一种液晶显示面板与背光模组的组装贴合设备的制作方法
1.本发明涉及显示屏加工技术领域,特别涉及一种液晶显示面板与背光模组的组装贴合设备。
背景技术:
2.液晶显示面板本身不发光,需要借由背光模组提供的光源来正常显示,现有的显示屏由背光模组、放置背光模组的边框以及设置在边框上的液晶显示面板组成,液晶显示面板通过胶液与背光模组的边框贴合组装,两者之间进行组装后通过背光模组为液晶显示面板提供光照均匀的面光,在边框上涂抹胶液使得背光模组与液晶显示面板对于显示屏的组装起到关键性的作用。
3.但是,现有背光模组与显示面板在贴合组装过程中存在的如下问题,一、针对不同规格的显示屏进行组装时,需要使用对应规格的夹具对背光模组进行定位,适用范围小,且增加了显示屏制作的成本;二、对背光模组边框涂胶作业时需要沿着边框的轨迹进行涂抹,涂抹耗费时间长,影响显示屏组装的效率。
技术实现要素:
4.(一)技术方案
5.为了实现上述目的,本发明采用以下技术方案:一种液晶显示面板与背光模组的组装贴合设备,包括组装基板、设置在组装基板上设置有用于对背光模组进行传输的输送装置、放置在输送装置上用于放置背光模组的放置装置、设置在组装基板上的涂胶装置以及设置在组装基板上用于吸附输送液晶显示面板的吸附夹持装置,吸附夹持装置位于涂胶装置的后侧;
6.输送装置包括设置在组装基板上的输送支架,输送支架的内壁之间均匀设置有输送辊,输送辊上均设置有联动链轮,联动链轮与驱动机构相连,驱动机构固定在组装基板上;
7.放置装置包括放置在输送装置上用于放置背光模组的放置框架,放置框架内部开设有调节腔体,放置框架上开设有与调节腔体连通的调节槽,调节槽内设置有调节卡块,调节卡块与调节槽的内壁之间设置有调节弹簧杆,调节腔体内设置有用于控制调节卡块的调节机构;
8.涂胶装置包括设置在组装基板上的涂胶支撑架,涂胶支撑架的下端通过电机座安装有一号电机,一号电机的输出轴上安装有涂胶支撑板,涂胶支撑板的前后两端对称开设有调节滑槽,调节滑槽内设置有调节滑动架,涂胶支撑板上安装有双向伸缩气缸,双向伸缩气缸的两端连接在调节滑动架上,调节滑动架上设有控制机构,控制机构的下端设置有执行涂胶机构,涂胶支撑板的下端设置有作业机构。
9.调节机构包括通过轴承设置在调节腔体内壁上的调节旋转块,调节旋转块与调节卡块之间通过销轴设置有调节控制杆,放置框架的底部开设有螺纹孔,螺纹孔内设置有螺
纹杆,调节旋转块上开设有十字槽,螺纹杆上设置有与十字槽滑动配合的十字架。
10.进一步的,驱动机构包括安装在组装基板上的驱动电机,驱动电机上设置有驱动链轮,组装基板上设置有从动链轮,驱动链轮与从动链轮之间通过驱动链条相连,驱动链条上设置有用于驱动联动链轮的联动链条。
11.进一步的,控制机构包括通过电机座安装在涂胶支撑架上的二号电机,二号电机的输出轴上安装有控制凸轮,涂胶支撑架上均匀开设有控制升降孔,控制升降孔内滑动设置有控制升降架,控制升降架的上端连接在控制圆板上,控制圆板抵靠在控制凸轮的外壁上,调节滑动架上开设有控制调节孔,控制调节孔内通过滑动配合方式设置有控制调节架,控制调节架的下端连接在执行涂胶机构上,控制调节架与涂胶支撑架之间设置有控制弹簧,控制调节架的上端抵靠在控制升降架上。
12.进一步的,执行涂胶机构包括安装在控制调节架上的涂胶框,涂胶框的下端开设有出胶口,涂胶框的侧壁上开设有与出胶口连通的控制槽,控制槽内滑动设置有控制封闭板,控制封闭板与涂胶框的外壁之间设置有封闭弹簧,控制封闭板上设置有控制带,控制带的上端与调节滑动架的外壁相连,涂胶框上设置有密封腔体,密封腔体与涂胶框之间通过通气孔相连,密封腔体上开设有过线孔,过线孔处套设有环形密封塞,密封腔体的内壁上通过弹簧设置有活塞板,活塞板上连接有拉绳,拉绳穿过环形密封塞连接在调节滑动架上。
