一种基于多焦点可控的动态激光并行加工的方法与流程
1.本发明属于多焦点可控的动态激光并行加工技术领域,特别是涉及一种基于多焦点可控的动态激光并行加工的方法。
背景技术:
2.飞秒激光具有能量密度高、高相干性、方向性好等优点。因此飞秒激光在微纳加工、医学、科研等领域具有广泛应用。随着飞秒激光技术的发展,飞秒激光直写技术越来越成为微纳加工领域的热门研究技术之一。与传统的掩模光刻和电子束刻蚀等微纳加工技术相比,飞秒激光直写技术具有无掩模、无需接触、灵活快速和高精度的三维加工能力的优势。
3.然而,飞秒激光直写技术在实际应用中往往采用单光束加工的方法,该方法的低吞吐量和低效率限制了其实际批量应用。为了提高加工效率,通常采用光学元件产生光斑阵列进行并行加工,比如采用微透镜阵列将激光分束进行加工或者采用光栅等衍射元件将一束光分成多束光进行多焦点并行加工。微透镜阵列可以使入射光聚焦成多个光斑,光栅可以将入射光衍射出多个级次的光斑,但微透镜阵列和光栅产生的阵列光斑的强度都不均匀。
4.利用空间光调制器调控入射光场进行微纳加工。其中空间光调制器加载计算全息相位图可以调制入射光场,可以将飞秒激光聚焦到多个焦点,实现任意多焦点阵列和图案的加工,从而大大提高加工速度、效率及灵活性。相应的全息相位图可以利用二维傅里叶变换迭代算法得到,如gerchberg
‑
saxton(gs)算法、weightedgerchberg
‑
saxton(wgs)算法等。这些迭代算法需要多次迭代长时间计算,计算过程中甚至得不到唯一解,而且在实际的高数值孔径聚焦下均匀度不高,无法实现对焦场的精准调控。
技术实现要素:
5.为了克服上述问题,本发明提供了一种基于多焦点可控的动态激光并行加工的方法。
6.本发明所采用的技术方案是:
7.一种基于多焦点可控的动态激光并行加工的方法,使用复振幅编码的方法生成多幅多焦点相位图,使用空间光调制器动态加载计算出的多幅相位图,实现多焦点可控的动态移动;利用飞秒激光微纳加工系统结合空间光调制器进行多焦点可控的动态激光并行加工;
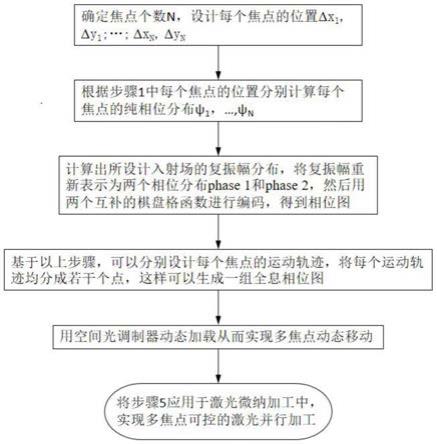
8.具体步骤如下:
9.步骤1:确定焦点个数n,设计每个焦点的位置δx1,δy1;
…
;δx
n
,δy
n
;
10.步骤2:分别计算每个焦点的纯相位分布ψ1,
…
,ψ
n
;
11.步骤3:计算出所设计入射场的复振幅分布,将复振幅重新表示为两个相位分布phase1和phase2,然后用两个互补的棋盘格函数进行编码,得到相位图;
12.步骤4:基于步骤1、2、3,可以分别设计每个焦点的运动轨迹,将每个运动轨迹均分成若干个点,这样可以生成一组全息相位图;
13.步骤5:用空间光调制器动态加载从而实现多焦点动态移动;
14.步骤6:将步骤5应用于飞秒激光微纳加工系统中,实现多焦点可控的激光并行加工。
15.进一步:所述的步骤2中每个焦点的纯相位分布的计算公式为:
[0016][0017]
其中,λ:是波长;r:是孔径半径;n
t
:是物镜浸没介质的折射率;x0,y0:是物镜后焦面的位置坐标;δx,δy:是在焦平面的x、y方向上,与无相位调制的物镜原焦斑相比的相对位移分量。
[0018]
进一步:所述的步骤3中计算入射场的复振幅分布的公式为:
[0019][0020]
其中,n:为焦点的顺序数,取整数;n:为可控焦点数量,取整数;i:为虚数单位;m:为拓扑荷数,这里令m=0;
[0021]
上式可以重写为两个等振幅纯相位函数的叠加,即
[0022][0023]
其中,b=a
max
/2是一个常数,a
max
是振幅a(x,y)的最大值对于空间分布相位函数,振幅和相位的关系为和
