一种带TAP端的多路耦合器及其加工方法与流程
一种带tap端的多路耦合器及其加工方法
技术领域
[0001]
本发明属于光纤耦合器加工领域,具体涉及一种带tap端的多路耦合器及其加工方法。
背景技术:
[0002]
光纤耦合器又称分歧器,是用于实现光信号分路/合路,或用于延长光纤链路的元件,属于光被动元件领域,在电信网路、有线电视网路、用户回路系统、区域网路中都会应用到。
[0003]
目前tap型的光纤耦合器多为1分2路的形式,输出端一路为大功率信号光,作为主信号输出端,另一路为小功率信号光,作为tap端(监控端),用于对主路信号的监控作用。
[0004]
但是在实际应用中,主信号输出端不仅仅是一个端口,这个时候对于每个输出端都进行一个监控一方面会造成整体监控端功率过大,而损耗了信号端的能量,另一方面也会使得系统更加复杂。比较好的解决办法是多路信号带一路监控的方式,这种情况多为模块化的封装结构,但是同样又具有尺寸较大,占用的空间也会多,不利于小型化结构的发展趋势。
技术实现要素:
[0005]
本发明提供了一种带tap端的多路耦合器及其加工方法,该设备的使用可以解决以上现有技术的问题,缩小了带tap端光纤钢管的尺寸。
[0006]
为实现上述目的,本发明提供如下技术方案:一种带tap端的多路耦合器,包括输入光纤、输出光纤以及输入光纤和输出光纤之间的不锈钢管,所述输出光纤为多路输出光纤,其中一路为tap端;所述不锈钢管两端通过钢管封装胶进行固定;所述不锈钢管中间位置设置有基板;所述基板直径小于不锈钢管直径,基板长度短于不锈钢管的长度;所述基板两端通过设置的基板封装胶进行固定。
[0007]
优选的,所述不锈钢管和基板之间设置有圆管;所述圆管长度大于基板的长度,小于不锈钢管的长度;所述圆管两端通过圆管封装胶进行固定。
[0008]
优选的,所述钢管封装胶为硅胶。
[0009]
优选的,所述圆管为石英。
[0010]
优选的,所述基板为石英。
[0011]
一种带tap端的多路耦合器的加工方法,所述加工方法包括如下步骤:
①
多路光纤一次拉锥
②
一道封装
③
二道封装
④
终端处理
⑤
三道封装优选的,所述多路光纤一次拉锥包括使用拉锥机进行如下操作步骤:
①
将多路光纤放置在拉锥夹具上,点击预拉键,火头至拉锥位,按照氢气流量93sccm,氧气流量13sccm,火头运动长度1.5mm,延时设置值7s进行预拉锥操作,达到延时设置值后停止;
②
按照氢气流量93sccm,氧气流量13sccm,火头运动速度50mm/min,火头运动长度3mm,夹具运动速度1.5mm/min,预设拉锥长度0.24mm,预设周期结束分光比25%进行操作,达到预设拉锥长度后停止;
③
将火头复位,按照氢气流量100sccm,氧气流量15sccm,延时设置值2s进行操作,达到延时设置值后停止;
④
点击拉锥键,火头在拉锥位,按照氢气流量118sccm,氧气流量22sccm,火头运动长度4mm,延时设置值5s进行操作,达到延时设置值后停止;
⑤
按照氢气流量115sccm,氧气流量22sccm,火头运动速度50mm/min,火头运动长度4.8mm,夹具运动速度2.8mm/min,预设拉锥长度5mm进行操作,达到预设拉锥长度后停止;
⑥
按照氢气流量100sccm,氧气流量10sccm,延时设置值3s进行操作,达到延时设置值后停止;
⑦
按照氢气流量100sccm,氧气流量10sccm,火头运动速度30mm/min,火头运动长度5.1mm,夹具运动速度3mm/min进行操作,操作完成后点击停止键;
⑧
