电子照相用构件、热定影设备和电子照相图像形成设备的制作方法
1.本公开涉及在电子照相图像形成设备的热定影设备中使用的电子照相用构件,以及具有该电子照相用构件的热定影设备和电子照相图像形成设备。另外,本公开涉及该电子照相用构件的制造方法。
背景技术:
2.在电子照相图像形成设备的热定影设备中,压接部由加热构件和配置为面向加热构件的加压构件形成。当将其上保持有未定影调色剂图像的记录材料引入至压接部时,将未定影的调色剂加热并且加压,调色剂熔融,并且使图像定影在记录材料上。加热构件是与记录材料上的未定影调色剂图像接触的构件,并且加压构件是配置为面向加热构件的构件。电子照相用构件的形状为,例如,如辊形状和环形带形状等可旋转的形状。电子照相用构件可以在由金属或耐热性树脂制成的基体上具有包含例如,如交联硅橡胶等橡胶和导热性颗粒的弹性层。
3.近年来,更快的打印速度和更短的启动时间一直呈增长趋势。伴随该趋势,要求弹性层具有高热导率和低热容量。日本专利申请特开no.2007-171946公开了设置有由包含金属硅(metallic silicon)颗粒的硅橡胶组合物制成的弹性层的加热定影辊和加热定影带。然而,为了获得热导率更高的弹性层,采用包含更大量金属硅颗粒的硅橡胶组合物以形成弹性层,存在所得的弹性层的耐久性降低的情况。
技术实现要素:
4.本公开的至少一个方面的目的是提供具有高热导率、低热容量和优异的耐久性的电子照相用构件,以及具有该电子照相用构件的热定影设备和电子照相图像形成设备。
5.根据本公开的一个方面,提供一种电子照相用构件,其包括:基体;和在基体上的弹性层,其中弹性层包括硅橡胶和在硅橡胶中的金属硅颗粒;并且其中金属硅颗粒的质量减少率为0.05%以上,质量减少率通过以下来测定:(i)从弹性层收集2g样品;(ii)将样品浸渍在温度为40℃的、以10wt%的浓度包含十二烷基苯硫酸的50ml正丙基溴液体中,并且施加40khz的超声波60分钟,以溶解样品中的硅橡胶;(iii)提取金属硅颗粒,然后,用10ml温度为25℃的甲苯对提取的金属硅颗粒进行真空过滤洗涤三次;和(iv)对从步骤(iii)所得的金属硅颗粒进行热重分析,并且测量在300℃至500℃的温度范围内的质量减少率。
6.根据本公开的另一个方面,提供一种包括加热构件和加压构件的热定影设备,其在由加热构件和加压构件形成的辊隙部处加热其上具有未定影调色剂图像的记录材料,以将未定影调色剂图像定影在记录材料上,其中加热构件为前述电子照相用构件。
7.根据本公开的另一个方面,提供一种具有前述热定影设备的电子照相图像形成设备。
8.根据本公开的又一方面,提供一种电子照相用构件的制造方法,其包括:
9.将包含有机聚硅氧烷的有机硅组分与金属硅粉末混合,并且使获得的混合物静置
30天以上,以制备液状硅橡胶组合物;
10.将液状硅橡胶组合物施涂在基体上,以形成组合物的层;和
11.使组合物的层固化,以形成弹性层。
12.根据本公开的又一方面,提供一种电子照相用构件的制造方法,其包括:
13.使用行星混合机在公转速度(revolution speed)为5至15rpm和混合时间为100至300分钟的条件下将包含有机聚硅氧烷的有机硅组分与金属硅粉末混合,并且使获得的混合物静置4天以上,以制备液状硅橡胶组合物;
14.将液状硅橡胶组合物施涂在基体上,以形成组合物的层;和
15.使组合物的层固化,以形成弹性层。
16.参照附图,从以下示例性实施方案的描述,本发明的进一步特征将变得明显。
附图说明
17.图1a和图1b示出根据本公开的两个方面的定影构件的示意性截面图。在图中,图1a示出带形状定影构件的示意性截面图,并且图1b示出辊形状定影构件的示意性截面图。
18.图2示出表面层的层叠过程的一个实例的示意图。
19.图3示出加热带-加压带式热定影设备的一个实例的示意性截面图。
20.图4示出加热带-加压辊式热定影设备的一个实例的示意性截面图。
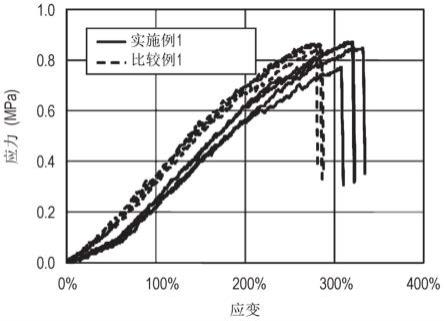
21.图5示出实施例1和比较例1的拉伸断裂试验的测量结果的图。
具体实施方式
22.在本公开中,除非另有说明,否则例如"xx以上且yy以下"和"xx至yy"等表示数值范围的描述是指包括作为端点的下限和上限的数值范围。此外,当分段描述数值范围时,公开了各数值范围的上限和下限的任意组合。
23.在本公开中,电子照相用构件包括,例如,加热构件和加压构件。
24.现在将参照附图详细地描述本发明的优选实施方案。
25.认为由包含较大量金属硅颗粒的硅橡胶组合物制成的弹性层示出较低的耐久性的原因如下。定影带或定影辊的弹性层通过在加热下进纸而受到反复压缩。特别地,弹性层在与纸边缘的接触部处受到大变形和强压缩。随着弹性层中的例如金属硅颗粒等导热性颗粒的比例增加,橡胶的比例相对减少。作为其结果,弹性层受到压缩并且由此而变形,橡胶部分的变形增大。当橡胶部分的变形增大时,应力特别地集中在金属硅颗粒和金属硅颗粒周围的橡胶之间的界面处,并且最终橡胶部分被破坏。作为增加导热性颗粒和橡胶部分之间的界面的强度的方法,考虑通过使用硅烷偶联剂对金属硅颗粒进行表面处理。然而,各金属硅颗粒的表面官能团少,并且认为通过硅烷偶联剂表面处理的效果有限。
26.基于前述考虑,进行了进一步的研究,并且本发明人发现,金属硅颗粒和橡胶部分之间的界面的强度可以通过在金属硅颗粒的表面上形成"结合橡胶(bound rubber)"来提高,并且还发现,其中在表面上具有结合橡胶的金属硅颗粒的弹性层示出优异的耐久性。
27.结合橡胶在轮胎工业中是已知的。即,在包含橡胶和炭黑的橡胶组合物中,在炭黑上观察到结合橡胶。具体地,当通过使用未硫化橡胶可溶于其中的溶剂从包含炭黑的未硫化橡胶组合物中提取炭黑时,存在由于结合至炭黑而未提取的橡胶。结合至炭黑的橡胶称
为"结合橡胶"。(参见日本专利申请特开no.h08-27313)。
