一种笔头组装工具的制作方法
本技术涉及笔芯组装设备的,尤其是涉及一种笔头组装工具。
背景技术:
1、学生在上课做笔记或在书本上做标记时,通常采用记号笔进行标注区分;市场上有各种各样的记号笔或标记笔,比如荧光笔、双色笔,双划线笔等。
2、相关技术中,有一种双划线笔,包括笔头和笔杆,且笔头的内部安装有两根导流芯,笔杆的内部安装有储墨芯,导流芯的一部分贯穿笔头位于笔头外侧,笔头的另一部分位于笔头内部且与储墨芯抵触,在双划线笔使用时,储墨芯内部的墨水通过两根导流芯在纸面同时划下两道标记线。
3、但是由于导流芯的结构强度较差,非常容易弯折或者折断,通过自动化设备夹持导流芯将其插入到笔头内部时容易将导流芯弯折或折断;并且工作人员手动将笔头与两根导流芯组装时,由于导流芯的直径尺寸较小,不容易抓取,使手工组装笔头与导流芯的组装效率较低。
技术实现思路
1、本技术的目的是提供一种笔头组装工具,解决上述相关技术中由于导流芯的结构强度较差和直径尺寸较小,致使笔头与导流芯的组装效率较低的问题。
2、本技术提供的一种笔头组装工具采用如下的技术方案:
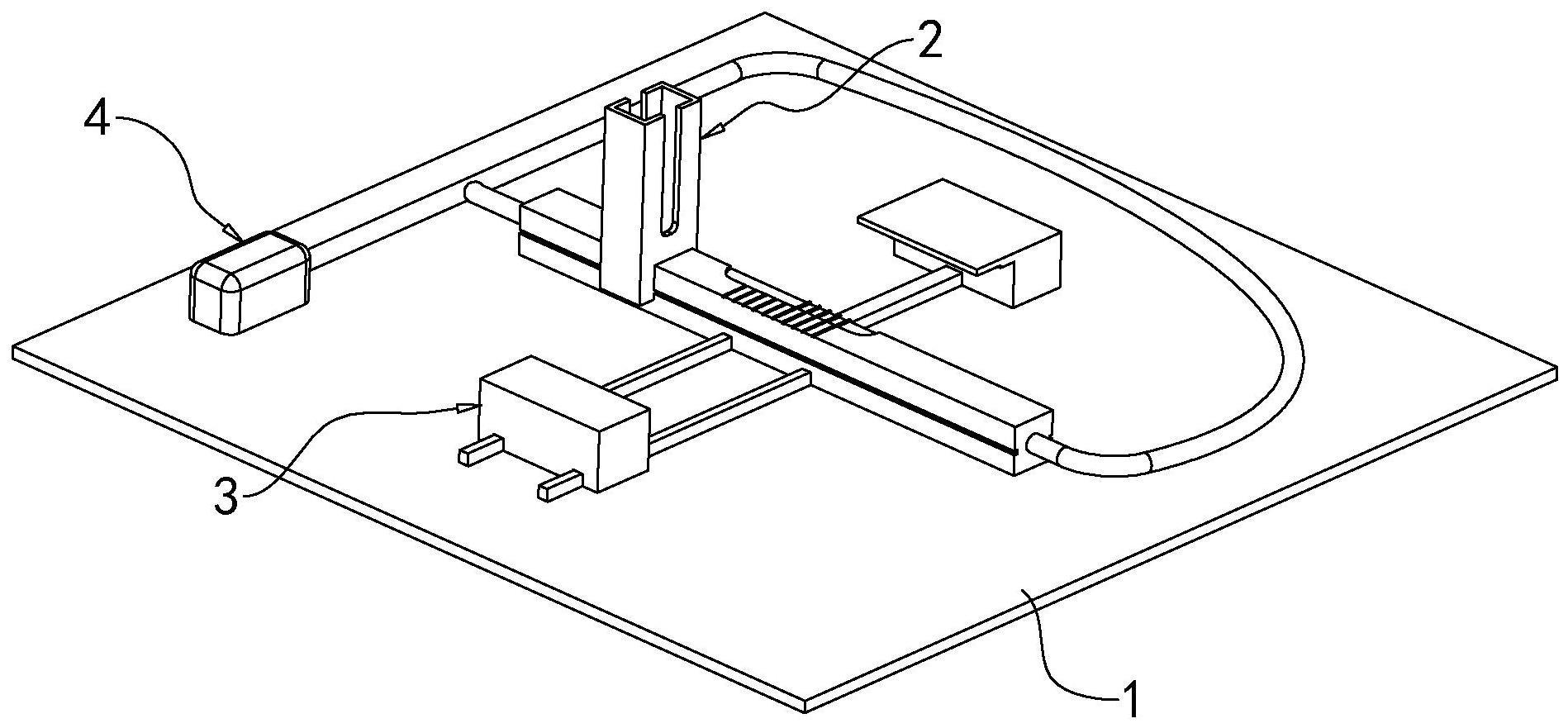
3、一种笔头组装工具,包括加工台,所述加工台上设有装夹组件和固定组件,所述装夹组件包括夹持块和固定于加工台上侧的组装台,所述组装台的上侧设有进料组件;所述进料组件包括用于放置导流芯的落料箱,所述落料箱的下侧与组装台的上侧滑动连接,所述组装台的上侧设有若干供导流芯置入的安装槽,所述落料箱的下侧开设有落料口;所述固定组件包括盖设于安装槽上侧面的压板,所述夹持块上开设有若干供笔头插入的夹持槽,所述压板和夹持块二者均与加工台的上表面滑动连接,所述夹持槽与安装槽的水平高度相同。
4、通过采用上述技术方案,在笔头与导流芯的组装过程中,首先将笔头安装到夹持块上的夹持槽内部,然后操作落料箱使其在组装台的上侧沿着组装台的长度方向滑动,同时使落料箱内部的导流芯落入组装台上侧开设的安装槽内部,再移动压板将压板盖设在组装台的上侧,对安装槽内部的导流芯进行固定,然后将胶水涂抹在导流芯上,最后将夹持块置于加工台上侧并向靠近压板的方向滑动,将安装槽内部的导流芯插入到笔头,通过胶水将导流芯与笔头固定,完成笔芯与导流芯的组装,通过上述零部件的设置,在不损坏导流芯的前提下完成对笔头与导流芯的组装,且能够批量的对笔头与导流芯进行组装,提高了导流芯与笔头的组装效率。
