车载液晶显示模组连接器双相机自动对位插接系统及方法与流程
:
1.本发明涉及一种车载液晶显示模组连接器双相机自动对位插接技术领域,具体是涉及一种车载液晶显示模组产品连接器用视觉自动对位插接点亮应用,主要应用于车载液晶显示模组产品连接器自动对位插接点亮。
背景技术:
2.车载液晶显示模组产品连接器插接是液晶显示屏生产的关键检测工序不可缺少的动作,通常在液晶显示屏检测工序会设立点亮产品进行画面检测,区分出符合标准合规品和不符合标准超规品。传统液晶屏点亮检测方法基本采用人工对产品连接器进行插接点亮检测,人工插接方法比较落后,效率低,精度差,不易管控,不符合现阶段的工业自动化生产。
技术实现要素:
3.针对现有技术存在的不足,本发明实施例的目的在于提供车载液晶显示模组连接器双相机自动对位插接系统及方法,以解决上述背景技术中的传统液晶屏点亮检测方法基本采用人工对产品连接器进行插接点亮检测,人工插接方法比较落后,效率低,精度差,不易管控,不符合现阶段的工业自动化生产,采用视觉对位系统对于车载液晶显示模组连接器进行拍照定位,计算(x左右方向,y前后方向,z上下方向,r角度)偏移量发送给六轴机器人补偿进行自动插接点亮产品。
4.为实现上述目的,本发明提供如下技术方案:
5.车载液晶显示模组连接器双相机自动对位插接系统,包括六轴机器人、载台和视觉定位机构,所述视觉定位机构用于计算水平方向偏差视觉对位补偿和垂直方向高度偏差视觉对位补偿,所述六轴机器人用于吸取产品连接器并根据接收的视觉水平方向和垂直方向偏移量进行纠偏补偿运动,所述载台用于承托产品连接器以及用于固定连接器插头进行往返运动,从而完成对产品连接器的自动对位插接。
6.作为本发明进一步的方案,所述视觉定位机构包括两套ccd面阵相机、同轴光源以及固定工件,所述两套ccd面阵相机、镜头、同轴光源以及固定工件的安装方向分别为垂直方向安装和水平方向安装。
7.作为本发明进一步的方案,其中一套ccd面阵相机安装在载台下方与载台平面垂直,相机从下往上拍摄用于对产品连接器水平方向进行视觉对位补偿,另一套ccd面阵相机水平方向安装载台平面,相机水平方向拍摄用于对产品连接器垂直方向进行视觉对位补偿。
8.作为本发明进一步的方案,所述六轴机器人包括转接板、真空吸盘和夹持机构,所述转接板包括直线滑轨和滑轨导向轮,用于固定真空吸盘和固定调整夹持机构夹持位置,所述真空吸盘包括可调节工件和吸嘴杆,用于吸取产品,通过调节吸嘴杆位置和高度使产品与相机保证平行,确保成像效果。
9.作为本发明进一步的方案,所述夹持机构包括横向安装气缸、纵向安装气缸、夹头和传感器,用于固定模组产品pcb板连接器,所述传感器用于夹持机构气缸运动反馈到位信号。
10.作为本发明进一步的方案,所述载台包括平面平台、运动x轴模组和运动y轴模组,所述平面平台用于承托产品连接器,所述运动x轴模组用于定位运动y轴模组。
11.作为本发明进一步的方案,所述运动y轴模组的固定底座用于定位连接器插头,通过控制y轴模组完成插接及拨线动作。
12.本发明还提供了车载液晶显示模组连接器双相机自动对位插接方法,包括以下步骤:通过六轴机器人吸取产品并根据接收视觉水平方向和垂直方向偏移量进行纠偏补偿运动;调节连接器插头的位置实现与模组连接器进行插接。进一步优选,通过视觉定位机构计算视觉水平方向和垂直方向的偏移量补偿。
13.本发明具有以下有益效果:
14.1、本发明能实现车载液晶显示模组产品连接器用视觉自动对位插接进行点亮检测的工业自动化,开发视觉定位系统替换人工插接点亮检测,减轻质检员的劳动强度以及消除人眼检测对员工眼睛的伤害。检测的一致性强,由人员质检,不同员工间判断差异、状态、熟练程度不同,易造成误检和漏检,检测标准不一,通过机器视觉代替人工,使产品检测标准一致统一,提升产线出货品质水准;检测精度高,检测耗时短,缩短产线检测节省时间,提高产线生产效率与产量。