28.本发明人发现,在包含金属硅颗粒的硅橡胶组合物中,结合橡胶可以形成在金属硅颗粒上。此外,如上所述,包含在表面上形成有结合橡胶的金属硅颗粒的弹性层,即使当大量金属硅颗粒包含在弹性层中时也示出优异的耐久性。本发明人通过使用特定的提取方法从根据本公开的电子照相用构件的弹性层中提取金属硅颗粒,并且通过热重分析测量仍结合至提取的金属硅颗粒的硅橡胶的量,并且将仍结合至提取的金属硅颗粒的硅橡胶的量定义为结合橡胶的量。结果,发现结合橡胶的量越大,弹性层的断裂能量(rupture energy)越大,并且耐久性越优异。因此,根据本公开的一个方面的电子照相感光构件的弹性层中的金属硅颗粒,大量硅橡胶作为结合橡胶而结合。认为其结果是,金属硅颗粒和作为基质的、金属硅颗粒分散在其中的硅橡胶之间的亲和性提高,并且在金属硅颗粒和硅橡胶之间的界面处抑制硅橡胶的破坏。
29.在本公开中,结合橡胶的量定义为通过特定方法从弹性层(液状硅橡胶组合物的固化产物)提取的金属硅颗粒的热重分析中,特定温度范围内的质量减少率。
30.换言之,在根据本公开的一个方面的电子照相用构件中,0.05%以上的"质量减少率"作为弹性层中所包含的金属硅颗粒的结合橡胶的量。
31.认为在根据本公开的弹性层中,由于金属硅颗粒的质量减少率为0.05%以上,因此大量作为结合橡胶的硅橡胶处于结合至金属硅颗粒的状态下。结果,包括根据本公开的弹性层的电子照相用构件的耐久性变得优异。
32.以下,将基于具体构成详细描述根据本公开的一个实施方案的电子照相用构件和热定影设备。
33.(1)电子照相用构件的构成的概要
34.将参照附图详细描述本实施方案的电子照相用构件。
35.根据本公开的一个方面的电子照相用构件可以为,例如,具有辊形状或环形带形状的可旋转构件(以下也分别称为"定影辊"或"定影带")。
36.图1a示出定影带在圆周方向上的截面图,并且图1b示出定影辊在圆周方向上的截面图。如图1a和图1b所示,电子照相用构件包括基体3、在基体3的外表面上的弹性层4,和在弹性层4的外表面上的表面层(脱模层)6。另外,作为任选的层,可以在弹性层4和表面层6之间设置粘接层5。在该情况下,表面层6通过粘接层5固定至弹性层4的外周面。
37.(2)基体
38.对基体的材料没有特别地限制,并且可以适当地使用电子照相用构件领域中已知的材料。构成基体的材料的实例包括:例如铝、铁、镍和铜等金属;例如不锈钢等合金;和例如聚酰亚胺等树脂。
39.此处,在热定影设备为通过感应加热方式来加热基体作为电子照相用构件的加热手段的热定影设备的情况下,基体由选自由镍、铜、铁和铝组成的组中的至少一种金属形成。这些金属当中,特别是从发热效率的观点,可以优选使用包含镍或铁作为主组分的合金。注意,主组分是指构成对象物(此处,基体)的组分中包含最多的组分。
40.基体的形状可以根据电子照相用构件的形状而适当地选择,并且可以采用各种形状,例如环形带形状、中空圆筒状、实心圆柱状和膜状。
41.在定影带的情况下,优选的是,基体的厚度为,例如,15至80μm。由于将基体的厚度
设定在上述范围内,因此可以以高水平实现强度和挠性二者。
42.另外,在基体的与面向弹性层的一侧相对的表面上,例如,在定影带的内周面与其它构件接触的情况下,可以设置用于防止定影带的内周面磨耗的层,或者用于提高与其它构件的滑动性的层。
43.(3)弹性层
44.弹性层是用于赋予电子照相用构件挠性以便确保热定影设备中的定影辊隙的层。注意,在将电子照相用构件用作与纸上的调色剂接触的加热构件的情况下,弹性层也起到用于赋予挠性使得加热构件的表面可以跟随纸的凹凸的层的作用。弹性层包括作为基质的橡胶和分散在橡胶中的颗粒。更具体地,弹性层包括橡胶和导热性颗粒;并且由通过将至少包含橡胶的原料(基础聚合物、和交联剂等)和导热性颗粒的组合物固化而获得的固化产物形成。
45.从弹性层发挥上述功能的观点,优选的是,弹性层由包含导热性颗粒的液状硅橡胶的固化产物形成,并且更优选由加成固化型液状硅橡胶组合物的固化产物形成。硅橡胶组合物可以包括,例如,导热性颗粒、基础聚合物、交联剂、催化剂、和根据需要的添加剂。硅橡胶组合物在许多情况下均为液状,这是优选的,因为导热性颗粒容易分散在其中,并且根据所添加的导热性颗粒的种类和量,可以容易地通过调节硅橡胶的交联度来调节所生产的弹性层的弹性。
46.基质负责在弹性层中发挥弹性的功能。从基质发挥上述弹性层的功能的观点,优选的是,基质包含硅橡胶。硅橡胶由于具有即使在非通纸部的区域中,在温度高达约240℃的环境下也能够保持挠性这样的高耐热性,因此是优选的。作为硅橡胶,可以使用后述的例如,加成固化型液状硅橡胶组合物的固化产物。
47.液状硅橡胶组合物通常包括以下组分(a)至(d)。
48.组分(a):具有不饱和脂肪族基团的有机聚硅氧烷;
49.组分(b):具有键合至硅原子的活性氢原子的有机聚硅氧烷;
50.组分(c):催化剂;和
51.组分(d):金属硅颗粒。
52.以下将描述各组分。注意,组分(a)至(c)可以统称为有机硅组分。
53.组分(a)
54.具有不饱和脂肪族基团的有机聚硅氧烷为具有例如乙烯基等不饱和脂肪族基团的有机聚硅氧烷,并且其实例包括由以下结构式(1)和结构式(2)表示的有机聚硅氧烷。
[0055][0056]
在结构式(1)中,m1表示0以上的整数,并且n1表示3以上的整数。另外,在结构式(1)中,r1各自独立地表示不包含不饱和脂肪族基团的一价未取代或取代的烃基,条件是,r1中的至少之一表示甲基,并且r2各自独立地表示不饱和脂肪族基团。
[0057][0058]
在结构式(2)中,n2表示正整数,r3各自独立地表示不包含不饱和脂肪族基团的一价未取代或取代的烃基,条件是,r3中的至少之一表示甲基,并且r4各自独立地表示不饱和脂肪族基团。
[0059]
不包含不饱和脂肪族基团并且可以由结构式(1)和结构式(2)中的r1和r3表示的一价未取代或取代的烃基的实例包括以下基团。
[0060]
·
未取代烃基
[0061]
烷基(例如,甲基、乙基、丙基、丁基、戊基和己基)。
[0062]
芳基(例如,苯基)。
[0063]
·
取代烃基
[0064]
取代烷基(例如,氯甲基、3-氯丙基、3,3,3-三氟丙基、3-氰基丙基和3-甲氧基丙基)。
[0065]
由结构式(1)和结构式(2)表示的有机聚硅氧烷通常具有至少一个直接键合至形成链结构的硅原子的甲基。然而,优选的是,50%以上的r1和r3分别为甲基,并且更优选的是,全部r1和r3为甲基,因为合成和操作容易。