火头离位,按照按照氢气流量95sccm,氧气流量5sccm,火头运动速度20mm/min,火头运动长度3mm,夹具运动速度2mm/min,延时设置值2s进行操作,达到延时设置值后停止;
⑨
点击还原键,夹具回到原位,按照按照氢气流量90sccm,氧气流量10sccm,火头运动速度10mm/min,夹具运动速度2mm/min,预设周期起始分光比25%,预设周期结束分光比25%进行操作,达到延时设置值后结束拉锥。
[0012]
优选的,所述多路光纤一次拉锥之前还包括有清洗物料步骤。
[0013]
优选的,所述终端处理和三道封装之间还包括有中检步骤。
[0014]
优选的,所述三道封装之后还包括有温循老化、测试筛选、品质检验以及包装入库步骤。
[0015]
与现有技术相比,本发明的有益效果是:1.选用多类应用环境的光纤,适用范围更广,网络传输,水下通讯,辐照等环境均有对应的光纤制作的带tap端的多路耦合器;2.一次熔拉多路,并直接带有tap端的输出结构,此结构一次成型,本身避免了整体功率的浪费,也减少了传统实现方法中增加熔接点的风险和损耗;3.多路(带tap端)一体化钢管封装结构,无需采用盒体封装结构方式,而直接采用不锈钢管封装,封装尺寸相对于盒体大大缩小,能更适应小型化结构的趋势。
[0016]
通过以下参照附图对本公开的示例性实施例的详细描述,本公开的其它特征及其优点将会变得清楚。
附图说明
[0017]
为了更清楚地说明本公开实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据
提供的附图获得其他的附图。
[0018]
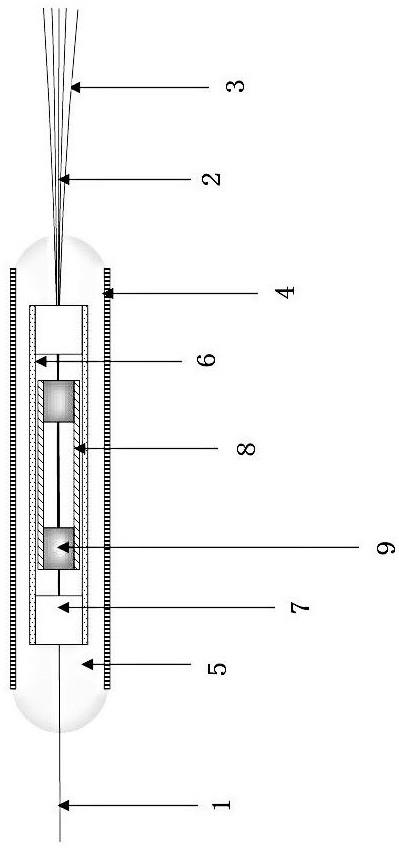
图1为本发明多路耦合器剖视图;图2为本发明多路耦合器整体图;图3为本发明现有技术整体图;图中:1、输入光纤,2、输出光纤,3、tap端,4、不锈钢管,5、钢管封装胶,6、圆管,7、圆管封装胶,8、基板,9、基板封装胶。
具体实施方式
[0019]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0020]
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
[0021]
为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
[0022]
请参阅图1-3,本发明提供一种技术方案:一种带tap端的多路耦合器,包括输入光纤1、输出光纤2以及输入光纤和输出光纤之间的不锈钢管4,所述输出光纤2为多路输出光纤,其中一路为tap端3;所述不锈钢管4两端通过钢管封装胶5进行固定;所述不锈钢管4中间位置设置有基板8;所述基板8直径小于不锈钢管4直径,基板8长度短于不锈钢管4的长度;所述基板8两端通过设置的基板封装胶9进行固定。所述不锈钢管4和基板8之间设置有圆管6;所述圆管6长度大于基板8的长度,小于不锈钢管4的长度;所述圆管6两端通过圆管封装胶7进行固定。所述钢管封装胶5为硅胶。所述圆管6为石英。所述基板8为石英。
[0023]
带tap端的多路耦合器的制作:第一,选用多种型号的光纤,不同类型的光纤应用环境及波长均不相同。首先根据应用波长不同,选择对应的光源和光纤,根据光纤芯径不同设计对应的光纤拉锥夹具,用于多根光纤的一次熔融拉锥;第二,采用氢氧混合高温火头,
