混彩防水反光膜及其生产工艺的制作方法
1.本发明涉及反光膜技术领域,特别是涉及一种混彩防水反光膜及其生产工艺。
背景技术:
2.反光膜是一种可反射光线的膜状结构,广泛应用于交通标识、广告、鞋服等各个领域,常见的反光膜一般利用玻璃珠技术、微棱镜技术、合成树脂技术或薄膜技术技术制成的反光层来反射光线,现有的反光膜反射的色彩多为单色,比较单调,其次,现有的反光膜防水效果较差,存在改进的空间。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本发明提供一种混彩防水反光膜,具有混色渐变效果,色彩丰富,优化了产品的视觉效果。
4.本发明一方面提供一种混彩防水反光膜,包括封装层和胶黏层,所述封装层包括从上至下依次设置的pc层、热熔胶层和pet层,所述pc层包括从上至下依次设置的微棱镜层和基层,所述pc层和pet层之间形成有若干封装部,所述热熔胶层包括单色热熔胶和混色热熔胶,所述单色热熔胶和混色热熔胶间隔封装在封装部的内部,所述混色热熔胶位于相邻的单色热熔胶之间。
5.进一步的,所述pc层的上表面设有亚克力保护层。
6.进一步的,所述单色热熔胶在反光膜长度延伸的方向上形成单色带,所述混色热熔胶在反光膜长度延伸的方向上形成混色带。
7.进一步的,所述胶黏层包括压敏胶层和离型层,所述压敏胶层的上表面固定在pet层的下表面,所述离型层的上表面固定在压敏胶层的下表面。
8.本发明另一方面提供一种反光膜的生产工艺,包括以下步骤:s10、将单色热熔胶加热到熔融状态;s20、采用混彩涂布设备将熔融状态的单色热熔胶挤压复合在pc层和pet层之间,形成单色带和混色带;s30、采用混彩涂布设备将复合后的半成品膜进行烘干;s40、采用混彩涂布设备将复合后的半成品膜进行冷却;s50、采用混彩涂布设备将复合后的半成品膜进行裁边,形成成品封装膜;s60、采用混彩涂布设备将裁边后的封装膜进行收卷;s70、将封装膜的上表面与亚克力保护层热压复合;s80、在封装膜的下表面粘合胶黏层。
9.进一步的,所述混彩涂布设备包括机架,所述机架上从左到右依次水平设置有夹紧辊、印花辊、引导辊、冷却辊和收卷辊,所述夹紧辊和印花辊之间设有成膜间隙,所述成膜间隙的正上方设有流延盒模组,所述流延盒模组的两侧分别设有pc放卷辊和pet放卷辊,所述流延盒模组沿前后方向滑动安装在机架上,所述流延盒模组内设有内腔,所述内腔内竖
直安装有隔板,所述隔板将内腔分隔为若干储料腔,所述夹紧辊、印花辊、引导辊、冷却辊、收卷辊、pc放卷辊和pet放卷辊均传动连接有驱动电机。
10.进一步的,所述机架沿左右方向滑动安装有安装座,所述夹紧辊转动安装在安装座上,所述安装座的侧边设有推动安装座滑动的调节气缸。
11.进一步的,所述机架上设有用于烘干的红外烘干灯,所述红外烘干灯位于引导棍上方。
12.进一步的,所述机架上设有切刀组件,所述切刀组件包括丝杆、滑杆、滑块和刀具,所述丝杆和滑杆轴向平行的安装在机架上,所述丝杆和滑杆的轴向均沿前后方向延伸,所述滑块的数量为两个且对称的螺纹连接在螺杆两侧,两个所述滑块均滑动安装在滑杆上,所述螺杆两侧的螺纹方向相反,所述刀具有两个且分别安装在两个滑块上,所述螺杆的一端传动连接有调节电机。
13.进一步的,所述流延盒模组的一侧设有用于推动其滑动的混彩气缸,所述混彩气缸安装在机架上,所述机架上设有导杆,所述流延盒模组沿导杆前后滑动。