[0066]
可以由结构式(1)和结构式(2)中的r2和r4表示的不饱和脂肪族基团的实例包括以下基团。具体地,不饱和脂肪族基团的实例包括乙烯基、烯丙基、3-丁烯基、4-戊烯基、和5-己烯基。在这些基团当中,r2和r4二者均优选为乙烯基,因为合成和操作容易并且便宜,并且交联反应容易进行。
[0067]
从成形性的观点,优选的是,组分(a)的粘度为1000mm2/s以上且50000mm2/s以下。当该粘度为1000mm2/s以上时,容易将硬度调节至弹性层所需的硬度,并且当粘度为50000mm2/s以下时,组合物的粘度变为容易涂布的粘度。粘度(运动粘度)可以通过使用毛细管粘度计、或旋转粘度计等,基于jis z 8803:2011来测量。
[0068]
基于弹性层的形成中使用的液状硅橡胶组合物,优选的是,组分(a)的共混量从耐久性的观点为55体积%以上,并且从传热性的观点为65体积%以下。
[0069]
组分(b)
[0070]
具有键合至硅原子的活性氢原子(si-h键)的有机聚硅氧烷通过催化剂的作用而与组分(a)的不饱和脂肪族基团反应,并且起到形成固化硅橡胶的交联剂的作用。
[0071]
作为组分(b),可以使用任意有机聚硅氧烷,只要有机聚硅氧烷具有si-h键即可。特别地,从与组分(a)的不饱和脂肪族基团的反应性的观点,适合使用其中一个分子中键合至硅原子的氢原子(si-h键)的平均数为3以上的有机聚硅氧烷。
[0072]
组分(b)的具体实例包括由以下结构式(3)表示的直链状有机聚硅氧烷和由以下结构式(4)表示的环状有机聚硅氧烷。
[0073][0074]
在结构式(3)中,m2表示0以上的整数,n3表示3以上的整数,并且r5各自独立地表示不包含不饱和脂肪族基团的一价未取代或取代的烃基。
[0075][0076]
在结构式(4)中,m3表示0以上的整数,n4表示3以上的整数,并且r6各自独立地表示不包含不饱和脂肪族基团的一价未取代或取代的烃基。
[0077]
不包含不饱和脂肪族基团并且可以由结构式(3)和结构式(4)中的r5和r6表示的一价未取代或取代的烃基的实例包括与上述结构式(1)中的r1类似的基团。在这些基团当中,优选的是,50%以上的r5和r6分别为甲基,并且更优选的是,全部r5和r6为甲基,因为合成和操作容易并且容易获得优异的耐热性。
[0078]
组分(c)
[0079]
用于形成硅橡胶的催化剂的实例包括用于加速固化反应的氢化硅烷化催化剂。作为氢化硅烷化催化剂,例如,可以使用例如铂化合物和铑化合物等已知的物质。催化剂的共混量可以适当设定,并且没有特别限制。
[0080]
组分(d)
[0081]
金属硅颗粒的每单位体积的热容量为约1.7mj/m3·
k。该值小于广泛用于提高包含硅橡胶的弹性层的热物理性质的氧化铝的每单位体积的热容量约3.0mj/m3·
k。另外,金属硅颗粒的热导率高达约150w/m
·
k。
[0082]
优选的是,金属硅颗粒的粒径以体积平均粒径计在1μm至20μm的范围内。通过将体积平均粒径控制在前述范围内,可以在弹性层中包含较大量的金属硅颗粒,并且可以有效抑制金属硅颗粒对弹性层的表面平滑性的影响。金属硅颗粒的体积平均粒径可以通过使用,例如,激光衍射散射型粒度分布测量设备来确定。
[0083]
另外,为了提高硅橡胶组合物的热稳定性、配合性和耐久性的目的,还可以对金属硅颗粒进行适当的表面处理。具体地,可以由热氧化或通过水洗涤而氧化来形成表面氧化膜。
[0084]
优选将金属硅颗粒的共混量(含量)控制为相对于从液状硅橡胶组合物获得的固化产物(弹性层)的总体积为35体积%以上且45体积%以下。当该量为35体积%以上时,可以期望弹性层具有高热导率,并且当该量为45体积%以下时,弹性层可以获得充分的硬度和强度。
[0085]
固化硅橡胶和金属硅颗粒在弹性层中的含量可以通过使用热重设备(tga)(例如,商品名:tga/dsc 3+,由mettler toledo international inc.制造)来检查。用剃刀等切割弹性层,以收集例如20mg等特定量的样品,并且将样品放在tga中使用的铝盘中。将容纳有
样品的铝盘设置在tga中,并且在氮气气氛下以每分钟20℃的升温速度将样品从室温加热至800℃的温度,并且进一步在800℃的恒温下保持1小时。比较由此获得的测量前后的重量,由此可以计算弹性层中所包含的固化硅橡胶组分和金属硅颗粒基于质量的含量。此外,通过将金属硅颗粒基于质量的含量除以金属硅的比重,并且通过将固化硅橡胶组分基于质量的含量除以固化硅橡胶的比重,可以计算金属硅颗粒在弹性层中的含量比。
[0086]
可选地,金属硅颗粒的含量还可以通过对弹性层的截面进行能散x射线光谱分析(eds)(例如,商品名:x-maxn80,由oxford instruments制造),并且将获得的面积比换算为体积比来获得。
[0087]
此外,金属硅颗粒在此类弹性层中的含量可以通过在制备液状硅橡胶组合物时改变金属硅颗粒的比例(基于体积)来调节。在该情况下,金属硅颗粒的含量可以通过排除例如溶剂等挥发性组分以外的有机硅组分和金属硅颗粒之间的体积比来调节。
[0088]
除了上述组分以外,前述液状硅橡胶组合物可以根据需要包含例如气相法二氧化硅、沉淀二氧化硅、熔融二氧化硅、通过溶胶-凝胶法的球状二氧化硅、和结晶二氧化硅等增强填料。液状硅橡胶组合物可以进一步包含例如氧化铁或氧化铈等耐热改善剂,以及例如氮化合物或乙炔化合物等反应控制剂等。这些组分可以在不损害本公开的效果的范围内任意地共混。
[0089]
可以增加金属硅颗粒的结合橡胶量的液状硅橡胶组合物,换言之,满足根据本公开的质量减少率要求的液状硅橡胶组合物的制备方法包括以下。此处,在本公开中,与液状硅橡胶组分共混之前的金属硅颗粒可以称为"金属硅粉末"。
[0090]
(i)将包含有机聚硅氧烷的液状有机硅组分和金属硅粉末混合,然后,使混合物长时间静置的方法
[0091]
(ii)将包含有机聚硅氧烷的液状有机硅组分和金属硅粉末的混合条件设定为低剪切和长时间的方法
[0092]
以下将描述细节。
[0093]
(i)将包含有机聚硅氧烷的液状有机硅组分和金属硅粉末混合,然后,使混合物长时间静置的方法