15.2、本发明调试简易,通过六轴机器人用取料工件吸取产品后,夹持机构固定pcb连接器运动至视觉检测机构相机1拍照点,到位后机器人触发相机1拍照进行水平方向视觉对位补偿,相机1拍完照运动到相机2拍照点,到位后机器人触发相机2拍照进行垂直方向视觉对位高度补偿,然后机器移动到载台插接位,接收视觉水平方向和垂直方向偏移量进行纠偏补偿运动。运动y轴模组移动连接器插头对模组连接器进行插接。插接完成后载台用平面平台承托产品,然后点亮产品进行检测。
16.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明:
17.图1是本发明提供的六轴机器人的结构示意图。
18.图2、图3分别是本发明提供的自动插接、自动对位示意图。
19.图4a、图4b是本发明提供的插接部分的结构示意图。
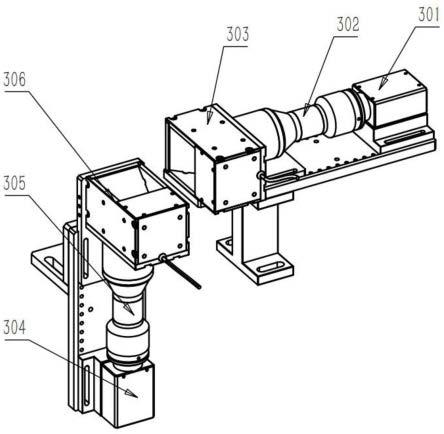
20.图5是本发明提供的双相机的结构示意图。
21.图6是本发明提供的拍照位置的结构示意图。
22.图7是本发明提供的夹持结构的结构示意图。
具体实施方式:
23.下面将结合附图和有关知识对本发明作出进一步的说明,进行清楚、完整地描述,显然,所描述的应用仅仅是本发明的一部分实施例,而不是全部的实施例。
24.参照图1-图7所示,车载液晶显示模组连接器双相机自动对位插接系统,包括六轴
机器人100,载台200和视觉定位机构300:六轴机器人100用于吸取产品运动以及接收视觉水平方向和垂直方向偏移量进行纠偏补偿运动。
25.载台200用于承托产品以及固定连接器插头进行往返运动。
26.视觉对位机构300用于安装两套cdd面阵相机和同轴光源,相机中心与同轴光源透镜中心在同一轴上,相机1对产品连接器垂直方向从下往上采集图像,算出水平方向偏差进行视觉对位补偿,相机2对产品连接器水平方向采集图像,算出垂直方向高度偏差进行视觉对位补偿。从而实现对车载液晶显模组产品连接器进行插接点亮检测。本发明能够实现通过面阵相机拍摄产品,算法对采集的图像计算出偏移量。可以快速实现视觉自动对位插接点亮产品,效率更高。且相对于人工插接精度更高、插接更稳定。检测效率和用人成本控制都得到一个显著的提升。
27.在本发明中,六轴机器人100包括转接板104,真空吸盘103,夹持机构102,转接板104包括直线滑轨,滑轨导向轮,用于固定真空吸盘和固定调整夹持机构夹持位置,真空吸盘包括可调节工件,吸嘴杆,用于吸取模组产品,可通过调节吸嘴杆位置和高度使被检查物与相机保证平行,确保成像效果,夹持机构102包括一个横向安装气缸,一个纵向安装气缸,夹头,传感器。气缸,夹头用于固定模组产品pcb板连接器,传感器用于夹持机构气缸运动反馈到位信号。进一步优选,夹持机构102包括一个横向气缸10201,一个升降气缸10202,一个气爪10203及气缸传感器。气缸及气爪用于固定模组产品pcb板连接器,气缸传感器用于气缸运动反馈到位信号。夹持机构的动作流程,横向气缸10201伸出、升降气缸10202下降、横向气缸10201回缩,夹爪10203夹持产品pcb板定位,该动作过程流畅,夹持精度高。转接板104包括直线滑轨,滑轨导向轮,用于固定真空吸盘103和固定调整夹持机构102夹持位置,真空吸盘103包括可调节工件,吸嘴杆,用于吸取模组产品,可通过调节吸嘴杆位置和高度使被检查物与相机保证平行,确保成像效果。六轴机器人102夹持机构,用此夹持机构夹持产品pcb连接器进行自动对位插接,点亮成功率高达99.9%。验证时跑片10000片,成功率达到9992片。
