一种异形护套加工装置的制作方法
1.本发明属于线缆加工设备领域,尤其涉及一种异形护套加工装置。
背景技术:
2.光缆和电缆是常见类型的通讯、供能线缆,随着线缆技术的发展的进步,愈来愈多的线缆会根据实际使用需求进行调整和定制,如矿用缆、救灾抢险用缆等,需要较强的抗冲击能力,又如海缆,需要较强的防水性能和较强的耐静压能力,还如架空缆等,需要质轻、抗扭等性能。
3.而对于愈来愈多、愈来愈复杂的要求,传统的采用刚性材料强化的层绞式光缆的适用性逐渐下降,因此愈来愈多的研究人员对于光缆结构进行了研究和改进。如本技术人对光缆结构进行了全方面、多角度的研究和开发,应对不同的使用环境、使用场景对光缆的结构进行调整,大大提高了光缆对于特定场景、特定需求的适配性,但随之而来的是光缆的加工难度大大提高、效率显著下降,并且光缆的品质可控性减弱。
4.导致产生这个问题的很大一部分原因在于,光缆护套结构的复杂化和功能化,如在护套中间设置特定形状的镂空腔体,该腔体通常是沿光缆轴向设置的,其长度可达到数十米甚至上百米、上千米,因此简单的切割加工并不可形。现有的加工方式通常采用多次挤塑结合切割以及消失模的方法进行,工艺流程繁杂、护套结构的尺寸公差相对较大。
5.因此,如何改善复杂光缆护套的加工是亟待解决的问题。
技术实现要素:
6.为解决现有的满足特定需求的光缆,护套加工难度大、效率低,并且加工后的尺寸公差较大,而现有的设备无法直接有效地实现异形护套加工等问题,本发明提供了一种异形护套加工装置。
7.本发明的目的在于:
8.一、提高线缆异形护套的加工效率;
9.二、提高异形护套加工的尺寸精度;
10.三、能够应对不同结构的异形护套加工需求。
11.为实现上述目的,本发明采用以下技术方案。
12.一种异形护套加工装置,包括:
13.由前至后依次设有相互连接的成型端头、异形切割结构和进线端头,其内依次设有前通道、加工通道和后通道;
14.所述前通道、加工通道和后通道轴心线重合;
15.所述异形切割结构内设有热切割结构;
16.所述热切割结构由若干异形件构成,每一异形件均通过若干切割件与加工通道的内壁固接;
17.所述切割件为加热件或内置加热件的金属件,切割件切开并熔融线缆护套后由异
形件进行形状加工。
18.作为优选,
19.所述切割件为控温烙铁或控温电阻丝。
20.作为优选,
21.所述控温烙铁或控温电阻丝均由外部供电。
22.作为优选,
23.所述异形切割结构分为第一筒体、中套环和第二筒体,三者依次连接形成筒状的异形切割结构,所述热切割结构固接在中套环内壁。
24.作为优选,
25.所述异形件由前至后依次为定型区、收缩区和切割区,加热件延伸至异形件的切割区内。
26.作为优选,
27.所述异形件的收缩区和定型区内设有热二极管。
28.作为优选,
29.所述热二极管具有冷端和热端,其热端设置在异形件的收缩区,冷端设置在异形件的定型区。
30.本发明的有益效果是:
31.1)本发明的加工装置能够有效用于护套内部复杂结构的二次加工;
32.2)能够应对不同的加工需求,实现高精度、高效率的加工,相较于传统的加工方式,在品质和效率上均有显著的提升。
附图说明:
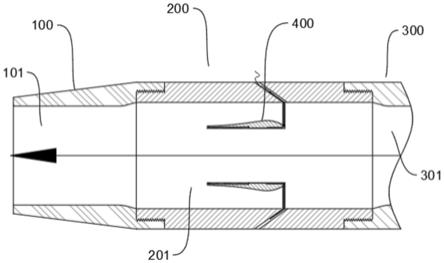
33.图1为本发明的结构示意图;
34.图2为本发明热切割结构的放大示意图;
35.图3为一种热切割结构的设置示意图;
36.图4为图3所示热切割结构加工所得的护套结构示意图;
37.图5为本发明设备加工过程示意图;
38.图6为另一种异形护套线缆的结构示意图;
39.图7为现有工艺加工图6所示异形护套的过程示意图;
40.图中:01光缆,011护套,012异形护套,0121内半层,0122特征结构,0123外沿结构,0124定型件,0125外半层,0126连接隙,013异形腔,100成型端头,101前通道,200异形切割结构,200a第一筒体,200b中套环,200c第二筒体,201加工通道,300进料端头,301后通道,400热切割结构,401异形件,401a切割区,401b收缩区,401c定型区,402切割件,4021延伸段,403热二极管。
