一种网版的制版方法及制备的网版与流程
1.本发明涉及网版的制版方法,还涉及一种采用上述制版方法制得的网版。
背景技术:
2.随着现代消费电子产品的更新换代越来越快,手机、电脑及很多智能终端更换频率及需求量越来越多,在手机、电脑及很多智能终端上必不可少的交互式面板(玻璃、复合板材面板)生产量也越来越大,在生产此种交互式面板的里面有一项主要的工序就是丝印装饰的边框和丝印功能油墨了,然而市面上目前丝印油墨所采用的网版基本上采用普通的曝光技术,此种曝光技术在曝光时容易在感光胶表面产生一定的氧阻聚,导致感光胶的耐磨性不佳,使得寿命不高(一般印刷3000次就需要更换新网版);现有技术是采用抽真空的方式进行曝光,真空度一般在
‑
0.75mpa。由于抽真空时,纱网附近依然有氧气存在,网框固定区及网版附近会存在空气,无法抽走曝光,会存在氧阻聚。
3.而且普通曝光技术一般采用uv卤素灯管曝光,此种光源为斜射光源,此种方案很容易造成菲林边缘曝光时产生图案变大变小〔公差较大(
±
0.1mm)〕及不同程度的锯齿。
4.普通曝光制版的工艺方法,包括以下步骤:1、丝网的选择,可分为蚕丝、尼龙、聚酯、不锈钢等,其中尼龙丝网为市面上使用最普遍的丝网种。2、网框的选择:按材质分网框一般有木框、铝框、铁框、塑料框、不锈钢框和铜框六种。3、拉网:将选取合适的丝网均匀的拉制在选定的网框中,从而形成网版。4、洗网:采用专用的化学药品进行洗网,可以去除网版上的污渍,利于感光胶的粘附。5、涂布:利用刮斗将感光胶均匀涂在丝网上,先涂印刷面(丝网的凸面),后涂油墨面(丝网的凹面),一般每边涂布三遍。然后将网干燥,此过程为第一次。如果要求厚网版,那么可分多次涂刷,即第一次涂胶后,立即放入30
‑
40℃的烘箱中烘干,取出丝网再次涂胶,此次操作为第二次涂布。6、干燥:丝印感光胶涂刷完后,先静置1
‑
2分钟,然后把丝网放进40℃左右的烘箱中烘干,干燥后取出放在暗框中待用。7、一次曝光:首先将菲林借助放大镜对好丝网的经纬,线条要与丝网丝平行垂直。然后将校好位的网放入曝光机,调好时间,待吸至真空后,打开曝光机开关完成第一次曝光。8、二次曝光;然后将网版放入曝光机,调好时间,待吸至真空后,打开曝光机开关完成第二次曝光。9、显影:从曝光机取下丝网,去掉底片,先用温的无压力水(温冷水20
‑
30℃)湿润丝网两面,大约湿润30
‑
60秒后,再用高压水枪彻底冲洗,直至图像显出,然后用吸水布吸干四周多余水份,再将丝网放进30
‑
40℃烘箱中烘干。10、检查封装:丝网烘干后,再仔细检查所制网版是否符合生产加工要求,如果达标立即做好封网工作,以使生产人员待用。
5.可见,现有曝光机的曝光灯管和待曝光网版之间为空气,由于空气的存在,产生氧阻聚固化效应,导致网版上的感光浆曝光后,在使用过程中,容易磨损,使用寿命平均在3000次以内。
6.交互式面板:即应用在交互面界面上的面板。交互界面是人和计算机进行信息交换的通道,用户通过交互界面向计算机输入信息、进行操作,计算机则通过交互界面向用户提供信息,以供阅读、分析和判断。
7.丝印:丝印是“丝网印刷”的简称。丝网印刷是将丝织物、合成纤维织物或金属丝网绷在网框上,采用手工刻漆膜或光化学制版的方法制作丝网印版。现代丝网印刷技术,则是利用感光材料通过照相制版的方法制作丝网印版(使丝网印版上图文部分的丝网孔为通孔,而非图文部分的丝网孔被堵住)。