一次熔拉多根光纤,每种光纤对应的拉锥参数和步骤各不相同,比起常规多路耦合器的制作,没有多余尾纤的损失,特别是带有tap端输出结构的耦合器,除去不可避免的熔锥时候少量损耗,不会有多余的能量损失,输出总功率理论上接近输入总功率。拉锥机的整体拉锥参数步骤比常规拉制参数步骤多4-5步,每个时间段的氢氧流量和拉锥速度控制更为精细。第三,多路光纤(带tap端)拉锥完成整体尺寸远小于盒式尺寸,所以在封装的时候直接采用不锈钢管封装,结构小巧,并且没有因为熔接点而造成链路能量的损耗,适应多种设备系统结构内的安装和维护。
[0024]
带tap端的多路耦合器的加工方法包括如下加工步骤:1.清洗物料将不锈钢管、圆管和基板放入酒精比丙酮为4:1的清洗溶液中浸没,将装有以上待清洗物料和清洗溶液的容器放入超声波清洗机中进行清洗,清洗30-45分钟后结束。将不锈钢管、圆管和基板取出,静置2小时并吹干溶液,放置在显微镜或放大镜下观察清洗效果后放入物料袋备用。
[0025]
2.多路光纤一次拉锥打开拉锥机、氢气和氧气开关及真空泵,对拉锥机进行光功率校准,并通过多次切割光纤的方法将切好的裸纤适配器插入标准光功率计进行测量,对加工所需要的波长进行分别校准,直到光功率最大,且源功率大于等于10uw。选择1550nm波长检查适配器,将主光纤尾端剥去20-30mm左右的裸纤并清洁干净,再将其穿入裸纤适配器并切断,插入拉锥机。擦拭光纤,并对其进行弯曲检查。弯曲度检查完毕后,调整光纤位置,并按照预定步骤设置拉锥机进行拉锥:
①
将多路光纤放置在拉锥夹具上,点击预拉键,火头至拉锥位,按照氢气流量93sccm,氧气流量13sccm,火头运动长度1.5mm,延时设置值7s进行预拉锥操作,达到延时设置值后停止;
②
按照氢气流量93sccm,氧气流量13sccm,火头运动速度50mm/min,火头运动长度3mm,夹具运动速度1.5mm/min,预设拉锥长度0.24mm,预设周期结束分光比25%进行操作,达到预设拉锥长度后停止;
③
将火头复位,按照氢气流量100sccm,氧气流量15sccm,延时设置值2s进行操作,达到延时设置值后停止;
④
点击拉锥键,火头在拉锥位,按照氢气流量118sccm,氧气流量22sccm,火头运动长度4mm,延时设置值5s进行操作,达到延时设置值后停止;
⑤
按照氢气流量115sccm,氧气流量22sccm,火头运动速度50mm/min,火头运动长度4.8mm,夹具运动速度2.8mm/min,预设拉锥长度5mm进行操作,达到预设拉锥长度后停止;
⑥
按照氢气流量100sccm,氧气流量10sccm,延时设置值3s进行操作,达到延时设置值后停止;
⑦
按照氢气流量100sccm,氧气流量10sccm,火头运动速度30mm/min,火头运动长度5.1mm,夹具运动速度3mm/min进行操作,操作完成后点击停止键;
⑧
火头离位,按照按照氢气流量95sccm,氧气流量5sccm,火头运动速度20mm/min,火头运动长度3mm,夹具运动速度2mm/min,延时设置值2s进行操作,达到延时设置值后停止;
⑨
点击还原键,夹具回到原位,按照按照氢气流量90sccm,氧气流量10sccm,火头运动速度10mm/min,夹具运动速度2mm/min,预设周期起始分光比25%,预设周期结束分光比25%进行操作,达到延时设置值后结束拉锥。
[0026]
3.一道封装对封装台进行温度校正,测量温度在115
±
5℃度为合格。将基板放入偶联剂中进行二次清洗,烘干残液后进行一道封装操作,使光纤熔锥部分处于石英基板槽正里边,并检查拉锥部分是否处于石英基板槽的中心部位,如不在中心部位,则需调整封装台。当显示实际温
度达到设定值后,用小针头或牙签取少量一道封装胶,点在基板两端边缘。尾纤标色,对输入端标记黑色或红色,输出端标记蓝色,截断多余的主光纤,并将光纤擦拭干净后穿入圆管,直到套入基板,等待进入下一步骤。