[0024]
进一步:所述的步骤3中用两个互补的棋盘格函数进行编码,在奈奎斯特极限下,互补二维二进制光栅(棋盘图)的透射率函数保持不变;
[0025]
二维棋盘图案可以用以下表达式来描述:
[0026][0027][0028]
公式中,sinc(ξ)≡sin(πξ)/(πξ)表示辐角ξ的sinc函数,p是二维二进制光栅的周期,m1和m2表示其衍射级次。
[0029]
进一步:所述的步骤6中在飞秒激光微纳加工系统中使用空间光调制器动态加载多幅相位图,将入射光调制成可控的动态多焦点,实现多焦点动态微纳加工。
[0030]
本发明的优点如下:
[0031]
1、这种多焦点动态并行微纳加工方法只需slm动态加载相位图进行加工,无需使用位移台和振镜等精密仪器,可以省去大量繁琐步骤,并且可以同时加工不同结构,大大提
高了加工的灵活性和加工效率;
[0032]
2、提高多焦点微纳加工的精确度。
附图说明
[0033]
图1为本发明所述一种基于多焦点可控的动态激光并行加工的方法的流程图;
[0034]
图2为本发明所述一种基于多焦点可控的动态激光并行加工的方法的多焦点相位图及所对应的ccd图像((a)
‑
(d)相位图,(e)
‑
(h)ccd图像(虚线表示运动轨迹,箭头表示运动方向));
[0035]
图3为本发明所述一种基于多焦点可控的动态激光并行加工的方法的动态加工的sem结果图(a)四个焦点动态加工的sem结果图,(b)三角形结构sem结果图)。
具体实施方式
[0036]
下面对本发明作进一步的说明,但本发明并不局限于这些内容。
[0037]
实施例
[0038]
如图1所示,本发明提供一种基于多焦点可控的动态激光并行加工的方法,具体步骤如下:
[0039]
步骤1:确定焦点个数n,设计每个焦点的位置δx1,δy1;
…
;δx
n
,δy
n
;
[0040]
步骤2:分别计算每个焦点的纯相位分布ψ1,
…
,ψ
n
;
[0041]
步骤3:计算出所设计入射场的复振幅分布,将复振幅重新表示为两个相位分布phase1和phase2,然后用两个互补的棋盘格函数进行编码,得到相位图;
[0042]
步骤4:基于以上步骤,可以分别设计每个焦点的运动轨迹,将每个运动轨迹均分成若干个点,这样可以生成一组全息相位图;
[0043]
步骤5:用空间光调制器动态加载从而实现多焦点动态移动;
[0044]
步骤6:将步骤5应用于激光微纳加工中,实现多焦点可控的激光并行加工。
[0045]
设计了4个点分别沿不同轨迹运动的情况,并快速生成了400幅相位图。用空间光调制器的程序以10hz的频率动态加载图计算出的400幅相位图,完成一个周期需要40s。图2(e)
‑
(h)是分别在时间为t=0s、10s、20s、30s(t=0s为加载第一幅相位图时;t=10s为加载第101幅相位图时;t=20s为加载第201幅相位图;t=30s为加载第301幅相位图。)时ccd中光斑图像。图2(a)
‑
(d)是图2(e)
‑
(h)所对应的相位图。由图2可以清楚的看出通过以上公式计算出若干幅相位图,使用空间光调制器动态加载相位图,可以使四个焦点分别沿着不同的轨迹运动。
[0046]
动态加载不同路径的全息相位图加工的结构的扫描电子显微镜结果图如图3所示。图3(a)为四个焦点动态加工的不同形状的sem图。计算相位图时,正方形的边长、圆的直径和三角形的边长为8um。加工时,用slm以20hz的频率动态加载相位图进行加工。加工出的尺寸与设计尺寸基本一致,符合预期。
[0047]
指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1