技术实现要素:
8.本发明提供了一种网版的制版方法,以解决现有技术中网版的使用寿命不够长、精确度不够高造成的图案变大变小及不同程度的锯齿等的技术问题。
9.根据本发明的一个方面,提供一种采用以上制版方法制备的网版,使用寿命长,精确度高,图案清晰均匀。
10.本发明之网版的制版方法,选择平行光源曝光,并且在曝光之前往曝光空间内通入氮气或惰性气体置换曝光空间内的空气,然后开始曝光,并持续充氮气或惰性气体。
11.具体包括以下步骤:
12.步骤一:选择平行光源曝光机;
13.进一步,平行光源的平行度控制为≤0.01
°
。
14.进一步,平行光源曝光机光源采用节能型的uv光源。光源中心波长为365~370nm(现有普通uv光源中心波长为254nm)。
15.进一步,平行光源光强强度为uva:60~70mw/cm2,uvb:0mw/cm2,uvc:10~20mw/cm2;
16.uvv:550~570mw/cm2。
17.普通uv光强强度为uva:120~130mw/cm2,uvb:120~130mw/cm2,uvc:30~40mw/cm2;
18.uvv:110~120mw/cm2。
19.由于目前使用的有效固化波长为uvv,所以在相同能量条件下,目前节能型uv光源能够减少曝光时间,例如:uvv固化能量为2000mj/cm2;采用普通uv光源需要17s;采用节能型光源仅需要4s。
20.进一步,优选采用海目星整体曝光机台。优选曝光机的曝光空间连接氮气或惰性气体进气管和氮气或惰性气体出气管。
21.进一步,为了方便进气管和出气罐拆、装,可将氮气或惰性气体进气管和出气管的管径采用5mm硬塑管,硬塑管与机台连接处采用回形接头密封。
22.步骤二:将绷好网的网框,网布正面涂布感光胶(优选正面感光胶的厚度为10~12μm);然后将正面涂布感光胶的网框进行预热烘烤(优选烘烤温度为60~80℃,烘烤时间为20~40分钟;进一步优选于70℃烘烤30分钟);然后在网布背面涂布感光胶(优选背面感光胶的厚度为10~12μm);将背面涂布感光胶的网框进行预热烘烤(优选烘烤温度为60~80℃,烘烤时间为20~40分钟;进一步优选于70℃烘烤30分钟),得双面涂布感光胶的网框;
23.进一步,所述感光胶为重氮感光胶。
24.进一步,步骤二中,确保烘烤后感光胶在丝网正面和背面的厚度均为5~7μm。控制感光胶为合适的厚度,是为了兼顾使用寿命和图案精确度。感光胶太厚,会导致印刷膜偏厚,图案容易产生锯齿;如果感光胶太薄,会导致使用寿命降低。
25.步骤三:将玻璃光罩(即需要曝光用的菲林)放在曝光机的曝光架(曝光架可升降)上;
26.步骤四:将步骤二所得双面涂布感光胶的网框放入曝光机的曝光台面和玻璃光罩之间并固定(优选采用曝光台面上的固定螺丝固定网版位置),放下曝光架并固定曝光架与网版之间的距离,使得玻璃光罩和网版之间的距离控制为0.5~1mm。控制玻璃光罩和网版之间合适的距离,够防止感光胶与光罩粘住,且能够很好的控制平行光源在照射的偏差。
27.步骤五:将曝光台面按照机台的平行轨道推入曝光机的平行光源下方(优选正下方);关上曝光台面的曝光空间并密封;
28.将曝光台面按照机台的平行轨道推入曝光机的平行光源下方,能有效保证每次曝光的位置和高度能够一致。
29.进一步,步骤五中,优选采用密封胶带密封曝光空间。
30.进一步,步骤五中,优选曝光灯源与菲林距离为15