[0094]
当使其中包含有机聚硅氧烷的液状硅橡胶组分与金属硅粉末混合的液状硅橡胶组合物静置时,结合橡胶的量经时增加。通过使液状硅橡胶组合物静置30天以上,充分形成结合橡胶,并且固化产物的强度得到提高。作为液状硅橡胶组分与金属硅粉末的混合方法,可以使用例如,行星混合机,自转/公转型混合机、和捏合机等。混合时的温度可以为例如23至25℃的室温,或例如100至200℃的高温。当在高温下进行混合时,可以将组分(a)和组分(d)预先混合,以制备基础配合物,然后,可以将其它组分混合在其中。另外,液状硅橡胶组合物静置时的温度也可以为常温,或者可以为高温。
[0095]
由轮胎工业中使用的橡胶种类形成的结合橡胶通常在几小时至几天中形成。与此相对,在根据本公开的硅橡胶组合物中,如上所述,需要长时间来形成结合橡胶。其原因在于,作为共混在轮胎工业中使用的橡胶中的填料的炭黑的粒径小至几十个nm,倾向于容易形成二级结构,并且还具有非常大的表面积。因此,结合橡胶在相对短的时间内形成在炭黑的表面上。另一方面,与炭黑相比,金属硅颗粒的粒径更大且表面积更小,因此,认为需要更长的时间来形成充分量的结合橡胶。
[0096]
(ii)将包含有机聚硅氧烷的液状有机硅组分和金属硅粉末混合时的条件设定为低剪切和长时间的方法。此处,作为金属硅的原料
[0097]
作为用于混合包含有机聚硅氧烷的液状有机硅组分和金属硅粉末的设备,经常使用行星混合机。本文中所指的行星混合机是具有一个或多个搅拌叶片的装置,其中搅拌叶片自转并且公转以通过行星运动赋予剪切力,以将材料混合。
[0098]
通常,当采用行星混合机来制备液状硅橡胶组合物时,在许多情况下,公转速度可以设定为40至200rpm,自转速度设定为公转速度的约两倍,并且混合时间设定为约5至40分钟。然而,根据本发明人的研究,优选将公转速度设定为5至15rpm,更优选8至12rpm,并且最优选10rpm的极低速度。另外,优选将混合时间设定为100至300分钟。在以该方式制备液状硅橡胶组合物之后,使液状硅橡胶组合物静置4天以上,并且优选约4至6天。通过这样的过程,使充足量的结合橡胶形成在金属硅颗粒上。其原因尚不清楚,但推测有机硅聚合物通过毛细管现象等浸透到金属硅颗粒表面上的微小间隙或缺陷中,并且形成充足的结合橡胶。认为由于剪切速度增加,因此,不会促进有机硅聚合物在金属硅颗粒表面上的润湿,并且毛细管现象降低,这影响结合橡胶的量。
[0099]
如上所述,获得根据本公开的、提供质量减少率为0.05%以上的弹性层的液状硅橡胶组合物的方法包括:包括以下过程的液状硅橡胶组合物的生产方法,将包含有机聚硅氧烷的有机硅组分与金属硅粉末混合,和使所得的混合物静置30天以上;和包括以下过程的液状硅橡胶组合物的生产方法,使用行星混合机在公转速度为5至15rpm和混合时间为100至300分钟的条件下将包含有机聚硅氧烷的有机硅组分与金属硅粉末混合,并且使获得的混合物静置4天以上。
[0100]
弹性层中金属硅颗粒的结合橡胶的量可以通过以下来测定:(i)从弹性层收集2g样品;(ii)将样品浸渍在温度为40℃的、以10wt%的浓度包含十二烷基苯硫酸的50ml正丙基溴液体中,并且施加40khz的超声波60分钟,以溶解样品中的硅橡胶;(iii)提取金属硅颗粒,然后,用10ml温度为25℃的甲苯对提取的金属硅颗粒进行真空过滤洗涤三次;和(iv)对从步骤(iii)所得的金属硅颗粒进行热重分析,并且测量在300℃至500℃的温度范围内的质量减少率。
[0101]
即,从弹性层收集2g包含金属硅颗粒的样品,并且浸渍在温度为40℃的、以10wt%的浓度包含十二烷基苯硫酸的50ml正丙基溴液体中。以供参考,将"esolve 21rs"(商品名,由kaneko chemical co.,ltd.生产)用作正丙基溴液体。然后,在施加40khz超声波下洗涤浸渍的样品60分钟。通过施加超声波将固化的硅橡胶溶解,并且提取具有结合橡胶的金属硅颗粒。接下来,通过使用直径为40mm的kiriyama漏斗和kiriyama漏斗用滤纸no.5c(保留颗粒1μm),通过10ml温度为25℃的甲苯对金属硅颗粒进行真空过滤洗涤3次,并且将所得的金属硅颗粒分离。硅橡胶可溶于甲苯,因此,除去没有强固地吸附至金属硅颗粒的硅橡胶。在120℃的温度下将获得的金属硅颗粒干燥1小时,并且称出其50mg并且进行tga测量。具体地,在80ml/分钟的干燥空气下,以5℃/分钟将称出的金属硅颗粒从50℃的温度加热至500℃的温度,并且测量此时的质量变化。由获得的质量变化的数据计算300℃和500℃之间的温度范围内的质量减少率(%)。低于300℃的温度下质量变化的数据受残存水分和甲苯的影响,因此,将在300℃至500℃的温度范围内的质量变化看作强固地吸附至金属硅粉末的结合橡胶的量。在300至500℃的温度范围内,单独金属硅粉末的质量几乎不改变,或者金属
硅粉末轻微氧化,并且质量增加。与此相对,对于强固地吸附有硅橡胶的金属硅颗粒,观察到质量的减少,因为硅橡胶在约300℃的温度下分解。以供参考,作为用于tga测量的设备,可以使用例如,热重/差示热同时测量设备(商品名:tga/dsc 3+,由mettler toledo international inc.制造)。
[0102]
关于弹性层的断裂能量,用冲模(jis k6251:2004中规定的哑铃形no.8)切出弹性层,并且测量作为测量点的中央附近橡胶的厚度。接下来,切出的弹性层通过使用拉伸试验机(装置名:strograph eii-l1,由toyo seiki seisaku-sho,ltd.制造)在室温下,以500mm/分钟的拉伸速度来测试,直到样品断裂为止。从断裂曲线计算断裂能量。断裂能量作为四个样品的平均值来计算。
[0103]
(4)粘接层
[0104]
粘接层是用于结合弹性层和表面层的层。用于粘接层的粘接剂可以从已知的粘接剂中适当地选择和使用,并且没有特别限制。然而,从容易处理的观点,优选使用包含自粘接组分的加成固化型硅橡胶。该粘接剂可以包含,例如,自粘接组分、在分子链中具有多个由乙烯基代表的不饱和脂肪族基团的有机聚硅氧烷、氢有机聚硅氧烷、和用作交联催化剂的铂化合物。通过由加成反应使已经施加至弹性层表面的粘接剂固化,可以形成将表面层结合至弹性层的粘接层。