13.进一步的,作业机构包括对称开设在涂胶框左右两侧的作业孔,作业孔内滑动设置有作业滑杆,作业滑杆位于涂胶框内侧的一端上设置有作业堵塞块,作业滑杆远离作业堵塞块的一端上设置有作业滑动块,作业滑动块与涂胶框的外壁之间套设有缓冲弹簧,作业滑动块通过滑动配合方式连接在作业支撑板上,涂胶支撑板的下端通过电机座安装有三号电机,三号电机的输出轴上安装有驱动齿轮,驱动齿轮的前后两端均啮合有驱动齿条板,驱动齿条板固定在作业支撑板上。
14.进一步的,吸附夹持装置包括固定在组装基板上的吸附支撑架,吸附支撑架上设置有移动升降机构,移动升降机构的下端安装有吸附框架,吸附框架的侧壁上沿其周向均匀开设有伸缩槽,伸缩槽内滑动设置有伸缩调节架,伸缩调节架上设置有吸盘,吸附框架的内壁上通过电机座安装有五号电机,五号电机的输出轴上安装有螺纹盘,伸缩调节架与螺纹盘之间通过螺纹啮合方式相连,组装基板上设置有用于放置液晶显示板的放置台。
15.进一步的,移动升降机构包括通过电机座安装在吸附支撑架上的移动电机,移动电机的输出轴通过联轴器与移动丝杠的一端相连,移动丝杠的另一端通过轴承安装在吸附支撑架上,移动丝杠上设置有移动块,移动块的下端安装有升降气缸,升降气缸的下端设置在吸附框架上。
16.进一步的,输送支架上开设有限位滑槽,放置框架上开设有与限位滑槽滑动配合的限位滑块。
17.进一步的,涂胶支撑架的下端设置有环形滑槽,环形滑槽的截面呈t字型结构,环形滑槽内通过滑动配合方式设置有t型滑动架,t型滑动架的下端固定在涂胶支撑板上。
18.(二)有益效果
19.1、本发明解决了现有背光模组与显示面板在贴合组装过程中存在的如下问题,一、针对不同规格的显示屏进行组装时,需要使用对应规格的夹具对背光模组进行定位,适用范围小,且增加了显示屏制作的成本;二、对背光模组边框涂胶作业时需要沿着边框的轨
迹进行涂抹,涂抹耗费时间长,影响显示屏组装的效率。
20.2.本发明设计的放置装置能够满足针对不同背光模组均能够进行有效定位的作用,能够避免不同规格的背光模组在作业中出现放置位置倾斜的情况,提高了本发明的适用范围,降低了成本。
21.3.本发明设计的涂胶装置可以根据背光模组边框的长度调节出胶口的长度,使出胶口与边框的长度统一,能够单次对边框的两个端面进行涂胶,提高了胶液涂抹的速度,节约了涂抹的时间,提高了显示屏组成的效率。
附图说明
22.下面结合附图和实施例对本发明进一步说明。
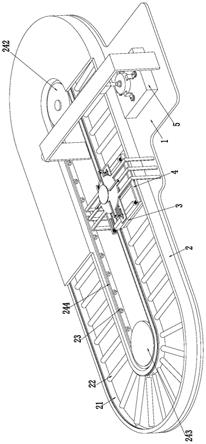
23.图1是本发明的结构示意图;
24.图2是本发明放置装置的剖视图;
25.图3是本发明组装基板与涂胶装置之间的结构示意图;
26.图4是本发明涂胶装置的剖视图;
27.图5是本发明图4的a处局部放大图;
28.图6是本发明涂胶框与涂胶机构之间的结构示意图
29.图7是本发明吸附夹持装置的剖视图。
具体实施方式
30.下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
31.另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
