一种高强度防蓝光、防紫外的PC镜片及其制备方法与流程
一种高强度防蓝光、防紫外的pc镜片及其制备方法
技术领域
[0001]
本发明涉及光学树脂镜片制备领域,更具体的说是涉及一种高强度防蓝光、防紫外的pc镜片的制备方法。
背景技术:
[0002]
聚碳酸酯树脂也被称为pc树脂,,是一种主要应用在光学树脂领域的热塑性材料,在加热后软化,适用于热塑与注塑。聚碳酸酯(pc)材料具有优良的力学性能,可塑性高,易于成型,同时具有极好的光线透过率,高于玻璃50倍的高抗冲击强度、良好的尺寸稳定性和牢固性。同时pc材料也具备良好的耐热性,即使长时间暴露高温环境,也不会改变其光学特性。并且pc材料本身对于380nm以下的紫外光有较好的吸收,这有利于镜片的紫外防护性能。
[0003]
但是pc材料作为一种热塑性材料,在成型加工时温度为260℃到280℃之间,而在这个温度,大部分的吸收剂会分解,所以需要选用耐高温吸收剂。
[0004]
随着信息时代的到来,电脑、智能手机等电子设备的普及在给我们的生产和生活提供便利的同时,也会对我们人体带来紫外危害、蓝光危害和热危害等。长期接触紫外线可引起电光性眼炎(又称紫外线角膜结膜炎),严重可诱发晶状体变性,产生白内障及造成视网膜炎等疾病。
[0005]
蓝光是可见光中能量最强的光,普遍存在于电脑、led显示器、手机屏幕等电子设备显示屏中,因为这些显示屏大部分使用蓝光激发的led背光显示器,所以人们在日常生活中蓝光的接触量大大增加。尤其是波长在380-440nm的短波蓝光极具高能量,会使眼睛内的黄斑区毒素增高,严重威胁眼底健康,诱发致盲眼病。但蓝光也是生理调节、日常作息中必不可少的部分,这部分蓝光被称为有益蓝光(450-500nm)。
[0006]
传统的防蓝光镜片将蓝光波段全部阻隔,造成了有益蓝光的较大损失,并且不能够防护紫外光。因此,为弥补传统防蓝光镜片的缺陷,我们开发了一种具有高强度、防蓝光、防紫外的pc镜片,尽可能保留有益蓝光,使蓝光防护更合理化,并且兼具防护紫外伤害,同时减小视觉偏差,有较高的可视性。
技术实现要素:
[0007]
本发明的目的是针对现有技术的不足之处,提供一种高强度防蓝光、防紫外的pc镜片的制备方法,解决pc树脂热成型温度较高导致吸收剂分解,传统防护技术中的紫外线暴露以及有害蓝光和有益蓝光取舍的问题。
[0008]
本发明的技术解决措施如下:
[0009]
一种高强度防蓝光、防紫外的pc镜片的制备方法,包括如下步骤:
[0010]
(1)将光学级pc粒料放入干燥箱在100℃~180℃下脱水干燥5~10h,完全脱除水分。
[0011]
(2)将重量分数为(1-3%)的紫外光吸收剂、重量分数为(0.5-2%)的蓝光吸收剂
和重量分数为(93-98.5%)的脱除水分的光学级pc粒料加入球磨机中以800~1200r/min的速度混合15~20min后出料得到混合料。
[0012]
(3)将分散均匀的混合料放入干燥箱内,在110℃~130℃下脱水干燥4~5h,得到干燥混合料。
[0013]
(4)将注塑机模具预热到90℃~110℃,将干燥混合料在250℃~280℃下加热至熔融,将熔融的混合料注射到模具中,注射压力为90~130mpa,注射时间为1~5s。
[0014]
(5)注塑后的镜片在40~60mpa的压力下,保压10~30s得到成型的pc镜片。
[0015]
(6)成型后的pc镜片,在50~100℃下放置12~24h以消除镜片的热应力。
[0016]
(7)将消除热应力后的pc镜片使用清洗剂清洗,在浸润脱脂剂下超声脱脂30min,最后用纯水冲洗多次,放置于80℃下烘干。
[0017]
(8)将步骤(7)中烘干的镜片使用加硬剂浸润30-60s,取出镜片在55~80℃下烘干2~5min之后将烘箱温度提高至120~150℃,烘烤3~4h,在镜片表面加硬液硬化形成1.5~3.0μm的硬化膜形成树脂镜片,硬化膜作为pc镜片与镀膜处理的中间层。
[0018]
(9)在硬化后的镜片表面镀制sio