14.综上所述,本发明的有益效果是:本发明的流延盒模组的内腔分隔为多个储料腔,储料腔内盛装不同颜色的单色热熔胶,复合时单色热熔胶从流延盒模组底部流到pc膜和pet膜之间,相邻的两种不同颜色的单色热熔胶相互混合,形成混色热熔胶,从而达到渐变效果,流延盒模组可在混彩气缸的推动下沿导杆前后滑动,从而形成波浪形的颜色条纹,这样复合成型的反光膜色彩丰富,具有更好的视觉效果;调节气缸可调节夹紧辊和印花辊之间的成膜间隙的宽度,从而调节反光膜的厚度;复合时印花辊上的花纹将热熔胶挤到旁边,使热熔胶分隔为一个个区域,粘合更加稳固,还具有防水效果;采用本发明生产的反光膜通过微棱镜层的棱镜的结构来反光,单色带和混色带作为反光的底色,混色带具有混色渐变的效果,丰富了反光膜的颜色;亚克力保护层耐候性和防水性能良好,提升了反光膜的寿命;花纹间形成一个个间隔的封装部,使pc层和pet层结合更加牢固,同时,花纹还起到分隔防水的作用。
附图说明
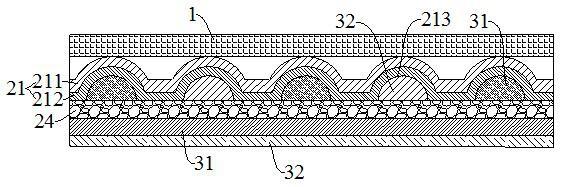
15.图1为本发明一种混彩防水反光膜的截面结构示意图。
16.图2为本发明一种混彩防水反光膜的pc层的结构示意图。
17.图3为本发明一种混彩防水反光膜的结构示意图。
18.图4为本发明混彩涂布设备的立体图。
19.图5为本发明混彩涂布设备的结构示意图。
20.图6为本发明混彩涂布设备的流延盒模组的结构示意图。
21.图7为本发明混彩涂布设备的印花辊的结构示意图。
22.图8为本发明混彩涂布设备的切刀组件的结构示意图。
23.附图标记说明:1、亚克力保护层;21、pc层;211、微棱镜层;212、基层;213、封装部;22、单色热熔胶;221、单色带;23、混色热熔胶;231、混色带;24、pet层;31、压敏胶层;32、离型层;
10、机架;101、驱动电机;20、夹紧辊;201、成膜间隙;202、安装座;203、调节气缸;30、印花辊;301、花纹;40、引导辊;401、红外烘干灯;50、冷却辊;60、切刀组件;601、丝杆;602、滑杆;603、滑块;604、刀具;605、调节电机;70、收卷辊;701、封装膜;80、流延盒模组;801、内腔;802、隔板;803、储料腔;804、混彩气缸;805、导杆;901、pc放卷辊;9011、pc膜;902、pet放卷辊;9021、pet膜。
具体实施方式
24.下面结合附图对本发明作进一步说明:如图1-8所示,本实施例一方面提供一种混彩防水反光膜,包括从上至下依次设置的亚克力保护层1、封装层和胶黏层。
25.在本实施例中,所述亚克力保护层1热压复合在封装层的上表面,所述胶黏层粘合在封装层的下表面,亚克力保护层1耐候性和防水性能良好,提升了反光膜的寿命。
26.在本实施例中,所述封装层采用封装膜701制成,该封装膜701包括从上至下依次设置的pc层21、热熔胶层和pet层24,所述pc层21包括从上至下依次设置的微棱镜层211和基层212,所述基层212为pc材料制成,微棱镜层211热压复合在基层212的上表面,通过微棱镜层211的棱镜的结构来反光,棱镜结构反光的原理为现有技术,在此不再赘述。所述pc层21和pet层24之间形成有若干封装部213,所述热熔胶层包括单色热熔胶22和混色热熔胶23,所述单色热熔胶22和混色热熔胶23间隔封装在封装部213的内部,所述混色热熔胶23位于相邻的单色热熔胶22之间。具体的,将多种熔融状态的单色热熔胶22夹在pc层21和pet层24的中间,相邻的两种单色热熔胶22相互混合形成混色热熔胶23,接着通过带有网格状花纹301的印花辊30进行挤压复合,印花辊30在pc层21和pet层24上形成网格状的花纹301,多个花纹301之间挤压封装膜701形成网格状的封装部213,复合时,花纹301处的单色热熔胶22或混色热熔胶23被挤到封装部213,使pc层21和pet层24结合更加牢固,同时,花纹301还起到分隔防水的作用。本实施例中的单色热熔胶22指的是混有单种颜料的热熔胶,单色热熔胶22为现有技术,在此不再赘述。
