二滑轨组件、第三滑轨组件的驱动机构分别为三个西门子v90伺服电机。
9.作为优选的,所述视觉激光打标机的视觉识别装置为海康威视1000w像素相机。
10.作为优选的,所述第一皮带线和第二皮带线的驱动器为西门子变频器,位置反馈器为欧姆龙编码器。
11.作为优选的,所述底座上具有面板盒,面板盒内置西门子1500plc预留数字孪生接口。
12.作为优选的,所述成品仓库包括至少3个独立的存储仓位。
13.作为优选的,所述成品仓库设置在第二皮带线末端的侧面。
14.作为优选的,所述夹持装置为自适应爪式夹持组件。
15.作为优选的,所述底座底部的四个边角处设有滚轮组件。
16.使用本实用新型的有益效果是:
17.本数字孪生教学系统可以模拟工厂生产线的生产过程,通过各个组件的布置,结合各个组件的控制装置,能够满足学生基本运动控制的学习、视觉系统的学习、以及数字孪生系统的应用要求。
附图说明
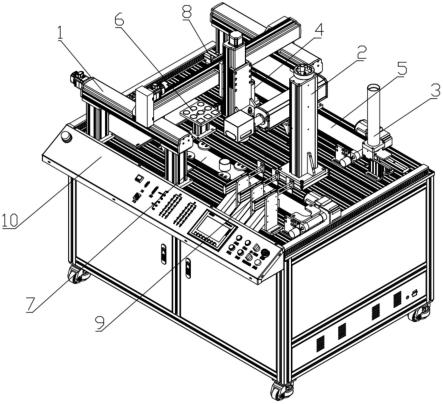
18.图1为本实用新型三轴机械手装配打标数字孪生教学系统的结构示意图。
19.图2为本实用新型三轴机械手装配打标数字孪生教学系统中三轴机械手结构示意图。
20.图3为本实用新型三轴机械手装配打标数字孪生教学系统中第一原材料仓库结构示意图。
21.图4为本实用新型三轴机械手装配打标数字孪生教学系统中成品仓库结构示意图。
22.图5为本实用新型三轴机械手装配打标数字孪生教学系统中第三原材料仓库结构示意图。
23.图6为本实用新型三轴机械手装配打标数字孪生教学系统中夹持装置结构示意图。
24.图7为本实用新型三轴机械手装配打标数字孪生教学系统中第二原材料仓库结构示意图。
25.图8为本实用新型三轴机械手装配打标数字孪生教学系统中第一皮带线结构示意图。
26.图9为本实用新型三轴机械手装配打标数字孪生教学系统中视觉激光打标机结构示意图。
27.附图标记包括:
28.1-三轴机械手,2-视觉激光打标机,3-第一原材料仓库,4-第二原材料仓库,5-第一皮带线,6-第三原材料仓库,7-第二皮带线,8-夹持装置,9-成品仓库,10-面板盒,11-第
一滑轨组件,12-第二滑轨组件,13-第三滑轨组件,14-机械手连接结构。
具体实施方式
29.为使本技术方案的目的、技术方案和优点更加清楚明了,下面结合具体实施方式,对本技术方案进一步详细说明。应该理解,这些描述只是示例性的,而不是要限制本技术方案的范围。
30.如图1-图9所示,本实施例提出一种三轴机械手1装配打标数字孪生教学系统,包括底座、以及设置在底座上的三轴机械手1、视觉激光打标机2、第一原材料仓库3、第二原材料仓库4、第一皮带线5、第三原材料仓库6、第二皮带线7、夹持装置8和成品仓库9,其中第一皮带和第二皮带分别设置在底座顶面的左右两侧且相互平行,第一皮带线5和第二皮带线7间隔设置,且第一皮带线5和第二皮带线7输送方向相反,第一原材料仓库3设置在第一皮带线5的起始端,第二原材料仓库4设置在第一皮带线5的末端,第三原材料仓库6设置在第一皮带线5末端和第二皮带线7起始端之间的位置,三轴机械手1设置在第一皮带线5末端和第二皮带线7末端处,且三轴机械手1跨设在第一皮带线5和第二皮带线7的上方,该三轴机械手1用于将第一原材料仓库3、第二原材料仓库4和第三原材料仓库6的原料进行拼装并将拼装后的物料由第一皮带线5末端搬运到第二皮带线7起始端,成品仓库9设置在第二皮带线7末端,视觉激光打标机2的功能端朝向第二皮带线7的输送路径。