[0027]
4.二道封装打开封装台,预热并校正其温度范围,85℃加热台的温度为85
±
3℃,100℃注胶台的温度为100
±
5℃,检查一道封装后穿入圆管的光纤,先点底部胶,拉出基板(留1~2mm在圆管中),在圆管外基板底部轻涂适量的底部胶,将圆管拉离至基板中部,轻拉光纤使基板退、进2~3mm以保证基板的底部都有胶,最后将基板居中,然后在圆管两端注入圆管封装胶,将封装好的产品放置在85
±
2℃烤箱烘烤30分钟5.终端处理打开烧球机并校准,将二道封装后的光纤固定后剪掉多余的光纤,将光纤进行烧球操作,烧球后在球体上点胶,使其包住球体,将适配器放入100
±
3℃烤箱中烘烤2h,取出冷却后进行系统回损测试。
[0028]
6.中检将光纤适配器进行半成品测试,要求rl/dl≥指标+5db内控(sm)。
[0029]
7.三道封装将中检后的半成品穿入不锈钢管中,使用针筒在不锈钢管两端注入钢管封装胶,选择合适的三道封装模具(要求已清洁)。将玻璃管轻轻拉离钢管,在玻璃管外壁从输入端至输出端均匀涂满,使用灌胶工艺将胶从上持续灌入到钢管中(中间不能有间隙,并尽量保持胶露出钢管上端口面,以免出现空胶而产生气泡),当从下端口看到所有产品有胶流出钢管口下端时就停止加胶,并让上端口胶流空至管口距离约1~2mm(已流出的胶需及时擦掉)。将产品的输出端流下的多余的胶用除胶棒除去,平放在钢盘中放入85
±
3℃烤箱中烘烤45分钟(
±
5分钟)。将产品放入真空干燥箱内,抽真空并保持5-10分钟后取出产品。将产品竖直放进85
±
3℃烤箱烤30分钟。
[0030]
8.温循老化将产品放置在循环箱内进行循环试验,产品需要在-40~+85℃的循环箱中循环48小时。
[0031]
9.测试筛选将测试光功率进行校正,要求系统pdl≤0.03db,进行熔接损耗的测试,要求最大单次熔接损耗不能大于0.05db,将产品进行pdl、il测试,测试耦合器的高温和低温特性,进行rl高低温测试。然后进行回损方向的测试,使用sled或ase光源进行测试回损方向,单模smf-28e光纤的系统回损要求大于67db,980光纤的系统回损要求大于57db。
[0032]
10.品质检验对产品进行品质检验,包括标色检查、清洁及外观检查、裁纤、绕纤等操作。
[0033]
11.包装入库将产品放入吸塑盒内,盖上海绵垫,并放入data sheet,贴上吸塑盒标签,对包装进行检查完整后,放入仓库。
[0034]
实施例:以下列举多种可加工带tap端的多路耦合器光纤及其对应的光源波长:序号光源光纤
11310nmsmf-28e,cs1011b,si1012a,21550nmsmf-28e,hi1060flex,cs1011b,si1012a,3980nmhi1060,hi1060flex,ofs980-164850nm780-hp,cs850,cs780以上光纤加工而成的带tap端的多路耦合器较常规多路耦合器相比:
序号项目对比本发明常规多路tap耦合器1尺寸ф3.0*54mm圆形不锈钢管封装100*80*10mmabs盒子封装,甚至更大2结构一次熔拉多根光纤,结构紧凑小巧,无熔接点由多支1*2耦合器单元拼接,内有多个熔接点,结构松散3性能固有附加损耗小,偏振相关损耗小,性能稳定(其最大特点就是取原本在制作过程中浪费的端口光能量转换为tap端能量)每个拼接单元都有损耗,熔接点也有损耗,整体损耗大,偏振相关损耗大。tap端光能量从信号端分支出来,造成了信号端光能量变小。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1