32.如图1至图7所示,一种液晶显示面板与背光模组的组装贴合设备,包括组装基板1、设置在组装基板1上设置有的输送装置2、放置在输送装置2上的放置装置3、设置在组装基板1上的涂胶装置4以及设置在组装基板1上用于吸附输送液晶显示面板的吸附夹持装置5,吸附夹持装置5位于涂胶装置4的后侧;
33.将背光模组放置到输送装置2上,通过输送装置2带动输送装置2上的背光模组移动至涂胶装置4工作的位置处,涂胶装置4将准备好的胶液涂抹到背光模组的边框上,而后输送装置2继续带动背光模组移动到吸附夹持装置5工作的位置处,吸附夹持装置5对液晶显示面板进行吸附,并且将吸附的液晶显示面板贴合到背光模组的边框上。
34.放置装置3包括放置在输送装置2上用于放置背光模组的放置框架31,放置框架31内部开设有调节腔体,放置框架31上开设有与调节腔体连通的调节槽,调节槽内设置有调节卡块32,调节卡块32与调节槽的内壁之间设置有调节弹簧杆33,调节腔体内设置有用于控制调节卡块32的调节机构34;
35.调节机构34包括通过轴承设置在调节腔体内壁上的调节旋转块341,调节旋转块341与调节卡块32之间通过销轴设置有调节控制杆342,放置框架31的底部开设有螺纹孔,螺纹孔内设置有螺纹杆343,调节旋转块341上开设有十字槽,螺纹杆343上设置有与十字槽滑动配合的十字架344。
36.根据需要进行贴合组装的背光模组规格控制螺纹杆343进行转动,螺纹杆343在转动的过程中通过十字架344与十字槽之间的相互配合带动调节旋转块341进行角度调节,调节旋转块341在进行角度调节转动的同时带动调节控制杆342同步进行调节作业,调节控制杆342在作业的过程中带动调节卡块32在调节槽内进行移动,从而满足针对不同背光模组均能够进行有效定位的作用,能够避免不同规格的背光模组在作业中出现放置位置倾斜的情况,提高了本发明的适用范围。
37.输送装置2包括设置在组装基板1上的输送支架21,输送支架21的内壁之间均匀设置有输送辊22,输送辊22上均设置有联动链轮23,联动链轮23与驱动机构相连,驱动机构固定在组装基板1上;
38.输送支架21上开设有限位滑槽,放置框架31上开设有与限位滑槽滑动配合的限位滑块。
39.驱动机构包括安装在组装基板1上的驱动电机,驱动电机上设置有驱动链轮242,组装基板1上设置有从动链轮243,驱动链轮242与从动链轮243之间通过驱动链条244相连,驱动链条244上设置有用于驱动联动链轮23的联动链条。
40.将调节好的放置框架31放置到输送辊22上,并且使得限位滑块插入到限位滑槽内,而后启动驱动电机,驱动电机在作业中带动驱动链轮242进行旋转,驱动链轮242在转动的过程中通过与从动链轮243之间的配合带动驱动链条244进行循环运动,驱动链条244在运动的过程中带动联动链条进行同步运动,联动链条在运动的过程中带动联动链轮23进行旋转,从而控制输送辊22同步进行转动,输送辊22的表面设置有橡胶条,输送辊22在转动的过程中带动放置框架31进行运动。
41.涂胶装置4包括设置在组装基板1上的涂胶支撑架41,涂胶支撑架41的下端通过电机座安装有一号电机42,一号电机42的输出轴上安装有涂胶支撑板43,涂胶支撑板43的前后两端对称开设有调节滑槽,调节滑槽内设置有调节滑动架44,涂胶支撑板43上安装有双向伸缩气缸45,双向伸缩气缸45的两端连接在调节滑动架44上,调节滑动架44上设有控制机构46,控制机构46的下端设置有执行涂胶机构47,涂胶支撑板43的下端设置有作业机构48。
42.涂胶支撑架41的下端设置有环形滑槽411,环形滑槽411的截面呈t字型结构,环形滑槽411内通过滑动配合方式设置有t型滑动架412,t型滑动架412的下端固定在涂胶支撑板43上。