2-tio2增透膜,使用真空蒸发镀膜的方法,采用低折射率sio2与高折射率tio2按照折射率大小交替叠加5次,增透膜总厚度在1.5~1.8μm,最终制成高强度防蓝光、防紫外pc镜片;所述真空蒸发镀膜的方法如下:
[0019]
a、首先将带有硬化膜的pc镜片清洗后,放置在无尘镀膜恒温烤箱内,使用分子泵将真空度抽至低于3
×
10-2
帕,并将树脂镜片基底加热到85-100℃,使用氩粒子轰击镜片表面1-3min,提高基底镜片的表面活性。
[0020]
b、用分子泵将真空度调节到1.8
×
10-2
~2.1
×
10-2
帕,将树脂镜片基底温度控制在90-110℃,调节电子枪的电流控制成膜速率,最终以0.3nm/s的速率,按照折射率高低变换轮流镀制sio2、tio2膜层,并交替叠加5次,sio2膜层厚度为200~300nm,tio2膜层厚度为50~100nm。
[0021]
c、待镀了增透膜的树脂镜片温度自然冷却到50℃以下,取出产品,对产品再进行修边、打磨处理得到高强度防蓝光、防紫外pc镜片成品。
[0022]
作为优选,所述光学级pc粒料是折射率n=1.56的光学级高强度pc树脂。
[0023]
作为优选,所述蓝光吸收剂为二吡咯亚甲基类、二乙基氧杂碳菁碘化物或卟啉化合物中的一种或几种。
[0024]
作为优选,所述紫外光吸收剂为苯并三唑类、苯并三氮唑类或取代丙烯酮类中的一种或几种。
[0025]
作为优选,所述加硬剂是将含氟有机硅溶解在异丙醇和乙醇混合溶剂中后加入有机烷氧基钛酸酯螯合物所形成的加硬液,钛络合物的加入,使得加硬涂层提高了镜片的光学性能。
[0026]
作为优选,所述紫外光吸收剂与蓝光吸收剂均为耐高温吸收剂,在注塑成型温度下不会分解。
[0027]
采用高强度防蓝光、防紫外的pc镜片的制备方法制备的pc镜片,pc镜片在300~380nm波长范围的平均透过率为0.006%,在380~440nm波长范围内的平均透过率为27.5%,在440~500nm波长范围内的平均透过率为58.4%;在380~780nm波长范围内的平均透过率为72%。
[0028]
本发明的有益效果在于:
[0029]
本发明制备的镜片因为采用pc树脂作为基材,镜片具有良好的力学性能,抗冲击性好、强度高,并且通过含氟加硬液的硬化,解决了pc树脂耐磨性较差的问题。通过制备的耐高温防蓝光、防紫外光吸收剂,与pc树脂有良好的相容性,并可以通过注塑成型工艺加工镜片,使得制备工艺简单,产品稳定性好,成本低。通过镀膜提高了镜片的透过率,尽可能解决防蓝光镜片的色差问题。
[0030]
本发明最终制备的pc镜片,具有良好的可视性和优异的有害蓝光、紫外光防护性能,并且尽可能的保留了有益蓝光,在不同的光线条件下,都能使得眼睛免受有害蓝光与紫外光的刺激,避免眼球受损。
[0031]
本发明最终制备的pc镜片,在300~380nm波长范围的平均透过率为0.006%,实现对紫外波段的有效防护;在380~440nm波长范围内的平均透过率在27.5%左右,相较于普通防蓝光护目镜(40%)已经实现对有害蓝光的防护和显著性进步;在440~500nm波长范围内的平均透过率约为58.4%,相较于普通防蓝光镜片的全部蓝光波长范围的过滤已经实现对有益蓝光的保留;在380~780nm波长范围内的平均透过率约为72%,基本实现对可见光波长范围的光波的透过,满足视觉要求并且保证视觉颜色的保持度。
附图说明
[0032]
下面结合附图对本发明做进一步的说明:
[0033]
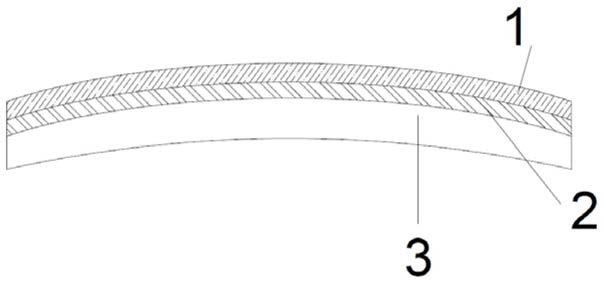
图1为本发明的结构示意图;
[0034]
图2为pc镜片镀膜前后在400~1200nm波段的光透过率的光谱图;
[0035]
图3为高强度防蓝光防紫外pc镜片的透过率光谱图;
[0036]
图1中:1:增透膜层;2:硬化膜层;3:pc镜片。
具体实施方式
[0037]
实施例1,见附图1~3,一种高强度防蓝光、防紫外的pc镜片的制备方法,以pc树脂作为基材,选用相容性好,耐高温且性能优异的蓝光吸收剂与紫外光吸收剂,通过注塑成型的加工工艺,制备了防护性能优秀,耐用性好的高强度防蓝光、防紫外的pc镜片,如附图1所示,高强度防蓝光、防紫外的pc镜片为三层结构,包括pc镜片3、硬化膜层2和增透膜层1。其具体生产工艺如下所示:
[0038]
(1)将光学级pc粒料放入干燥箱在160℃下脱水干燥10h,完全脱除水分。
[0039]
(2)将重量分数为(1.5%)的紫外光吸收剂、重量分数为(1%)的蓝光吸收剂和重量分数为(97.5%)的脱除水分的光学级pc粒料加入球磨机中以1100r/min的速度混合15min后出料得到混合料。所述紫外吸收剂为苯并三唑类、苯并三氮唑类或取代丙烯酮类中的一种或几种;所述蓝光吸收剂为二吡咯亚甲基类、二乙基氧杂碳菁碘化物或卟啉化合物中的一种或几种。
[0040]
(3)将分散均匀的混合料放入干燥箱内,在120℃下脱水干燥4h,得到干燥混合料。
[0041]
(4)将注塑机模具预热到90℃,将干燥混合料在265℃下加热至熔融,将熔融的混合料注射到模具中,注射压力为100mpa,注射时间为3s,严格控制注射温度和压力。
[0042]
(5)注塑后的镜片在50mpa的压力下,保压20s得到成型的pc镜片。
[0043]
(6)成型后的pc镜片,在80℃下放置16h以消除镜片的热应力。
[0044]
(7)将消除热应力后的pc镜片使用清洗剂清洗,在浸润脱脂剂下超声脱脂30min,最后用纯水冲洗多次,放置于80℃下烘干。
[0045]
(8)将步骤(7)中烘干的镜片使用有机硅类加硬剂浸润45s,取出镜片在70℃下烘干2min之后将烘箱温度提高至130℃,烘烤3h,在镜片表面加硬液硬化形成1.5μm的硬化膜形成树脂镜片,硬化膜作为pc镜片与镀膜处理的中间层。所述加硬剂是将含氟有机硅溶解在异丙醇与乙醇混合溶剂中后加入有机烷氧基钛酸酯螯合物所形成的加硬液。
[0046]
(9)在硬化后的镜片表面镀制sio
2-tio2增透膜,使用真空蒸发镀膜的方法,采用低折射率sio2与高折射率tio2按照折射率大小交替叠加5次,增透膜总厚度在1.5~1.8μm,最终制成高强度防蓝光、防紫外pc镜片;所述真空蒸发镀膜的方法如下:
[0047]
a、首先将带有硬化膜的pc镜片清洗后,放置在无尘镀膜恒温烤箱内,使用分子泵将真空度抽至低于3
×
10-2
帕,并将树脂镜片基底加热到90℃,使用氩粒子轰击镜片表面1.5min,提高基底镜片的表面活性。
[0048]
b、用分子泵将真空度调节到1.8
×
10-2
帕,将树脂镜片基底温度控制在100℃,调节电子枪的电流控制成膜速率,最终以0.3nm/s的速率,按照折射率高低变换,轮流镀制sio2、tio2膜层,并交替叠加5次,sio2膜层厚度为250nm,tio2膜层厚度为60nm。
[0049]
c、待镀了增透膜的树脂镜片温度自然冷却到50℃以下,取出产品,对产品再进行修边、打磨等处理得到高强度防蓝光、防紫外pc镜片成品。
[0050]
本实施例中,用于生产的高强度防蓝光、防紫外pc镜片在镀膜后,400~1200nm波段的光透过率平均提高了3%,如附图2所示。
[0051]
本实施例中,制备的高强度防蓝光、防紫外的pc镜片,在300~380nm紫外区域、380~440nm蓝光区域具有较强的吸收作用。可以看出,本镜片在300~380nm波长范围的平均透过率为0.006%,实现对紫外波段的有效防护;在380~440nm波长范围内的平均透过率在大约27.5%左右,相较于普通防蓝光护目镜(40%)已经实现对有害蓝光的防护和显著性进步;在440~500nm波长范围内的平均透过率约为58.4%,相较于普通防蓝光镜片的全部蓝光波长范围的过滤已经实现对有益蓝光的保留;在380~780nm波长范围内的平均透过率约为72%,基本实现对可见光波长范围的光波的透过,满足视觉要求并且保证视觉颜色的保持度,如附图3所示。
[0052]
上述实施例是对本发明进行的具体描述,只是对本发明进行进一步说明,不能理解为对本发明保护范围的限定,本领域的技术人员根据上述发明的内容作出一些非本质的改进和调整均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1