±
0.5cm。菲林是指光罩,控制曝光灯源与菲林距离为15cm
±
0.5cm,主要根据实际曝光效果做微调,控制距离的优势在于,节省空间,且在光源该位置产品质量较稳定。
31.步骤六:往曝光台面的曝光空间内通入氮气或惰性气体,置换曝光空间内的空气,然后开始曝光,并持续充氮气或惰性气体和排气;
32.充氮气或惰性气体曝光,使得网版曝光时表面无氧气接触,只与氮气或惰性气体接触;减少曝光氧阻聚。
33.进一步,步骤六中,氮气或惰性气体流速为1~3m/s,置换时间为3min以上。氮气或惰性气体流速过快的话,对提升效果没有帮助,氮气或惰性气体用量太大造成浪费、成本提高,氮气或惰性气体流速过慢对曝光过程中氧气的置换效果降低,同样不利于降低成本。
34.进一步,步骤六中,曝光的功率是200~250mw/cm2;时间为30~40s。控制曝光的功率和时间可以有效确定曝光能量,提升曝光效果。
35.步骤七:曝光完成后,关闭充氮气或惰性气体和排气装置,揭开密封胶带,打开曝光空间;
36.步骤八:取出曝光完成的网版(并取下玻璃光罩保存好);冲洗干净网版上的曝光区和未曝光区;
37.进一步,本步骤中,被菲林遮挡未曝光的地方需要清洗干净。清洗完成后,对光检查,是否完全冲洗干净,有些未清洗到位的地方,补冲洗10秒以上。
38.进一步,步骤八中,冲洗网版上的曝光区采用压力水枪冲洗;优选水压为2
±
0.1kgf。水压过大会容易将感光胶曝光区边缘冲出缺口,水压过小则冲洗不干净。
39.进一步,步骤八中,冲洗网版上的曝光区,平均每个点位冲洗时间控制在20s以上(20~22s为佳)。
40.步骤九:将冲洗完成的网版取出,吹干;然后烘烤;即得网版。
41.进一步,吹干优选采用吹风机,吹干时间控制在≥10s/每个区域。更优选采用吹风机的常温风吹干。
42.进一步,步骤九中,优选烘烤温度为60~80℃,烘烤时间为20~40分钟;进一步优选于70℃烘烤30分钟。
43.进一步,取出制作完成的网版,采用保护膜封装后,存放在网版架上,待用。
44.本发明还包括采用所述制备方法所制得的网版。
45.现有技术采用抽真空的方式曝光,由于抽真空时,网框固定区及网版附近会存在空气无法抽走,曝光时,会存在氧阻聚现象而影响曝光效果。
46.本发明中通过氮气或惰性气体置换氧气的方式,可以将网纱附近的氧气完全置换。利用氮气或惰性气体置换空气,达到减少uv固化氧阻聚的发生;采用平行光源曝光,能提高网版精度;本发明可以改善所得网版的使用寿命和精确度。
47.本发明主要应用在针对丝印精度要求比较高(特别是精度
±
0.01mm甚至是精度
±
0.001mm)及使用寿命要求比较长(特别是使用寿命10000次以上)的丝印网版;本发明所制得网版,由于其优异的曝光效果和比较长的使用寿命,使得单次生产印刷成本大幅度降低,网版图案重现性得到提高,并且印刷边缘效果非常锐利(边缘锯齿控制在
±
0.001mm以内)。
48.采用本发明制得的网版,能解决感光胶表面固化不彻底的现象,能有效减少氧阻聚,将感光胶表面的固化提升至可以使用10000次以上。现有光源采用斜射曝光会造成制作的网版图案有
±
0.02mm的尺寸公差;本发明结合平行光源曝光及制作工艺,精准控制边缘锯齿效果;使得图案精确度达到
±
0.001mm;印刷边缘锯齿效果减少。