[0105]
注意,上述自粘接组分的实例包括以下物质。
[0106]
·
具有选自由例如乙烯基等烯基、(甲基)丙烯酰氧基、氢化甲硅烷基(sih基)、环氧基、烷氧基甲硅烷基、羰基和苯基组成的组中的至少一种、优选两种以上官能团的硅烷。
[0107]
·
例如具有2个以上且30个以下的硅原子,并且优选4个以上且20个以下的硅原子的环状或直链状硅氧烷等有机硅化合物。
[0108]
·
分子中可以包含氧原子的非硅系有机化合物(具体地,在分子中不包含硅原子)。然而,有机化合物在一个分子中包含一个以上且四个以下,优选一个以上且两个以下的例如亚苯基结构等芳香环。亚苯基结构的价数为1以上且4以下,并且优选2以上且4以下。此外,在一个分子中至少包含一个以上可以有助于氢化硅烷化加成反应的官能团(例如烯基和(甲基)丙烯酰氧基),并且优选包含2个以上且4个以下官能团。
[0109]
上述自粘接组分可以单独使用,或者与其它一种以上结合使用。另外,从调节粘度和确保耐热性的观点,可以在符合本公开的要旨的范围内将填料组分添加至粘接剂中。填料组分的实例包括以下物质。
[0110]
·
二氧化硅、氧化铝、氧化铁、氧化铈、氢氧化铈、和炭黑等。
[0111]
对粘接剂中所包含的各组分的共混量没有特别限制并且可以适当地设定。
[0112]
此类加成固化型硅橡胶粘接剂是商购可得的,并且可以容易地获得。优选的是,粘接层的厚度为20μm以下。由于将粘接层的厚度设定为20μm以下,因此当将根据本方面的电子照相用构件用作热定影设备用加热带时,可以容易地将耐热性设定为较小,并且可以将来自内表面侧的热量有效地传递至记录材料。
[0113]
(5)表面层
[0114]
优选的是,表面层包含氟树脂,以便使得电子照相用构件显示用作用于防止调色剂附着至外表面的脱模层的功能。对于表面层的形成,可以使用例如,通过将以下所示的树脂形成为管状而获得的构件。
[0115]
·
四氟乙烯-全氟(烷基乙烯基醚)共聚物(pfa)、聚四氟乙烯(ptfe)、和四氟乙烯-六氟丙烯共聚物(fep)等。
[0116]
在上述树脂材料当中,从成形性和调色剂的脱模性的观点,特别优选使用pfa。
[0117]
优选的是,表面层的厚度为10μm以上且50μm以下。当将表面层的厚度控制在该范围内时,容易维持电子照相用构件的适当的表面硬度。
[0118]
(6)电子照相用构件的制造方法
[0119]
根据本公开的电子照相用构件可以通过例如,包括以下过程的制造方法来制造。
[0120]
·
基体的准备过程
[0121]
准备上述基体,并且根据需要固定至用于保持形状的夹具等。
[0122]
可以对基体的面向弹性层的表面进行表面处理,以便赋予例如对弹性层的粘接性等功能。表面处理的实例包括:例如喷砂处理、研磨处理、和抛光等物理处理;以及例如氧化、偶联剂处理、和底漆处理等化学处理。另外,可以组合使用物理处理和化学处理。
[0123]
特别地,优选的是,用底漆处理基体的外表面,以便改善基体和弹性层之间的粘接性,因为待使用的弹性层包含交联的硅橡胶。作为底漆,例如,可以使用其中添加剂适当地共混和分散在有机溶剂中的具有涂料状态的底漆。此类底漆是商购可得的。上述添加剂的实例包括硅烷偶联剂,有机硅聚合物,氢化甲基硅氧烷,烷氧基硅烷,例如水解、缩合和加成等反应的促进催化剂,和例如氧化铁等着色剂。该底漆施加至基体的外表面,并且经过干燥和焙烧的处理;并且完成底漆处理。
[0124]
底漆可以根据,例如,基体的材料、弹性层的种类、和交联时的反应形态等来适当地选择。例如,当构成弹性层的材料包含大量不饱和脂肪族基团时,优选将包含氢化甲硅烷基的材料用作底漆,以便通过与不饱和脂肪族基团反应而赋予粘接性。另一方面,当构成弹性层的材料包含许多氢化甲硅烷基时,优选将包含不饱和脂肪族基团的材料用作底漆。除了上述以外,可以根据例如包含烷氧基的材料等作为被粘体的基体和弹性层的种类来适当地选择底漆。
[0125]
·
弹性层形成过程
[0126]
弹性层形成过程可以包括以下过程。
[0127]
(i)上述液状硅橡胶组合物的制备过程。
[0128]
(ii)通过例如刮涂法、喷嘴涂布法、或环涂法等方法将组合物施涂在基体上以形成组合物的层的过程。
[0129]
(iii)使组合物的层固化以形成弹性层的过程。
[0130]
·
粘接层形成过程
[0131]
图2示出示意图,该示意图示出经由通过使用加成固化型硅橡胶粘接剂形成的粘接层5将表面层6层叠在包含硅橡胶的弹性层4上的过程的一个实例。首先,将粘接剂施涂至形成在基体3的外周面上的弹性层4的表面上。关于粘接剂,前述(4)粘接层中的描述适用于粘接剂中所包含的各组分的构成,以及粘接剂和共混组分的量。
[0132]
通过使施涂至弹性层的表面的粘接剂通过加成反应而固化,可以形成将表面层结合至弹性层的粘接层。
[0133]
优选的是,粘接层的厚度为20μm以下。由于将粘接层的厚度设定为20μm以下,当将根据本方面的电子照相用构件用作热定影设备中的加热带时,可以容易地将耐热性设定为
较小,并且可以将来自内表面侧的热有效地传递至记录介质。
[0134]
此外,粘接层的外表面被覆有用于形成表面层6的氟树脂管,并且由此而层叠。注意,当对氟树脂管的内表面预先进行钠处理、准分子激光处理、或氨处理等时,可以提高粘接性。作为氟树脂管,可以采用前述(5)中所示的材料和厚度。
[0135]
优选的是,表面层的厚度为10μm以上且50μm以下。当将表面层的厚度控制在该范围内时,容易维持电子照相用构件的适当的表面硬度。
[0136]
对氟树脂管的被覆方法没有特别限制,并且有使用加成固化型硅橡胶粘接剂作为润滑剂来被覆弹性层、和从外部用膨胀的氟树脂管被覆弹性层的适用的方法。另外,残存在弹性层4和由氟树脂管形成的表面层6之间的剩余加成固化型硅橡胶粘接剂也可以通过使用未示出的单元挤出而除去。从传热性的观点,优选挤出后的粘接层5的厚度为20μm以下。
[0137]