具体实施方式:
41.以下结合具体实施例和说明书附图对本发明作出进一步清楚详细的描述说明。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。此外,下述说明中涉及到的本发明的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本发
明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
42.在本发明的描述中,需要理解的是,术语“厚度”、“上”、“下”、“水平”、“顶”、“底”、“内”、“外”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定,“若干”的含义是表示一个或者多个。
43.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
44.如无特殊说明,本发明实施例所用原料均为市售或本领域技术人员可获得的原料;如无特殊说明,本发明实施例所用方法均为本领域技术人员所掌握的方法。
45.实施例
46.一种如图1所示的异形护套加工装置,用于对预成型光缆01的二次加工,所述预成型光缆01是已经完成护套011层挤塑制备的光缆产品,但随着光缆功能性的多样化以及对各类性能的强化,需要对光缆的护套011层进行二次的设计和加工,现有的加工设备无法完成高精度的二次加工,因此需要设计专用的加工头,本发明所述异形护套加工装置具体包括:
47.成型端头100、异形切割结构200和进线端头,其内依次设有前通道101、加工通道201和后通道301;
48.所述按照预成型光缆01的前进方向,前端为成型端头100、中部为异形切割结构200、后端为进料端头300,三者内分别设有前通道101、加工通道201和后通道301连通,且前通道101、加工通道201和后通道301轴心线重合;
49.所述进料端头300的后端装配在挤塑机的出料嘴上、与挤塑机连接,已经完成护套011初步挤塑制备的预成型光缆01通过进线端头的后通道301进入到异形护套加工装置中,异形切割结构200内设有热切割结构400;
50.具体的,如图2所示;
51.所述热切割结构400由若干异形件401构成,每一异形件401均通过若干切割件402与加工通道201的内壁固接;
52.所述异形件401具体形状根据护套011的异形加工需求确定,其沿预成型光缆01的前进方向,由前至后依次为定型区401c、收缩区401b和切割区401a,所述切割件402为控温烙铁或为内置控温电阻丝的金属件等能够通过发热结构实现控温加热的刚性加热件,其朝向后端的一侧为刃部,实现对异形件401固定的同时对预成型光缆01进行预热,本实施例中,具体发热结构为控温电阻丝,但在确定本发明保护范围时不应当将发热结构简单限定为控温电烙铁和/或控温电阻丝;
53.所述控温烙铁或控温电阻丝均由外部供电发热;
54.所述切割件402为控温烙铁时,延伸至切割区401a的异形件401内作为延伸段4021,以实现异形件401的切割区401a能够具备一定的热量,而如本实施例,切割件402具体为内置控温电阻丝的铝合金金属件,控温电阻丝部分延伸到切割区401a的异形件401内作为延伸段4021;
55.所述异形件401的收缩区401b和定型区401c内设有外径≤1mm的热二极管403,所述热二极管403为热管的一种,热管为一种较为常见的导热元件,常见用于电子设备的芯片散热等,具有传热快、散热快的特点,而热二极管403具有稳定单向导热的能力,其具有冷端和热端,其热端为蒸发段、设置在异形件401的收缩区401b,冷端为冷凝段、设置在异形件401的定型区401c,且热端端部与延伸入切割区401a的发热结构或切割件402之间保持2mm以上的间距,即延伸段4021的最前端与切割件402之间间距≥2mm;