49.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将对本发明作进一步详细的说明。
具体实施方式
50.以下对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
51.实施例1
52.本实施例之网版的制版方法,具体包括以下步骤:
53.步骤一:选择平行光源曝光机;
54.平行光源的平行度控制为≤0.01
°
。
55.平行光源曝光机光源采用节能型的uv光源。光源中心波长为365nm。
56.平行光源光强强度为uva:60mw/cm2,uvb:0mw/cm2,uvc:10mw/cm2;uvv:550mw/cm2。
57.采用海目星整体曝光机台。曝光机的曝光空间连接氮气进气管和氮气出气管。
58.为了方便进气管和出气罐拆、装,将氮气进气管和出气管的管径采用5mm硬塑管,硬塑管与机台连接处采用回形接头密封。
59.步骤二:将绷好网的网框,网布正面涂布感光胶厚10~12μm;然后将正面涂布感光胶的网框放入烤箱进行于70℃预热烘烤30分钟;然后在网布背面涂布感光胶厚10~12μm;将背面涂布感光胶的网框放入烤箱于70℃进行预热烘烤30分钟,得双面涂布感光胶的网框;
60.所述感光胶为重氮感光胶。
61.步骤二中,确保烘烤后感光胶在丝网正面和背面的厚度均为5~7μm。
62.步骤三:将玻璃光罩(即需要曝光用的菲林)放在曝光机的曝光架(曝光架可升降)上;
63.步骤四:将步骤二所得双面涂布感光胶的网框放入曝光机的曝光台面和玻璃光罩之间并采用曝光台面上的固定螺丝固定网版位置,放下曝光架并固定曝光架与网版之间的
距离,使得玻璃光罩和网版之间的距离控制为0.5~1mm;
64.步骤五:将曝光台面按照机台的平行轨道推入曝光机的平行光源正下方;关上曝光台面的曝光空间并密封;
65.步骤五中,采用密封胶带密封曝光空间。
66.步骤五中,曝光灯源与菲林距离为15cm。
67.步骤六:往曝光台面的曝光空间内通入氮气,置换曝光空间内的空气,然后开始曝光,并持续充氮气和排气;
68.充氮气曝光,使得网版曝光时表面无氧气接触,只与氮气接触;减少曝光氧阻聚。
69.步骤六中,氮气流速为1m/s,置换时间为3min。
70.步骤六中,曝光200mw/cm2;30s。
71.步骤七:曝光完成后,关闭充氮气和排气装置,揭开密封胶带,打开曝光空间;
72.步骤八:取出曝光完成的网版(并取下玻璃光罩保存好);冲洗干净网版上的曝光区和未曝光区;
73.本步骤中,被菲林遮挡未曝光的地方需要清洗干净。清洗完成后,对光检查,是否完全冲洗干净,有些未清洗到位的地方,补冲洗10秒。
74.步骤八中,冲洗网版上的曝光区采用2kgf压力水枪冲洗。
75.步骤八中,冲洗网版上的曝光区,平均每个点位冲洗时间控制在20s。
76.步骤九:将冲洗完成的网版取出,用吹风机常温风吹干;然后烘烤;即得网版。
77.吹干时间控制在≥10s/每个区域。
78.步骤九中,于70℃烘烤30分钟。
79.取出制作完成的网版,采用保护膜封装后,存放在网版架上,待用。
80.实施例2
81.本实施例之网版的制版方法,具体包括以下步骤:
82.步骤一:选择平行光源曝光机;
83.平行光源的平行度控制为≤0.01
°
。
84.平行光源曝光机光源采用节能型的uv光源。光源中心波长为365nm。
85.平行光源光强强度为uva:70mw/cm2,uvb:0mw/cm2,uvc:20mw/cm2;uvv:570mw/cm2。
