一种大中专院校实训新能源模型车整车装配方法与流程
本发明涉及实训教学设备制造,尤其是一种大中专院校实训新能源模型车整车装配方法。
背景技术:
1、新能源汽车是指采用非常规的车用燃料作为动力来源,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。近年来,中国新能源汽车产业迅猛发展,不仅在国内市场占据重要位置,也在国际舞台上崭露头角。随着新能源汽车产业的发展,汽车生产商对自动化专业人才量的需求与日俱增,但是目前自动化的专业人才的培养缺少相关的新能源车实训设备,导致学生的实际操作水平较弱,进入工厂后仍然需要经过长时间的培训才能胜任工作。
2、为了便于学生充分新能源车整车装配的运行原理,提高其动手能力,且对智能制造技术与数字孪生技术、应用编程、智能传感、智能检测、机器学习、工业互联网、智能管控等先进制造技术有着初步的了解,部分职业院校机械专业中引入新能源车制造作为施教对象。新能源汽车生产线与传统汽车生产线有很大的区别。除了需要生产传统汽车所需的各种零部件外,还需要生产电池管理系统、电动机和电控系统等新能源汽车核心部件。产业用新能源车整车装配线构设计结构复杂,购置成本高,且所占场地面积巨大,明显超过了大中专院校的负担能力。且在现有技术中,未检索到大中专院校实训新能源模型车整车装配线的有关技术内容。因而,亟待技术人员解决上述问题
技术实现思路
1、故,本发明设计人员鉴于上述现有的问题以及缺陷,乃搜集相关资料,经由多方的评估及考量,并经过从事于此行业的多年研发经验技术人员的不断实验以及修改,最终导致该大中专院校实训新能源模型车整车装配方法的出现。
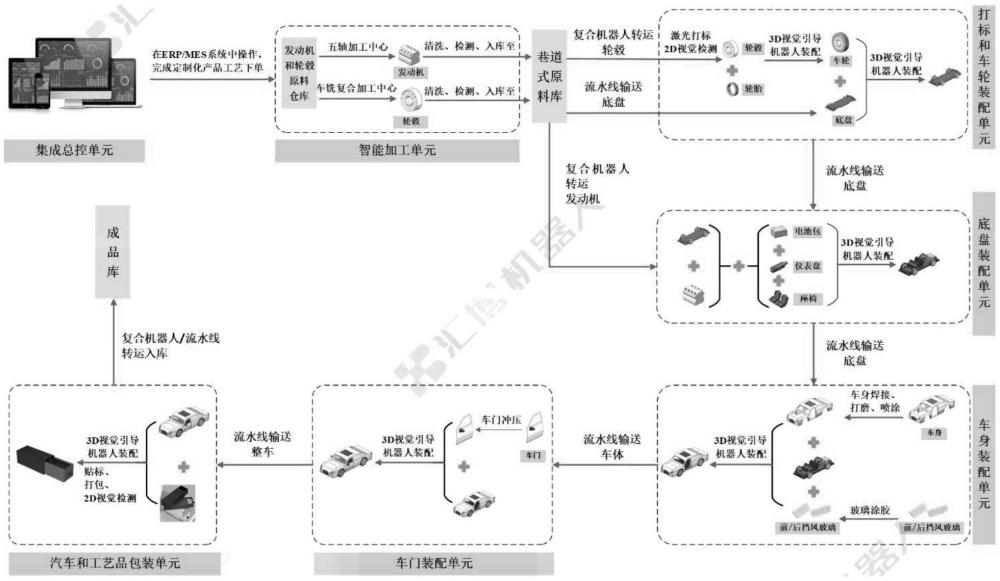
2、为了解决上述技术问题,本发明涉及了一种大中专院校实训新能源模型车整车装配方法,借助于大中专院校大中专院校实训新能源模型车整车装配线来实施,零部件、总成的数量得以不断地增加并且相互有序地结合以成为新能源模型车整车。大中专院校大中专院校实训新能源模型车整车装配线包括机加工单元、毛坯件仓库、废品库、零组件库、车轮装配单元、底盘装配单元、车身装配单元、车门装配单元、包装单元以及成品交付单元,其中,机加工单元、车轮装配单元、底盘装配单元、车身装配单元、车门装配单元、包装单元以及成品交付单元按照工艺顺序呈i型布局。
3、大中专院校实训新能源模型车整车装配方法包括以下步骤:
4、s1、在机加工单元工作开展阶段,实训人员借助于erp、mes系统执行定制化产品工艺下单作业,机加工移载设备依次将轮毂毛坯或发动机毛坯由毛坯件仓库中取出,并运载至车铣复合中心、五轴加工中心执行机加工,与此同时,码垛机将载物托盘搬运至出入库平台,待机加工工序执行完毕,机加工移载设备将轮毂成品或发动机成品放入自动清洗机中进行清洗、烘干,而后,将轮毂成品或发动机成品置于三坐标检测台上进行尺寸精度检测,经检测合格的轮毂成品或发动机成品被重新放回到载物托盘上,并在码垛机的辅助下,被运载至零组件库中备用;而经检测不合格的轮毂成品或发动机成品被分选至废品库中;随后,机加工移载设备再次由毛坯件仓库中相应地抓取轮毂毛坯或发动机毛坯,并依序经历机加工、清洗、尺寸精度检测,并将经检测合格的轮毂成品或发动机成品运载至零组件库中备用;
5、s2、在车轮装配单元工作开展阶段,当运载有模型车底盘的重载托盘进入车轮装配工位后,左置车轮装配机器人将合格的轮毂成品由零组件库中取出,并借助于打标机对其执行激光打标,以在其表面生成个性化定制图案,并借助于其末端智能2d视觉系统进行图案外观检测,而后,将图案合格的轮毂成品和轮胎压装为一体以生成车轮,随后,右置车轮装配机器人在其末端3d视觉系统的引导下拾取车轮,并继续动作以将其装配于模型车底盘上;而图案不合格的轮毂成品被分选至废品库中;