28.在本发明中,载台200包括平面平台201,运动x轴模组202,运动y轴模组203,连接器插头固定器204。平面平台201用于承托产品;运动x轴模组202用于定位连接器插头固定器204-x轴方向位置;运动y轴模组203用于定位连接器插头固定器204-y轴方向,插接时运动y轴模组203带动连接器插头固定器204往前移动进行插接动作。本发明中通过一个横向气缸10201,一个升降气缸10202,一个气爪10203及气缸传感器,再配合真空吸盘103,并结合运动x轴模组202,运动y轴模组203的插接动作,可以确保定位和插接的精准性,点亮成功率高达99.9%。
29.视觉定位机构300用于安装两套cdd面阵相机和同轴光源,相机中心与同轴光源透镜中心在同一轴上,相机1对产品连接器垂直方向从下往上采集图像,算出水平方向偏差进行视觉对位补偿,相机2对产品连接器水平方向采集图像,算出垂直方向高度偏差进行视觉对位补偿。从而实现对车载液晶显模组产品连接器进行插接点亮检测。视觉对位机构包括两套ccd面阵相机、同轴光源以及固定工件,所述两套ccd面阵相机,镜头,同轴光源以及固定工件分别用于垂直方向安装和水平方向安装;相机304安装在机台下方与机台平面垂直,相机从下往上拍摄用于对产品连接器水平方向(x左右方向,y前后方向,r角度)进行视觉对位补偿。相机301水平方向安装机台平面,相机水平方向拍摄用于对产品连接器垂直方向(z
上下方向)进行视觉对位补偿。
30.在本发明中,补偿原理为:通过六轴机器人示教模式,手动控制六轴机器人吸取产品连接器到相机机构拍照点拍照进行点位示教,即是拍照设置一个带有明显特征图像模板当做一个基准点。然后自动模式运行时六轴机器会吸取产品连接器到相机拍照点拍摄,然后由视觉软件会自动计算出当前图像特征距离基准点特征图像x,y,z,r,偏移量。
31.以下提供一具体的实施例
32.实施例1
33.参照图1-图7所示,车载液晶显示模组连接器双相机自动对位插接系统,包括六轴机器人100,载台200和视觉定位机构300,六轴机器人100用于吸取产品运动以及接收视觉水平方向和垂直方向偏移量进行纠偏补偿运动。载台200用于承托产品和固定连接器插头进行往返运动。视觉定位机构300用于安装两套cdd面阵相机和同轴光源,相机中心与同轴光源透镜中心在同一轴上,相机1对产品连接器垂直方向从下往上采集图像,算出水平方向偏差进行视觉对位补偿,相机2对产品连接器水平方向采集图像,算出垂直方向高度偏差进行视觉对位补偿。从而实现对车载液晶显模组产品连接器进行插接点亮检测。视觉对位机构包括两套ccd面阵相机、同轴光源以及固定工件,两套ccd面阵相机、镜头(302、305)、同轴光源(303、306)以及固定工件分别用于垂直方向安装和水平方向安装;相机304安装在机台下方与机台平面垂直,相机从下往上拍摄用于对产品连接器水平方向(x左右方向,y前后方向,r角度)进行视觉对位补偿。相机301水平方向安装机台平面,相机水平方向拍摄用于对产品连接器垂直方向(z上下方向)进行视觉对位补偿。
34.本发明调试简易,通过六轴机器人用取料工件吸取产品后,夹持机构固定pcb连接器运动至视觉检测机构相机1拍照点,到位后机器人触发相机1拍照进行水平方向视觉对位补偿,相机1拍完照运动到相机2拍照点,到位后机器人触发相机2拍照进行垂直方向视觉对位高度补偿,然后机器移动到载台插接位,接收视觉水平方向和垂直方向偏移量进行纠偏补偿运动。运动y轴模组移动连接器插头对模组连接器进行插接。插接完成后载台用平面平台承托产品,然后点亮产品进行检测。
35.以上结合具体实施例描述了本发明的技术原理,仅是本发明的优选实施方式。本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1