43.当输送装置2带动放置框架31上的背光模组运动到涂胶装置4工作位置时,作业机构48开始工作,根据背光模组边框的宽度调节执行涂胶机构47的工作状态,使其涂胶的范围符合背光模组的边框的规格,而后通过控制机构46控制执行涂胶机构47对背光模组边框上端面的前后两侧进行涂胶处理,而后启动一号电机42带动涂胶支撑板43进行角度调节,使得执行涂胶机构47调节至能够对背光模组边框上端面的左右两侧进行涂胶处理的位置处,作业机构48工作调节执行涂胶机构47的涂胶范围,使得执行涂胶机构47能够将胶液涂抹至背光模组边框上,同时能够避免胶液涂抹重叠,导致背光模组与液晶显示面板贴合时胶液溢出的情况发生。
44.作业机构48包括对称开设在涂胶框471左右两侧的作业孔,作业孔内滑动设置有作业滑杆481,作业滑杆481位于涂胶框471内侧的一端上设置有作业堵塞块482,作业滑杆
481远离作业堵塞块482的一端上设置有作业滑动块483,作业滑动块483与涂胶框471的外壁之间套设有缓冲弹簧484,作业滑动块483通过滑动配合方式连接在作业支撑板485上,涂胶支撑板43的下端通过电机座安装有三号电机486,三号电机486的输出轴上安装有驱动齿轮487,驱动齿轮487的前后两端均啮合有驱动齿条板488,驱动齿条板488固定在作业支撑板485上,驱动齿条板488的上端面与涂胶支撑板43的下端面滑动相连。
45.根据背光模组边框的宽度,启动双向伸缩气缸45,双向伸缩气缸45在工作的过程中带动调节滑动架44进行调节,调节滑动架44在运动的过程中同步带动涂胶框471调节至合适的工作位置处,涂胶框471在运动中同步使得作业滑动块483在作业支撑板485上进行滑动,使得涂胶框471的出胶口位于背光模组边框的正上方位置处,而后根据背光模组边框的长度,启动三号电机486,三号电机486在作业中控制驱动齿轮487进行旋转,驱动齿轮487在转动的过程中带动两个驱动齿条板488进行相向的移动,驱动齿条板488在作业中带动作业支撑板485同步进行调节,作业支撑板485通过作业滑杆481带动作业堵塞块482进行调节,通过作业堵塞块482的运动调节胶液在涂胶框471内的储存容积,同时使得两个作业堵塞块482之间出胶口长度与背光模组边框的长度方向相等,而后启动控制机构46,控制机构46控制执行涂胶机构47工作,使得胶液从涂胶口涂抹到背光模组的边框上。
46.控制机构46包括通过电机座安装在涂胶支撑架41上的二号电机461,二号电机461的输出轴上安装有控制凸轮462,涂胶支撑架41上均匀开设有控制升降孔,控制升降孔内滑动设置有控制升降架466,控制升降架466与涂胶支撑架41之间设置有升降弹簧,控制升降架466的上端连接在控制圆板465上,控制圆板465抵靠在控制凸轮462的外壁上,调节滑动架44上开设有控制调节孔,控制调节孔内通过滑动配合方式设置有控制调节架463,控制调节架463的下端连接在执行涂胶机构47上,控制调节架463与涂胶支撑架41之间设置有控制弹簧464,控制调节架463的上端抵靠在控制升降架466上。
47.执行涂胶机构47包括安装在控制调节架463上的涂胶框471,涂胶框471的下端开设有出胶口,涂胶框471的侧壁上开设有与出胶口连通的控制槽,控制槽内滑动设置有控制封闭板472,控制封闭板472与涂胶框471的外壁之间设置有封闭弹簧473,控制封闭板472上设置有控制带474,控制带474的上端与调节滑动架44的外壁相连,涂胶框471上设置有密封腔体475,密封腔体475与涂胶框471之间通过通气孔相连,密封腔体475上开设有过线孔,过线孔处套设有环形密封塞476,密封腔体475的内壁上通过弹簧设置有活塞板477,活塞板477上连接有拉绳478,拉绳478穿过环形密封塞476连接在调节滑动架44上。