56.在加工过程中,预成型光缆01的护套011层首先受切割件402影响快速升温并在一定程度上切割,实现局部的熔融和较为明显的软化,具体熔融和软化可根据待加工的护套011层用料决定,通过控温使切割件402的表面温度高于护套011层材料的熔点5~20℃,如护套011层为pp材质时,pp的熔点为167℃,在实际使用过程时可控制切割件402表面温度为172~177℃,因为电烙铁以及控温电阻丝在实际使用过程中无法实现精确到摄氏度的控温,因此实际设定温度为175℃左右即可,在此过程中,预成型光缆01的护套011层接触到切割件402,产生熔融和软化,具备一定的流动性,随着预成型光缆01的推进,后续的护套011层会推动部分熔融、部分软化的护套料继续前进至异形件401的切割区401a,切割区401a温度会略低于切割件402,其主要起到保持护套011层熔融和软化态的作用,并且切割区401a在光缆01径向截面上形成所需的特定形状,如本实施例,要在预成型光缆01护套011层形成周向均匀分布的四个弧形空腔,则热切割结构400分布方式可设为如图3所示,进而切割得到具有如图4所示护套011结构的光缆01;
57.通过本发明的技术方案,仅需要不断将预成型光缆01推入加工头内并推出即可,无需加工具有特异形状护套模具,也无需对光缆进行复杂的切割和挤塑设计,本发明还能够适用于已经成型的护套011层的二次加工,具有广泛的使用前景和良好的使用效果,此外,在具体的使用过程中可以发现,加工后的异形结构尺寸公差≤0.02
×
设计的标准尺寸,这主要是因为热二极管403的设置,能够在切割件402的中部即形成降温收缩,而后进行二次的小幅度升温,能够消除护套011的快速冷缩所产生的加工应力,消除护套011脱离热切割结构400后的内应力变形趋势,进而实现超高精度的异形光缆01护套011切割。
58.进一步的,
59.所述异形切割结构200还如图1和图2所示,具体分为第一筒体200a、中套环200b和第二筒体200c,三者依次螺纹连接形成筒状的异形切割结构200,所述热切割结构400固接在中套环200b内壁;
60.通过上述的改进,能够更加方便地拆洗、更换热切割结构400,以便适用于不同异形结构的光缆护套011的切割使用。
61.具体使用时,能够对异形件401的形状进行调整,根据所需光缆01径向截面所需的护套011槽结构设计异形件401的结构即可,而具体的加工过程如图5所示,光缆01由右端进入到本发明加工装置内,在图5中area1区域内光缆01起到对前端area2区域的熔融光缆01护套011产生挤推带动的作用,在area2区域内,光缆01的护套011先熔融被切割,随后流平
并冷却收缩,通过低温加热消除加工应力,最终再经过area3区域冷加工保障光缆线径等参数后出线,能够实现单头的光缆护套011二次加工,使其能够根据设计和加工需求在护套011内加工形成各式各样的缓冲槽、抗压槽或填充槽结构;
62.如图6所示的设有异形腔013的异形护套012,通过本发明设计异形件401的切割形状即可有效实现单进线快速加工,而若采用传统的加工方式,则需要如图7所示,首先需要初步挤塑成型得到护套的内半层0121,内半层0121通过切削加工的方式去除部分外沿结构0123得到半成品内层,随后再在切削加工后的半成品内层的特征结构0122上设置可去除的定型件0124或设置要填充的填充物,并且定型件0124或填充物的填充形状需要与异形腔013形状相同,本实施例以定型件0124举例,定型件0124通常以石蜡等常见的低成本、低熔点且易回收的材料进行制备,再在其外部再次挤塑制备护套的外半层0125,并通过熔化或其他方式去除定型件0124,最终实现异形护套012的加工制备,但实际在内半层0121和外半层0125之间容易留下明显连接隙0126,导致护套强度较低,且所制得的结构具有较大的尺寸公差,公差通常可能达到5%以上,而本发明加工装置不但可以提高加工效率至数十倍以上,其尺寸公差也能够有效缩减控制在2%以内;
63.同样经过试验,若不设置定型区401c和/或收缩区401b,则会较大地影响加工精度。加工尺寸公差会达到约6~9%左右。而若热二极管403的冷热端倒置,则会导致护套异形腔013加工后产生内缩的加工应力,同样会导致加工尺寸公差增大。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1