接下来,通过由例如电炉等加热单元来加热预定时间而使加成固化型硅橡胶粘接剂固化和接合,并且由此可以将粘接层5和表面层6形成在弹性层4上。以供参考,可以根据使用的粘接剂等适当地设定例如加热时间和加热温度等条件。将获得的构件在宽度方向上的两端部切断为期望的长度,并且由此可以获得电子照相用构件。
[0138]
以下,将基于具体构成详细描述通过使用具有本公开的弹性层的电子照相用构件而制造的热定影设备。
[0139]
·
热定影设备
[0140]
根据本公开的热定影设备构造为使得例如一对加热辊和辊、带和辊、以及带和带等旋转体彼此压接。考虑例如安装有热定影设备的整个电子照相图像形成设备的处理速度和尺寸等条件,适当地选择热定影设备的种类。
[0141]
在热定影设备中,加热的加热构件和加压构件彼此压接,以形成定影辊隙,并且使定影辊隙夹持并且输送其上由未定影的调色剂形成图像并且用作待加热体的记录介质。由未定影的调色剂形成的图像称为调色剂图像。调色剂图像通过热定影设备的定影辊隙来加热和加压。结果,调色剂图像熔融并且颜色混合;其后,将所得的调色剂图像冷却,并且由此作为图像定影在记录介质上。
[0142]
以下将参照附图描述热定影设备的具体实例,但本公开的范围和应用不限于此。
[0143]
·
加热带-加压带型热定影设备
[0144]
图3示出热定影设备的一个实例的示意性截面图,所述热定影设备为所谓的双带型热定影设备,其中使例如一对加热带11和加压带12等旋转体彼此压接,并且其具有加热带作为加热构件。此处,热定影设备或构成热定影设备的构件的宽度方向是垂直于图3的纸面的方向。热定影设备的正面是记录介质s的引入侧的面。左右是当从正面看设备时的左右。带的宽度是当从正面看设备时带在左右方向上的尺寸。记录介质s的宽度是记录介质在与输送方向正交的方向上的尺寸。此外,上游或下游是指相对于记录介质的输送方向(箭头方向)的上游或下游。
[0145]
热定影设备包括用作定影构件的加热带11,和加压带12。如图1a所示,加热带11和加压带12各自为包括由包含镍作为主组分的金属形成的基体、并且具有挠性的加热带;并且在两个辊之间拉伸。
[0146]
加热带11采用可以通过具有高能量效率的电磁感应来将加热带加热的加热源(感应加热构件13,励磁线圈)作为加热单元。感应加热构件13包括感应线圈13a、励磁芯13b、和
保持线圈和芯的线圈保持器13c。感应线圈13a使用扁平缠绕为椭圆形的利兹线,并且配置在感应线圈13a的中心和两侧具有突起的横向e-形励磁芯13b中。将例如铁氧体或坡莫合金等磁导率高且剩余磁通密度低的材料用作励磁芯13b,因此,感应线圈13a和励磁芯13b的损耗得到抑制,并且可以有效地将加热带11加热。
[0147]
当高频电流从励磁电路14流至感应加热构件13的感应线圈13a时,加热带11的基体产生感应热,并且从基体侧将加热带11加热。加热带11的表面温度通过例如热敏电阻等温度检测元件15来检测。将通过温度检测元件15检测到的与加热带11的温度相关的信号送至控制电路部16。控制电路部16控制从励磁电路14供给至感应线圈13a的电力,使得从温度检测元件15送来的温度信息保持在预定的定影温度,并且由此将加热带11的温度调节至预定的定影温度。
[0148]
加热带11通过作为带旋转构件的辊17和加热侧辊18拉伸。辊17和加热侧辊18各自可旋转地支承在设备的未示出的左侧板和右侧板之间。
[0149]
辊17为例如外径为20mm、内径为18mm并且厚度为1mm并且由铁制成的中空辊,并且起到赋予加热带11张力的张力辊的作用。加热侧辊18为例如在由外径为20mm且内径为18mm并且由铁合金制成的芯金属上设置有作为弹性层的硅橡胶层的滑动性高的弹性辊。
[0150]
驱动力从驱动源(马达)m经由未示出的驱动齿轮系输入至作为驱动辊的该加热侧辊18中,并且该辊以预定速度沿箭头所示的顺时针方向旋转驱动。加热侧辊18如上所述设置有弹性层,由此输入至加热侧辊18的驱动力可以令人满意地传递到加热带11,并且还可以形成定影辊隙,用于确保记录介质与加热带11分离。由于弹性层设置在加热侧辊18上,因此向加热侧辊的热传导减少,结果,还产生缩短预热时间的效果。
[0151]
当旋转驱动加热侧辊18时,由于加热侧辊18的弹性层的表面与加热带11的内表面之间的摩擦,使得加热带11与辊17一起旋转。选择辊17和加热侧辊18的配置和尺寸,以便与加热带11的尺寸相匹配。
[0152]
例如,选择上述辊17和加热侧辊18的尺寸,使得可以拉伸当加热带11未安装时内径为55mm的加热带11。
[0153]
加压带12通过作为带旋转构件的张力辊19和加压侧辊20拉伸。当未安装时加压带的内径为例如55mm。张力辊19和加压侧辊20各自由在设备的未示出的左侧板和右侧板之间旋转支承。
[0154]
张力辊19例如具有外径为20mm并且内径为16mm的由铁合金制成的芯金属,并且具有设置在芯金属上的硅海绵层,以便降低热导率并且降低来自加压带12的热传导。加压侧辊20例如是外径为20mm、内径为16mm并且厚度为2mm的由铁合金制成并且滑动性低的刚性辊。也选择张力辊19和加压侧辊20的尺寸,以便与加压带12的尺寸相匹配。
[0155]
此处,通过由未示出的加压机构引起的预定压力将加压侧辊20沿箭头f的方向朝向加热侧辊18加压,所述加压机构在加压侧辊20的转轴的左右两端工作,以便在加热带11和加压带12之间形成辊隙部n。
[0156]
另外,采用加压垫,以便在不增加设备的尺寸的情况下获得宽的辊隙部n。具体地,加压垫包括作为将加热带11朝向加压带12加压的第一加压垫的定影垫21,和作为将加压带12朝向加热带11加压的第二加压垫的加压垫22。定影垫21和加压垫22支承并且配置在设备的未示出的左侧板和右侧板之间。加压垫22通过由未示出的加压机构引起的预定的压力沿
箭头g的方向朝向定影垫21加压。作为第一加压垫的定影垫21包括垫基体和与带接触的滑动片(低摩擦片)23。作为第二加压垫的压力垫22也具有垫基体和与带接触的滑动片24。这是因为存在与垫的带的内周面摩擦的部分的磨损变大的问题。由于滑动片23和24插在带与垫基体之间,因此,可以防止垫的磨损,也可以降低滑动阻力,因此,可以确保令人满意的带的运行性和带的耐久性。
[0157]