5、可选的,所述固定组件还包括真空阀,所述组装台沿自身的长度方向开设有通气孔,所述安装槽的底侧开设有若干与通气孔连通的抽气孔,所述真空阀通过管道与通气孔的两侧开口连接。
6、通过采用上述技术方案,在落料箱内部的导流芯落入安装槽内部时,启动真空阀,使气体通过真空阀管道在通气孔内流通,通气孔内的压强较低,组装台外侧的压强较高,以此产生从抽气孔向内的吸力,以此将放置于安装槽内部的导流芯进一步固定,降低导流芯在安装槽内部松动或脱离的可能性,提高安装槽内部的导流芯的放置稳定性。
7、可选的,所述加工台的上表面固定安装有与组装台相垂直的梯形条,所述梯形条的端部与组装台的侧面抵接,所述夹持块的下侧开设有与燕尾条滑动连接的梯形槽。
8、通过采用上述技术方案,在夹持块在加工台上表面滑动时,通过夹持块下侧梯形槽和加工台上梯形槽的配合设置,夹持块沿着梯形条的长度方向滑动,降低加工台上导流芯与夹持块上笔头组装所需的时间,能够以更短的时间实现导流芯与笔头的组装。
9、可选的,所述落料箱的下侧设有供组装台上侧插入的滑槽,所述落料箱在组装台的上侧且沿组装台的长度方向滑动。
10、通过采用上述技术方案,落料箱在组装台上侧的滑动过程中,通过落料箱下侧滑槽的设置,落料箱下侧的滑槽供组装台的上部插入,以此使落料箱能够沿着组装台的长度方向滑动,降低落料箱在组装台上侧滑动时出现偏移或移位的可能性,提高落料箱在组装台上侧滑动时的稳定性和准确性。
11、可选的,所述滑槽的内壁上设有插块,所述组装台的侧面上开设有供插块插入且滑动的插槽。
12、通过采用上述技术方案,落料箱在组装台上侧沿着组装台的长度方向滑动过程中,通过插块和对应插槽的配合设置,滑槽侧面的插块同步沿着插槽的长度方向滑动,以此避免落料箱在滑动过程中沿组装台的竖直方向脱离组装台,进一步提高落料箱与组装台的组装稳定性。
13、可选的,所述加工台的上表面固定设有与组装台长度方向垂直的导向条,所述组装台的侧面与导向条的端部抵接,所述压板的下侧开设有与导向条滑动连接的导向槽。
14、通过采用上述技术方案,压板在加工台上相对滑动的过程中,通过压板下侧导向槽和加工台上侧面导向条的配合设置,使压板沿着导向条的长度方向滑动,使压板能够以更短的时间盖设在组装台的上侧面,提高压板盖设在组装台上的盖设效率。
15、可选的,所述压板的底侧设有限位块,所述组装台上开设有供限位块插入的限位槽。