86.采用海目星整体曝光机台。曝光机的曝光空间连接氮气进气管和氮气出气管。
87.为了方便进气管和出气罐拆、装,将氮气进气管和出气管的管径采用5mm硬塑管,硬塑管与机台连接处采用回形接头密封。
88.步骤二:将绷好网的网框,网布正面涂布感光胶厚度为10~12μm;然后将正面涂布感光胶的网框放入烤箱于70℃进行预热烘烤30分钟;然后在网布背面涂布感光胶厚度为10~12μm;将背面涂布感光胶的网框放入烤箱于70℃进行预热烘烤30分钟,得双面涂布感光胶的网框;
89.所述感光胶为重氮感光胶。
90.步骤二中,确保烘烤后感光胶在丝网正面和背面的厚度均为5~7μm。
91.步骤三:将玻璃光罩(即需要曝光用的菲林)放在曝光机的曝光架(曝光架可升降)上;
92.步骤四:将步骤二所得双面涂布感光胶的网框放入曝光机的曝光台面和玻璃光罩
之间并固定,放下曝光架并固定曝光架与网版之间的距离,使得玻璃光罩和网版之间的距离控制为0.5~1mm;
93.步骤五:将曝光台面按照机台的平行轨道推入曝光机的平行光源正下方;关上曝光台面的曝光空间并密封;
94.步骤五中,采用密封胶带密封曝光空间。
95.步骤五中,曝光灯源与菲林距离为15cm。
96.步骤六:往曝光台面的曝光空间内通入氮气,置换曝光空间内的空气,然后开始曝光,并持续充氮气和排气;
97.充氮气曝光,使得网版曝光时表面无氧气接触,只与氮气接触;减少曝光氧阻聚。
98.步骤六中,氮气流速为3m/s,置换时间为4min。
99.步骤六中,曝光250mw/cm2;40s。
100.步骤七:曝光完成后,关闭充氮气和排气装置,揭开密封胶带,打开曝光空间;
101.步骤八:取出曝光完成的网版(并取下玻璃光罩保存好);冲洗干净网版上的曝光区和未曝光区;
102.本步骤中,被菲林遮挡未曝光的地方需要清洗干净。清洗完成后,对光检查,是否完全冲洗干净,有些未清洗到位的地方,补冲洗10秒。
103.步骤八中,冲洗网版上的曝光区采用压力2kgf水枪冲洗。
104.步骤八中,冲洗网版上的曝光区,平均每个点位冲洗时间控制在20s。
105.步骤九:将冲洗完成的网版取出,用吹风机常温风吹干;然后于70℃烘烤30分钟;即得网版。
106.吹干时间控制在≥10s/每个区域。
107.步骤九中,优选烘烤温度为60~80℃,烘烤时间为20~40分钟。
108.取出制作完成的网版,采用保护膜封装后,存放在网版架上,待用。
109.实施例3
110.本实施例之网版的制版方法,具体包括以下步骤:
111.步骤一:选择平行光源曝光机;
112.平行光源的平行度控制为≤0.01
°
。
113.平行光源曝光机光源采用节能型的uv光源。光源中心波长为365nm。
114.平行光源光强强度为uva:65mw/cm2,uvb:0mw/cm2,uvc:15mw/cm2;uvv:560mw/cm2。
115.采用海目星整体曝光机台。曝光机的曝光空间连接氮气进气管和氮气出气管。
116.为了方便进气管和出气罐拆、装,将氮气进气管和出气管的管径采用5mm硬塑管,硬塑管与机台连接处采用回形接头密封。
117.步骤二:将绷好网的网框,网布正面涂布感光胶厚度为10~12μm;然后将正面涂布感光胶的网框放入烤箱于60℃进行预热烘烤40分钟;然后在网布背面涂布感光胶厚度为10~12μm;将背面涂布感光胶的网框放入烤箱于60℃进行预热烘烤40分钟,得双面涂布感光胶的网框;