以供参考,分别为加热带11设置有非接触式除电刷(未示出),并且为加压带设置有接触式除电刷(未示出)。
[0158]
控制电路部16至少当执行图像形成时驱动马达m。由此,将加热侧辊18旋转驱动,并且将加热带11沿相同方向旋转驱动。加压带12通过加热带11驱动,并且由此而旋转。此处,将辊对18和20构成为在定影辊隙的最下游部分处夹持和输送加热带11和加压带12,由此,可以防止带的滑动。定影辊隙的最下游部分是定影辊隙中的压力分布(沿记录介质的输送方向)变得最大的部分。
[0159]
在加热带11上升并且维持在预定的定影温度的状态下(称为温度控制),将其上具有未定影调色剂图像t的记录介质s输送至加热带11和加压带12之间的辊隙部n(箭头方向)。记录介质s在其中其上承载有未定影调色剂图像t的表面面向加热带11侧的状态下引入。然后,记录介质s在其中未定影调色剂图像t与加热带11的外周面紧密接触的状态下夹持和输送,由此,从加热带11赋予热,并且施加压力;并且将未定影调色剂图像t定影在记录介质s的表面上。此时,来自加热带11的已加热基体的热通过具有在厚度方向上的热导率提高的弹性层而有效地朝向记录介质s传输。其后,记录介质s通过分离构件25与加热带分离,并且(沿箭头方向)输送。
[0160]
·
加热带-加压辊型热定影设备
[0161]
图4示出使用陶瓷加热器作为加热体的加热带-加热辊型热定影设备的一个实例的示意图。在图4中,附图标记11表示圆筒状或环形带形状的加热带,并且可以采用根据本公开的定影构件。有耐热且隔热的带引导件30用于保持加热带11。在与加热带11接触的位置(带引导件30的下表面的大致中央部)处,将用于将加热带11加热的陶瓷加热器31安装至沿着引导件的长度方向形成并设置的槽部中,并且固定支承。另外,加热带11松散地安装在带引导件30周围。另外,加压用刚性支架32插入带引导件30的内侧。
[0162]
另一方面,配置加压辊33使得面向加热带11。注意,在本公开中,加压辊33为弹性加压辊,具体地,为其中硅橡胶的弹性层33b设置在芯金属33a上以降低硬度的辊。以使得其两端部可旋转地保持在设备的未示出的前侧和后侧底盘侧的板之间的方式配置芯金属33a。以供参考,弹性加压辊被覆有pfa(四氟乙烯/全氟烷基醚共聚物)管,以便提高表面性能。
[0163]
加压弹簧(未示出)分别以压缩状态设置在加压用刚性支架32的两端部和设备底盘侧的弹簧接受构件(未示出)之间,由此,对加压用刚性支架32施加向下的推力。由此,配置在由耐热树脂制成的带引导件30的下表面上的陶瓷加热器31的下表面与加压辊33的上表面彼此压接,同时将加热带11夹持在其间,并且形成定影辊隙部n。
[0164]
加压辊33通过未示出的驱动单元沿箭头所示的逆时针方向旋转驱动。通过加压辊33的旋转驱动而产生的旋转力由于加压辊33和加热带11的外表面之间的摩擦力而作用在加热带11上。加热带11的内表面在定影辊隙部n处与陶瓷加热器31的下表面紧密接触。然
后,与陶瓷加热器31的下表面紧密接触的加热带11沿箭头所示的顺时针方向以与加压辊33的旋转圆周速度大致对应的圆周速度围绕带引导件30旋转,同时以紧密接触的状态滑动(加压辊驱动方式)。
[0165]
基于印刷开始信号开始加压辊33的旋转,并且开始陶瓷加热器31的加热。通过加压辊33的旋转,加热带11的旋转圆周速度变得稳定,并且设置在陶瓷加热器的上表面上的温度检测元件34的温度上升至预定温度,例如,180℃。此时,将作为待加热材料的其上承载有未定影调色剂图像t的记录介质s在定影辊隙部n处、沿箭头方向、在调色剂图像承载表面侧面向加热带11侧的状态下引入至加热带11和加压辊33之间。然后,记录介质s在定影辊隙部n中经由加热带11与陶瓷加热器31的下表面紧密接触,并且与加热带11一起移动和通过定影辊隙部n。在移动和通过的过程中,加热带11的热施加至记录介质s,并且调色剂图像t加热和定影在记录介质s的表面上。通过定影辊隙部n的记录介质s与加热带11的外表面分离,并且输送。
[0166]
作为加热体的陶瓷加热器31是长度方向为与加热带11和记录介质s的移动方向正交的长度方向的具有低热容量的水平长的线状加热体。优选的是,陶瓷加热器31具有基本上包括以下的构成:加热器基板31a;在加热器基板31a的表面上沿长度方向设置的发热层31b;进一步设置在其上的保护层31c;和滑动构件31d。此处,加热器基板31a可以由氮化铝等形成。发热层31b可以通过借由丝网印刷等施加例如,宽度为1至5mm的如ag/pd(银/钯)等电阻材料约10μm来形成。保护层31c可以由玻璃、或氟树脂等形成。注意,热定影设备中使用的陶瓷加热器不限于以上结构。
[0167]
然后,将电流施加在陶瓷加热器31的发热层31b的两端之间,由此使发热层31b发热,并且加热器31的温度快速上升。陶瓷加热器31通过安装至在保护层31c侧向上的状态下沿着引导件的长度方向形成并且设置在带引导件30的下表面的大致中央部的槽部中而固定并支承。在定影辊隙部n与加热带11接触时,陶瓷加热器31的滑动构件31d的表面和加热带11的内表面在彼此接触的同时滑动。
[0168]
如上所述,在加热带11中,包含硅橡胶的弹性层在厚度方向上的热导率得到提高,并且硬度还降低。由于此类构成,加热带11可以有效地将未定影调色剂图像加热,并且可以在定影辊隙时将高品质图像定影在记录介质s上,因为硬度低。
[0169]
根据本公开的一个方面,可以获得热导率高、热容量低、并且此外耐久性优异的电子照相用构件。另外,根据本公开的一个方面,可以获得有助于稳定形成高品质电子照相图像的热定影设备。此外,根据本公开的另一个方面,可以获得可以稳定地形成高品质电子照相图像的电子照相图像形成设备。
[0170]
实施例
[0171]
以下将参照实施例更详细地描述本公开。
[0172]
[实施例1]
[0173]
·
液状硅橡胶组合物的制备
[0174]
首先,作为组分(a),准备100质量份有机硅聚合物(以下,称为"vi"),其仅在分子链的两末端具有作为不饱和脂肪族基团的乙烯基,并且具有甲基作为不包含其它不饱和脂肪族基团的未取代烃基。作为vi,使用由gelest,inc.制造的商品名:dms v41,并且粘度为10000mm2/s。以供参考,有机硅聚合物为其中在结构式(2)中,全部r3为甲基并且全部r4为乙