16、通过采用上述技术方案,当压板沿着导向条的长度方向移动并盖设在导向条的上侧面时,压板下侧的限位块插入到对应的限位槽内部,位于限位槽内部的部分导流芯由于限位块插入到限位槽内移动至安装槽内部,此时导流芯的端部与限位块的侧面抵触,以此对导流芯沿安装槽长度方向的移动进行限位,进一步提高导流芯在安装槽内部的组装稳定性。
17、可选的,所述加工台的上侧设置有联动组件,所述联动组件包括连接杆、第一铰接座和第二铰接座,所述第一铰接座固定安装于压板的上表面,所述第二铰接座安装于落料箱背向夹持块的侧面,所述连接杆的两端分别与第一铰接座和第二铰接座铰接,所述第一铰接座和第二铰接座处于同一水平高度。
18、通过采用上述技术方案,在导流芯进料过程中,工作人员可以操作落料箱,带动落料箱沿着组装台的长度方向滑动,通过联动组件的设置,落料箱在移动过程中带动压板沿着导向条的长度方向滑动,以此使在实现导流芯进料的同时,又将安装槽内部的导流芯固定,将导流芯的进料工序与固定工序合并,提高的导流芯的进料和装夹效率。
19、可选的,所述落料箱的侧面设有驱动件,所述驱动件用于带动落料箱在组装台上侧沿着组装台的长度方向滑动。
20、通过采用上述技术方案,以驱动件带动落料箱沿着组装台的长度方向 移动,解放工作人员的一只手,工作人员可以更好的操作夹持块,更加精准且快速的完成笔头与导流芯的组装。
21、可选的,所述驱动件为驱动气缸,所述驱动气缸的伸缩杆端部与落料箱的外侧面固定连接。
22、通过采用上述技术方案,在落料箱内部的导流芯进料和固定时,启动驱动气缸,驱动气缸的伸缩杆带动落料箱沿着组装台的长度方向滑动,同时由于连接杆的设置,落料箱在移动过程中也带动压板沿着导向条的长度方向滑动,以此在完成导流芯进料的同时也完成了对安装槽内部导流芯的固定。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过进料组件、装夹组件和固定组件的配合设置,在不损坏导流芯的前提下完成对笔头与导流芯的组装,且能够批量的对笔头与导流芯进行组装,提高了导流芯与笔头的组装效率。
25、2.通过联动组件和驱动气缸的设置,驱动气缸带动落料箱移动,且落料箱在移动过程中带动压板沿着导向条的长度方向滑动,以此使在实现导流芯进料的同时,又将安装槽内部的导流芯固定,将导流芯的进料工序与固定工序合并,提高的导流芯的进料和装夹效率。
- 还没有人留言评论。精彩留言会获得点赞!