118.所述感光胶为重氮感光胶。
119.步骤二中,确保烘烤后感光胶在丝网正面和背面的厚度均为5~7μm。
120.步骤三:将玻璃光罩(即需要曝光用的菲林)放在曝光机的曝光架(曝光架可升降)
上;
121.步骤四:将步骤二所得双面涂布感光胶的网框放入曝光机的曝光台面和玻璃光罩之间并固定(优选采用曝光台面上的固定螺丝固定网版位置),放下曝光架并固定曝光架与网版之间的距离,使得玻璃光罩和网版之间的距离控制为0.5~1mm;
122.步骤五:将曝光台面按照机台的平行轨道推入曝光机的平行光源正下方;关上曝光台面的曝光空间并密封;
123.步骤五中,采用密封胶带密封曝光空间。
124.步骤五中,曝光灯源与菲林距离为15cm。
125.步骤六:往曝光台面的曝光空间内通入氮气,置换曝光空间内的空气,然后开始曝光,并持续充氮气和排气;
126.充氮气曝光,使得网版曝光时表面无氧气接触,只与氮气接触;减少曝光氧阻聚。
127.步骤六中,氮气流速为2m/s,置换时间为5min。
128.步骤六中,曝光220mw/cm2;40s。
129.步骤七:曝光完成后,关闭充氮气和排气装置,揭开密封胶带,打开曝光空间;
130.步骤八:取出曝光完成的网版(并取下玻璃光罩保存好);冲洗干净网版上的曝光区和未曝光区;
131.本步骤中,被菲林遮挡未曝光的地方需要清洗干净。清洗完成后,对光检查,是否完全冲洗干净,有些未清洗到位的地方,补冲洗10秒。
132.步骤八中,冲洗网版上的曝光区采用压力2kgf水枪冲洗。
133.步骤八中,冲洗网版上的曝光区,平均每个点位冲洗时间控制在20s。
134.步骤九:将冲洗完成的网版取出,用吹风机常温风吹干;然后于80℃烘烤20分钟;即得网版。
135.吹干时间控制在≥10s/每个区域。
136.取出制作完成的网版,采用保护膜封装后,存放在网版架上,待用。
137.实施例4
138.除步骤六采用氩气曝光代替氮气曝光外,其他条件与实施例1相同。
139.对比例1
140.除步骤六采用真空条件曝光代替氮气曝光外,其他条件与实施例1相同。
141.对比例2
142.除步骤一采用普通uv光曝光外,其他条件与工艺与实施例1相同,普通uv光强强强度为uva:120mw/cm2,uvb:120mw/cm2,uvc:30mw/cm2;uvv:110mw/cm2。
143.对比例3
144.除步骤一采用普通uv光曝光、步骤六采用真空条件曝光代替氮气曝光外,其他条件与实施例1相同。
145.普通uv光强强强度为uva:120mw/cm2,uvb:120mw/cm2,uvc:30mw/cm2;uvv:110mw/cm2。
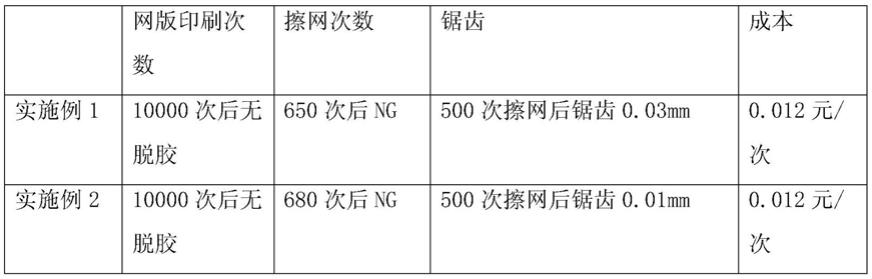
146.对实施例1~3及对比例1~3所得网版进行性能检测。检测所得结果如表1所示。
147.锯齿的合格检测标准:印刷突出部分或缺失部分小于等于0.05mm,等于0.05mm的只能有一个,或小于0.05mm的可以允许两个,为合格(ok),超出范围为不合格(ng)。
148.表1实施例1~3及对比例1~3所得网版进行性能检测结果
[0149][0150][0151]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1