烯基的聚合物。
[0175]
随后,将该vi与作为组分(d)的表面已经氧化的金属硅粉末(商品名:m-si#350wb,由kinsei matec co.,ltd.生产,平均粒径为12μm)共混,使得相对于有机硅组分为42体积%。将混合物设置在自转/公转混合机(型号arv-310,由thinky corporation制造)中,并且以2000rpm搅拌和混合4分钟,并且获得混合物1。
[0176]
其后,在常温下将混合物1静置贮存180天。
[0177]
接下来,称量如下材料,作为固化延迟剂的90质量%1-乙炔基-1-环己醇(由tokyo chemical industry co.,ltd.生产)的ipa溶液0.22质量份,组分(c)的氢化硅烷化催化剂(铂催化剂:1,3-二乙烯基四甲基二硅氧烷铂络合物、1,3-二乙烯基四甲基二硅氧烷、和2-丙醇的混合物)0.1质量份,和进一步,作为组分(b)的具有直链硅氧烷骨架并且具有仅在侧链键合至硅的活性氢基团的有机硅聚合物(商品名:hms-301,由gelest inc.生产,并且粘度为30mm2/s)1.5质量份;将称量的材料添加至混合物1中;将所得的混合物设置在自转/公转混合机(型号arv-310,由thinky corporation制造)中,在减压下以600rpm搅拌和混合4分钟;获得液状硅橡胶组合物。
[0178]
·
样品片的制备
[0179]
通过使用涂膜机(由allgood制造),用上述液状硅橡胶组合物以10mm/秒的速度被覆厚度为50μm的不锈钢(sus)膜,使得组合物的膜厚度变为250μm。其后,通过在160℃下加热1分钟使液状硅橡胶组合物初步固化,然后,通过在200℃的温度下加热30分钟使所得的硅橡胶组合物层二次固化,以制备弹性层的样品片。
[0180]
·
质量减少率的测量
[0181]
从上述弹性层的样品片取出2g样品,并且将其浸渍在温度为40℃的、以10wt%的浓度包含十二烷基苯硫酸的50ml正丙基溴液体(商品名:esolve21rs,由kaneko chemical co.,ltd.生产)中。然后,在40khz超声波的施加下洗涤浸渍的样品60分钟。由此,使固化的硅橡胶溶解,并且提取金属硅颗粒。接下来,通过使用直径为40mm的kiriyama漏斗和kiriyama漏斗用滤纸no.5c(保留颗粒1μm),通过10ml温度为25℃的甲苯对获得的金属硅颗粒进行真空过滤洗涤3次。在120℃的温度下将由此洗涤的金属硅颗粒干燥1小时。以50mg的量称出干燥的金属硅颗粒并且进行tga测量。作为tga设备,使用"tga/dsc 3+"(商品名,由mettler toledo international inc.制造);并且在80ml/分钟的干燥空气下,以5℃/分钟从50℃的温度升温至500℃的温度,并且测量此时的质量变化。由300℃和500℃之间的温度段内获得的质量变化数据计算质量减少率(%)。结果在表1中示出。
[0182]
·
断裂能量的测量
[0183]
用冲模(jis k6251:2004中规定的哑铃形no.8)从以上弹性层的样品片切出试验片,并且测量作为测量点的中央附近橡胶的厚度。接下来,切出的试验片通过使用拉伸试验机(装置名:strograph eii-l1,由toyo seiki seisaku-sho,ltd.制造)在室温下,以500mm/分钟的拉伸速度来测试,直到样品断裂为止。从断裂曲线计算断裂能量。断裂能量作为从相同的样品片切出的四个样品的平均值来计算。结果在表1中示出。
[0184]
[比较例1]
[0185]
除了将静置贮存期设定为6天以外,以与实施例1中相同的方式制备样品片。
[0186]
[实施例2]
[0187]
除了将粘度为5000mm2/s的材料(商品名:dms v35,由gelest inc.生产)用作组分(a),将组分(d)的金属硅的共混量设定为40体积%,并且将静置贮存期设定为46天以外,以与实施例1中相同的方式制备样品片。
[0188]
[比较例2]
[0189]
除了将静置贮存期设定为3小时以外,以与实施例2中相同的方式制备样品片。
[0190]
[实施例3]
[0191]
将用作组分(a)的有机硅聚合物改变为由gelest,inc.制造的粘度为20000mm2/s的商品名:dms-v42。以供参考,有机硅聚合物为其中在结构式(2)中,全部r3为甲基并且全部r4为乙烯基的聚合物。
[0192]
随后,向该vi中添加表面已经氧化的金属硅粉末(商品名:m-si#350wb,由kinsei matec co.,ltd.生产,平均粒径为12μm)作为组分(d),使得相对于有机硅组分变为40体积%。将混合物设置在行星混合机(hivis mix 2p-01型,由primix corporation制造)中,并且以10rpm搅拌和混合160分钟;并且获得混合物2。其后,在常温下将混合物2静置贮存5天。
[0193]
随后的步骤与实施例1中相同,并且制备样品片。
[0194]
[比较例3]
[0195]
除了将组分(a)和(d)的混合物以与实施例1中相同的方式设定在自转/公转混合机(型号arv-310,由thinky corporation制造)中,并且以2000rpm搅拌和混合4分钟以外,以与实施例3中相同的方式制备样品片。
[0196]
(评价)
[0197]
对于实施例1至3和比较例1至3的样品片,通过上述方法测量tga减少率和断裂能量。图5示出实施例1和比较例1的断裂试验的曲线结果。
[0198]
[表1]
[0199][0200]
从表1的结果,当比较实施例和比较例时,应当理解,在任意的组成中,示出大的tga减少率和大量结合橡胶的组成也示出大的断裂能量。
[0201]
虽然已参照示例性实施方案描述了本发明,但应理解本发明不限于公开的示例性实施方案。所附权利要求的范围应符合最宽泛的解释以涵盖全部此类修改以及等同的结构和功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1