一种局部透光多彩标牌及生产工艺的制作方法
本发明涉及汽车零件,尤其涉及一种局部透光多彩标牌及生产工艺。
背景技术:
1、全球汽车发展的唯一方向就是新能源化,或者说是电动化,这已经成为全球各国家和企业的共识。过去,很多国家对这点存在争议和摇摆,而中国的新能源汽车产业则一直在增长,不断迈上新台阶。经过这几年的发展,新能源化这个不可逆的态势已基本形成。基于新能源汽车的这种发展态势,整车的电气化进程也异常迅猛,汽车制造商不仅要改变汽车内外饰的设计风格,同时也要对其logo设计进行改革。
2、目前的前logo多采用电镀或者喷涂的工艺来生产,无法实现多彩、透光的要求。而且在目前工艺下生产的零件多为装配结构件,立体感较强,无法满足扁平化、电气化的发展趋势,且目前的汽车前logo大多无法自主打光,导致车标在夜晚时凸显不出科技感,少数可发光的前logo大多需要车主去汽配城自主改装,不仅存在一定的线路安全隐患,还较为费时费力。
3、为此,我们设计了一种局部透光多彩标牌及生产工艺用来解决上述问题。
技术实现思路
1、本发明提供一种局部透光多彩标牌及生产工艺,解决了现有的局部透光多彩标牌无法满足扁平化、电气化的发展趋势和自主发光的问题。
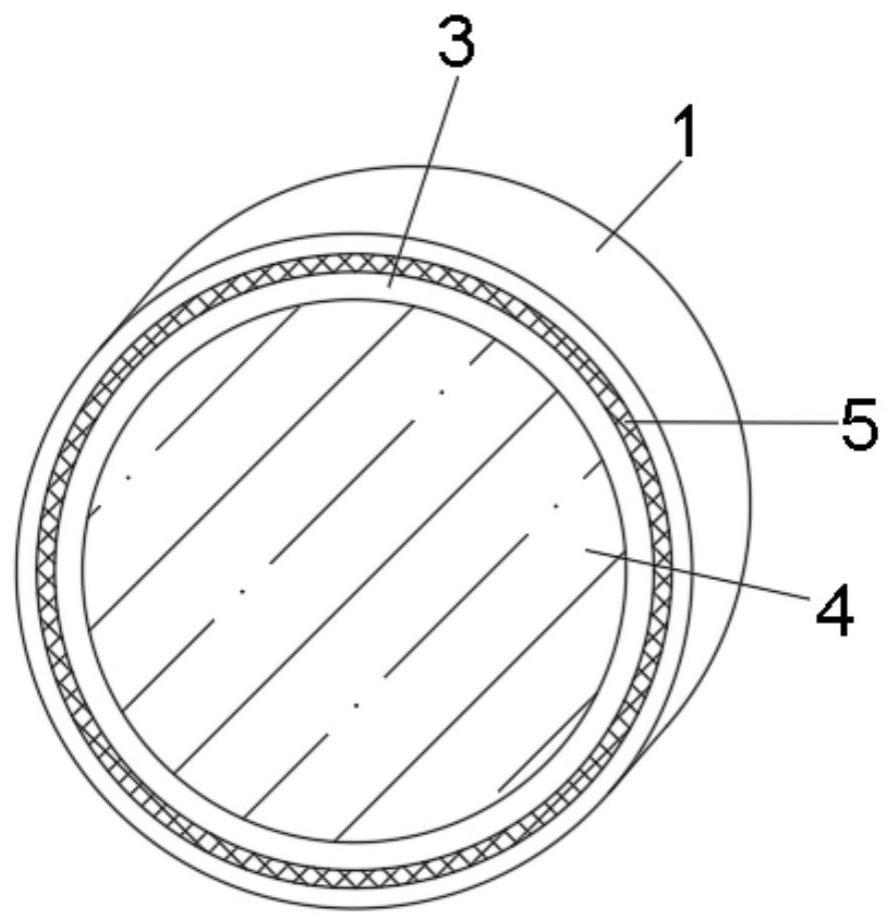
2、为解决上述技术问题,本发明提供的一种局部透光多彩标牌,包括:透明pc板,所述透明pc板的一侧设置有透明底漆和色漆,所述色漆位于透明底漆的前侧,所述色漆的前侧设置有logo,所述透明pc板的前侧开设有环形槽,所述环形槽内设置有灯带,所述透明pc板的后侧设置有半透件。
3、优选的,所述色漆的前侧设置有前侧透明清漆。
4、优选的,所述半透件包括背部半透pvd和背部透明清漆,所述背部半透pvd和背部透明清漆从前往后依次设置在透明pc板的后侧。
5、优选的,所述透明pc板的厚度为3mm。
6、为解决上述技术问题,本发明还提供了一种局部透光多彩标牌的生产工艺,包括以下步骤:
7、s1:首先使用自动喷涂流水线体将透明底漆和色漆涂设在透明pc板的一侧,并保证色漆覆盖在透明底漆的前侧;
8、s2:使用镭雕激光打标机将logo镭雕在色漆的前侧;
9、s3:然后使用开槽机将环形槽开设在透明pc板的前侧,并将灯带镶嵌在环形槽内,此过程中连同透明底漆和色漆一起被开槽;
10、s4:使用pvd机将背部半透pvd设置在透明pc板的后侧,并且按上述原理使用自动喷涂流水线体将前侧透明清漆和背部透明清漆分别涂设在背部半透pvd的前后侧;
11、s5:最后将成品标牌经过多种不同的实验进行成品检查。
12、s5.1:准备实验设备和多彩标牌产品,实验设备包括喷淋箱、喷水管、夹具、气缸和按压垫,利用各种检测设备对多彩标牌产品进行防水和耐久度性能综合实验。
13、s5.2:首先对多彩标牌产品进行防水实验,实验时将多彩标牌产品装配在夹具上稳定定位,将喷水管设置在喷淋箱内,随后在半圆环形的喷水管在垂直轴线两侧±90°内,开有直径0.8mm,间距50mm的喷水孔,喷水管以60°/s的速度在垂直轴线两侧扫掠,角度范围为180°±20°,每个喷水孔的水流量0.6l/min+5%,水压近似为400kpa,转台速度:1r/min~3r/min,试样与喷水管的间距:≤200mm,温度:23℃±5℃,水温:与环境温度相差不超过±5℃,试验由两个循环组成,每个循环5min,3min点亮试样,2min关闭试样,试验的最终结果可以保存在电脑里面也可以使用打印机打印出来,试验结束后先关闭水管龙头,再卸下夹具上的多彩标牌产品。