31.具体的,第一原材料仓库3自动输送瓶子到第一皮带线5的起始端,rfid读头写数据到贴在瓶子上的芯片中,瓶子运输到第一皮带线5的末端后夹持装置8自动夹紧瓶子,三轴机械手1抓取位于第三原材料仓库6中的原料放入瓶子中,三轴机械手1抓取位于第二原材料仓库4的瓶盖,将瓶和瓶子装配到一起;三轴机械手1将装配好的瓶子抓取运送到第二皮带线7的起始端,rfid读头读取装配体上的芯片信息,皮带线将装配体运送到激光打标工位,视觉激光打标机2上的相机识别装配体的角度和位置调整打标的坐标进行视觉识别打标,第二皮带线7将装配体运送到成品仓库9对应的位置,成品仓库9根据rfid读取信息按照对应位置入库。
32.上述过程中,本教学系统设备通过西门子plc1500、西门子伺服驱动、西门子变频器、编码器,以及一系列的传感装置采集设备运行的数字信息传送给西门子仿真软件tecnomatix实现虚拟与现实的同步运行。由于三轴机械手1的应用、rfid系统的应用、视觉飞行打标的应用、plc伺服运动控制精准装配、plc变频运动控制和编码器位置反馈,能够满足学生基本运动控制的学习、视觉系统的学习、以及数字孪生系统的应用要求。该教学系统通过西门子1500plc把各部分技术结合起来,用rfid系统的读写来识别原材料的类别和加工工艺流程,实现了流程的闭环控制。软件上利用西门子的仿真软件tecnomatix来实现工厂生产线的数字孪生,利用虚拟工厂实时监控和控制该教学系统。
33.本实施例中,三轴机械手1包括第一滑轨组件11、第二滑轨组件12、第三滑轨组件13和机械手连接结构14,其中第一滑轨组件11有两个,两个第一滑轨组件11分别设置在第一皮带线5末端和第二皮带线7起始端的外侧,第一滑轨组件11x方向延伸,第一滑轨组件11上设有第一滑块,第二滑轨组件12有一条,第二滑轨组件12的两端分别连接第一滑轨组件11上的第一滑块,第二滑轨组件12y方向延伸,且x方向和y方向的垂向投影相互垂直,第二滑轨组件12上设有第二滑块,第三滑轨组件13安装在第二滑块上,第三滑轨组件13的轨道
垂向设置,第三滑轨组件13上设有第三滑块,机械手连接结构14安装在第三滑块上,第一滑轨组件11、第二滑轨组件12和第三滑轨组件13配合,完成机械手连接结构14的三维位移控制。
34.本实施例中,三轴机械手1中第一滑轨组件11、第二滑轨组件12、第三滑轨组件13的驱动机构分别为三个西门子v90伺服电机。视觉激光打标机2的视觉识别装置为海康威视1000w像素相机。第一皮带线5和第二皮带线7的驱动器为西门子变频器,位置反馈器为欧姆龙编码器。底座上具有面板盒10,面板盒10内置西门子1500plc预留数字孪生接口。
35.另外,成品仓库9包括至少3个独立的存储仓位。成品仓库9设置在第二皮带线7末端的侧面。夹持装置8为自适应爪式夹持组件。底座底部的四个边角处设有滚轮组件。
36.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本技术内容的思想,在具体实施方式及应用范围上可以作出许多变化,只要这些变化未脱离本实用新型的构思,均属于本专利的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1