48.对背光模组边框进行涂胶时,启动二号电机461,二号电机461带动控制凸轮462进行旋转,控制凸轮462在转动时改变与控制圆板465之间的接触位置,在此过程中升降弹簧带动控制升降架466从上往下运动,升降弹簧杆在运动的过程中对控制调节架463进行挤压,控制调节架463受到挤压后带动涂胶框471从上往下运动,使得涂胶框471上的出胶口运动至靠近背光模组边框的位置,涂胶框471在运动的过程中通过控制带474拽动控制封闭板472进行调节,使得控制封闭板472调节至不影响胶液从出胶口排出的位置,而且,为了使得胶液能够顺利的从出胶口排出,涂胶框471在向下运动的过程中通过拉绳478拽动活塞板477从上往下运动,活塞板477在运动中将密封腔体475内的空气注入到涂胶框471内,通过增加涂胶框471内的气压使得胶液顺利的从出胶口涂抹到背光模组的边框上,而后二号电机461停止转动涂胶框471复位,而后启动一号电机42带动涂胶支撑板43进行角度调节,重
复上述步骤对背光模组边框的另外的两个上端面进行涂胶处理。
49.吸附夹持装置5包括固定在组装基板1上的吸附支撑架51,吸附支撑架51上设置有移动升降机构52,移动升降机构52的下端安装有吸附框架53,吸附框架53的侧壁上沿其周向均匀开设有伸缩槽,伸缩槽内滑动设置有伸缩调节架54,伸缩调节架54上设置有吸盘55,吸附框架53的内壁上通过电机座安装有五号电机56,五号电机56的输出轴上安装有螺纹盘57,伸缩调节架54与螺纹盘57之间通过螺纹啮合方式相连,组装基板1上设置有用于放置液晶显示板的放置台58。
50.移动升降机构52包括通过电机座安装在吸附支撑架51上的移动电机521,移动电机521的输出轴通过联轴器与移动丝杠522的一端相连,移动丝杠522的另一端通过轴承安装在吸附支撑架51上,移动丝杠522上设置有移动块523,移动块523的下端安装有升降气缸524,升降气缸524的下端设置在吸附框架53上,吸盘55外接真空吸泵,通过真空吸泵控制吸盘进行吸附作业。
51.输送装置2带动经过涂胶口的背光模组向后运动至合适的位置处,使得吸附夹持装置5能够将液晶显示面板顺利的贴合到背光模组的边框上,吸附夹持装置5在作业中通过移动电机521与升降气缸524之间的配合使得吸附框架53上的吸盘55能够对放置台58上的液晶显示面板进行吸附,针对不同规格的液晶面板进行吸附时,为了使得吸附的液晶面板更加平稳,启动五号电机56带动螺纹盘57进行旋转,螺纹盘57在转动过程中通过螺纹传动的方式带动伸缩调节架54进行位置调节,使得伸缩调节架54上的吸盘55能够在合适的位置对液晶显示面板进行吸附,液晶显示面板被吸附住之后,启动升降气缸524带动液晶显示面板向上调节至合适的位置,而后启动移动电机521带动移动丝杠522进行旋转,移动丝杠522在转动的过程中带动移动块523移动至合适的工作位置,接着启动升降气缸524将吸附的显示面板贴合到背光模组的边框上,吸附夹持装置5复位,输送装置2带动组装贴合的背光模组与显示面板进行运动。
52.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1