14、s5.3:再将多彩标牌产品放置在夹具上稳定定位,然后将气缸的驱动端与按压垫连接,后将气缸固定,使气缸伸缩带动按压垫对多彩标牌产品按压,按照如下条件进行耐久试验,a、+23℃±2℃进行3500次按压;
15、b、+85℃±2℃进行500次按压;
16、c、-30℃±2℃进行500次按压;
17、d、+40℃±2℃,95% rh进行500次按压;
18、以上为一个循环,共做四个循环,共计20000次。频率每分钟4-6次。
19、s5.4:将多彩标牌产品试样放置在一个喷淋箱内,在喷淋箱内喷淋1-5天,在每个喷淋周期t组成的一组试验条件,在一组试验条件下至少选用上述一个合格的多彩标牌产品和多彩标牌产品试样,选择上述防水试验周期t范围1~5天的10~20个时间,总共组成n组试验条件,分别测量出在上述试验条件下的多彩标牌渗水率εi或/和防水保持率σi,并计算出在该试验条件下的测量多彩标牌性能指标yi,yi=(1-εi)或yi=(σi)或yi=(1-εi+σi)/2。
20、s5.5:将s4.4检测合格的其中三个多彩标牌试样每样成一份共分三份,然后将三份多彩标牌试样放入三个不同喷淋箱内,并将喷淋箱的实验条件设定为s4.4步骤的实验条件参数一致,再分别测量出在上述试验条件下的三份多彩标牌试样的渗水率率εi或/和防水保持率σi,并计算出在该试验条件下的测量多彩标牌性能指标yi,yi=(1-εi)或yi=(σi)或yi=(1-εi+σi)/2,检测后取出三份试样,并分别整理记录三份试样的数据,然后对比三份的检测数据,若三份检测数据一致,则检测结果准确,喷淋箱也没有问题;若计算出在该试验条件下的测量多彩标牌性能指标yi三份检测数据不一致;
21、出现异常检测数据:yi=[1-(1εi÷2εi)]或yi=(1σi÷2σi)或yi=(1-0.5εi+0.5σi)/2,记录为x1;
22、出现异常检测数据:yi<(1-εi)或yi<(σi)或yi<(1-εi+σi)/2,记录为x2;
23、出现异常检测数据:yi>(1-εi)或yi>(σi)或yi>(1-εi+σi)/2,记录为x3;
24、出现异常检测数据:yi=[1-(1-εi*2-εi)]或yi=(1-σi÷2-σi)或yi=[1-(εi*σi)]/2,记录为x4,
25、通过观察三份检测数据存在差异则可认定喷淋箱和喷水管存在故障、使用年限时间较长、功率不稳定等结论,再通过更换、维修等方式对喷淋箱和喷水管进行替换,确保检测样品数据的精准性。
26、优选的,在所述s5中还包括耐候性检测、耐物理破坏性检测和漆面检测。
27、优选的,所述耐候性检测包括高潮湿环境试验、外部耐热实验、光源辐照试验、温度振动试验、防水试验、盐雾试验、耐润滑油、燃油和清洗液试验、存储试验、配光镜强度试验、热冲击试验。
28、优选的,所述耐物理破坏性检测包括高压喷水实验和操作耐久实验,所述漆面检测包括漆膜的划格试验、耐酸性、耐碱性、耐液性、耐水性、硬度、耐冲击性、漆膜弯曲试验、漆膜回粘性和漆膜厚度。
29、与相关技术相比较,本发明提供的一种局部透光多彩标牌及生产工艺具有如下有益效果:
30、1、本发明中,该局部透光多彩标牌,在使用pvd、印刷的工艺下,能够满足色彩定制、图形定制以及透光的需求,同时还可在夜晚时发光发亮,提升美观度,在新能源汽车自动化电气化发展如此迅猛的背景下,局部透光多彩标牌提升了汽车前部的科技感及吸睛属性,大大提升了消费者的满足感。
31、2、本发明中,该局部透光多彩标牌经过耐候性检测、耐物理破坏性检测和漆面检测,可筛选出不良品和合格品,不仅提高了生产质量,还可提升用户的使用体验,通过设置透明pc板的厚度为3mm,不仅可轻量化该局部透光多彩标牌,还可提升美观度。
- 还没有人留言评论。精彩留言会获得点赞!