6、s3、在底盘装配单元工作开展阶段,当运载有模型车底盘的载重托盘进入底盘装配工位后,复合运载机械由零组件库中拾取发动机成品、电池包、座椅以及仪表盘,并运载至底盘装配工位;而后,布局于底盘装配工位两侧的底盘装配机器人相协作,且在其末端3d视觉系统的引导下依次将发动机成品、电池包、座椅、仪表盘装配于模型车底盘上;
7、s4、在车身装配单元工作开展阶段,当运载有模型车底盘的载重托盘进入该车身装配工位后,左置车身装配机器人将车身由零组件库取放至车身装配工位台上,并更换末端工具以分别对车身执行焊接、打磨、喷涂操作;而后,左置车身装配机器人在其末端全局3d视觉系统的引导下将车身装配于模型车底盘上;随后,右置车身装配机器人在其末端全局3d视觉系统的引导下,依序将前、后挡风玻璃装配于车身上;
8、s5、在车门装配单元工作开展阶段,当运载有模型车底盘的载重托盘进入车身装配工位后,车门装配机器人在其末端3d视觉系统的引导下将车门样件移载至冲压机,执行压型操作以成型出车门成品;而后,车门装配机器人再次动作,以拾取车门成品,并将其装配于车身上;
9、s6、在包装单元工作开展阶段,当运载有模型车整车的载重托盘进入包装工位后,左置包装机器人在其末端3d视觉系统的引导下,抓取包装盒并置于包装操作平台上,打开盒盖;而后,左置包装机器人继续动作以将模型车整车由载物托盘上取下,置入包装盒中,并封装箱盖以形成模型车整车包装半成品;随后,右置包装机器人拾取模型车整车包装半成品,并依序运载至束带机、贴标机,对应地完成束带、贴标作业,模型车整车包装成品得以形成;而后,视觉检测装置对模型车整车包装成品进行表面图像拍摄,并判定其外观质量是否符合验收标准;
10、s7、在成品交付单元工作开展阶段,所述复合运载机械发生动作以将模型车整车包装成品运载至成品交付位,抑或,新能源模型车整车输送线发生动作以将模型车整车包装成品运载至成品仓储库中,完成成品交付。
11、作为本发明所公开技术方案的进一步改进,零组件库为综合库,其同时设有模型车底盘码垛分区、轮毂成品码垛分区、发动机成品码垛分区、电池包码垛分区、座椅码垛分区、仪表盘码垛分区、前后挡风玻璃码垛分区以及车门样件码垛分区。废品库亦为综合库,其同时设有轮毂不合格品码垛分区、发动机不合格品码垛分区、车门不合格品码垛分区、模型车整车包装不合格品码垛分区。
12、作为本发明所公开技术方案的更进一步改进,零组件库和废品库布置于机加工单元和车轮装配单元之间的空置区域内,且两者比邻而置。而毛坯件仓库布置于机加工单元的毗邻区域。
13、作为本发明所公开技术方案的进一步改进,复合运载机械包括有移动机器人和装卸机器人。其中,装卸机器人用来对物料执行拾取、落放操作。而移动机器人用来承载着装卸机器人沿着指定路线、轨迹行进。
14、作为本发明所公开技术方案的进一步改进,车轮装配单元、底盘装配单元、车身装配单元、车门装配单元、包装单元均独立地配套有设计结构类同的机器人柔性装配系统。
15、作为本发明所公开技术方案的更进一步改进,以车轮装配单元为例,机器人柔性装配系统包括有车轮装配机器人、工具快换装置、执行工具以及搁置工装。搁置工装用来临时搁放多种功能各异的执行工具,其布置于车轮装配机器人的临近区域。工具快换装置由主盘和工具盘构成。主盘安装于车轮装配机器人的前端手臂上,而工具盘在各执行工具上均有配套、安装。
16、作为本发明所公开技术方案的更进一步改进,搁置工装包括有基板、支撑单元、承托板以及定位单元。承托板平行地布置于基板的正上方,且相隔设定距离。支撑单元作为基板和承托板之间的连接过渡。承托板上成型有多个利于担靠执行工具的避让缺口。定位单元用来配套执行工具,且在其辅助作用下,执行工具的平面自由度得以被限制为零。
17、作为本发明所公开技术方案的更进一步改进,定位单元包括有手爪连接盘、第一圆柱销以及第二圆柱销。手爪连接盘作为工具盘和执行工具之间的连接过渡,顶壁作为工具盘的装配基础,而其底壁作为执行工具的装配基础。第一圆柱销、第二圆柱销均以竖直态插装于承托板,且相间隔设定距离。第一圆柱销和第二圆柱销相协同以对手爪连接盘的平面自由度进行限制。手爪连接盘由盘本体、左置手爪、右置手爪、前置手爪以及后置手爪构成。左置手爪、右置手爪、前置手爪、后置手爪均由盘本体的外侧壁四向延伸而成。在前置手爪上成型出有与第一圆柱销相适配的长圆形定位孔。在后置手爪上成型出有与第二圆柱销相适配的圆形定位孔。
18、作为本发明所公开技术方案的进一步改进,包装单元包括包装成品输送线、新能源模型车整车输送线、左置包装机器人、右置包装机器人、包装盒供应装置、包装操作平台、束带机以及贴标机。右置包装机器人布置于包装成品输送线的后方,其兼具有包装盒抓取功能、新能源模型车整车抓取功能以及包装盒封装功能。新能源模型车整车输送线、包装盒供应装置和包装操作平台均被右置包装机器人的运动范围所覆盖。左置包装机器人布置于包装成品输送线的前方,且在其辅助下,经历包装操作平台而完成的新能源模型车整车包装半成品依序流转至束带机、贴标机得以形成新能源模型车整车包装成品,并继续流转至包装成品输送线。
19、作为本发明所公开技术方案的更进一步改进,包装盒供应装置包括有承载平台、包装盒存储箱、承托架、包装盒限位单元以及包装盒推顶单元。承托架采取可拆卸方式以实现与承载平台的固定。包装盒存储箱累放、且固定于承托架上。包装盒存储箱同时具备上敞口和下敞口。多层累叠状包装盒通过上敞口而置于包装盒存储箱中,并经由下敞口继续下落,直至落放于承载平台。包装盒推顶单元、包装盒限位单元均以承载平台作为安装基础,并分别布置于承托架的正后方、正前方。最下层的包装盒因受到来自于包装盒推顶单元的推顶力作用而越出承托架,继续平移,直至在包装盒限位单元的作用下其相对位置得以被确定。
20、作为本发明所公开技术方案的更进一步改进,承载平台由支撑架和承载面板组合而成。包装盒推顶单元包括有直线运动元件、钣金传动件、推顶板以及导向组件。推顶板平放于承载面板上,且在导向组件的辅助下定向地沿着前后方向执行位移运动,包装盒得以被精准地推移。直线运动元件以承载面板的底壁作为安装基础,且其借助于钣金传动件以传递驱动力至推顶板。承载面板上开设有可供钣金传动件自由地执行平移运动的避让槽口。
21、在实际应用中,本发明所公开大中专院校实训新能源模型车整车装配方法至少可取得以下几方面的有益技术效果,具体为:
22、1)大中专院校实训新能源模型车整车装配线集成包含机加工单元、车轮装配单元、底盘装配单元、车身装配单元、车门装配单元、包装单元以及成品交付单元,其采用工业标准的主流设备和工装,模拟工业化的现场环境,以新能源模型车为模拟装配对象,构建一个可与企业级生产相对接的高精度、高可靠性与高安全性的智能制造教学和应用平台;
23、2)考虑到要满足大中专院校场地面积以及降低整线采购成本,且为了方便教学和学生实操,机加工单元、车轮装配单元、底盘装配单元、车身装配单元、车门装配单元、包装单元和成品交付单元均采取模块化设计,且各装配单元之间相对独立,又相互关联,能够模拟实际生产情况,便于学生逐步地学习、理解和掌握新能源车的生产流程和设备运行原理;
24、3)考虑到要满足大中专院校场地面积以及降低整线采购成本,大组成中专院校实训新能源模型车整车装配线的各功能单元具有高度的可配置性,可以根据新能源模型车型号、规格进行灵活地调整,以满足不同课程内容和教学目标;
25、4)通过参与大中专院校实训新能源模型车整车装配线,学生可以通过实际操作,熟悉工业用新能源车装配线的基本原理、技术特点和应用方法,再者,得益于各功能单元的模块化设计理解,学生还可以参与实训新能源模型车整车装配线到搭建、调试、运行和维护等各个环节。
- 还没有人留言评论。精彩留言会获得点赞!