27.在本实施例中,所述单色热熔胶22在反光膜长度延伸的方向上形成单色带221,所述混色热熔胶23在反光膜长度延伸的方向上形成混色带231,单色带221和混色带231作为微棱镜层211反光的底色,丰富了反光膜的颜色,混色带231由相邻的两个单色带221混合而成,具有渐变效果,解决了现有反光膜的反射光的颜色单一的问题。
28.在本实施例中,所述胶黏层包括压敏胶层31和离型层32,所述压敏胶层31的上表面固定在pet层24的下表面,所述离型层32的上表面固定在压敏胶层31的下表面,具体的,所述离型纸粘合在压敏胶的下表面;使用时,将离型纸撕下,通过压敏胶固定反光膜。
29.本实施例另一方面提供一种反光膜的生产工艺,包括以下步骤:s10、将单色热熔胶22加热到熔融状态;s20、采用混彩涂布设备将熔融状态的单色热熔胶22挤压复合在pc层21和pet层24之间,形成单色带221和混色带231;s30、采用混彩涂布设备将复合后的半成品膜进行烘干;s40、采用混彩涂布设备将复合后的半成品膜进行冷却;
s50、采用混彩涂布设备将复合后的半成品膜进行裁边,形成成品封装膜701;s60、采用混彩涂布设备将裁边后的封装膜701进行收卷;s70、将封装膜701的上表面与亚克力保护层1热压复合;s80、在封装膜701的下表面粘合胶黏层。
30.在本实施例中,所述混彩涂布设备包括机架10、夹紧辊20、印花辊30、引导辊40、冷却辊50、切刀组件60、收卷辊70流延盒模组80。
31.需要说明的时,在发明中的“左、右”方向指的是封装膜701的成型方向,即封装膜701的长度延伸的方向,“左、右”方向指的是封装膜701的宽度延伸的方向。
32.在本发明中,所述夹紧辊20、印花辊30、引导辊40、冷却辊50和收卷辊70从左到右依次水平设置在机架10上,所述机架10上设有用于烘干的红外烘干灯401,所述红外烘干灯401位于引导棍上方;所述夹紧辊20和印花辊30之间设有成膜间隙201,所述印花辊30上设有凸起或凹陷的花纹301,所述成膜间隙201的正上方设有流延盒模组80,所述流延盒模组80内设有内腔801,所述内腔801内竖直安装有隔板802,所述隔板802将内腔801分隔为若干储料腔803,所述流延盒模组80沿前后方向滑动安装在机架10上。
33.具体的,所述流延盒模组80的一侧设有用于推动其滑动的混彩气缸804,所述混彩气缸804安装在机架10上,所述机架10上设有导杆805,所述流延盒模组80沿导杆805前后滑动。所述流延盒模组80的两侧分别设有pc放卷辊901和pet放卷辊902,所述夹紧辊20、印花辊30、引导辊40、冷却辊50、收卷辊70、pc放卷辊901和pet放卷辊902均传动连接有驱动电机101。
34.工作时,流延盒模组80的各个储料腔803内分别加入不同颜色的单色热熔胶22,pc放卷辊901和pet放卷辊902上分别卷有pc膜9011和pet膜9021,启动各个驱动电机101,pc放卷辊901和pet放卷辊902将pc膜9011和pet膜9021放卷,夹紧辊20和印花辊30对pc膜9011和pet膜9021进行挤压复合,混彩气缸804推动流延盒模组80沿导杆805前后滑动,从而形成波浪形的颜色条纹;复合时单色热熔胶22从流延盒模组80底部流到pc膜9011和pet膜9021之间,相邻的两种不同颜色的单色热熔胶22相互混合,形成混合热熔胶,从而形成渐变效果,印花辊30上的花纹301将单色热熔胶22或混色热熔胶23挤到封装部213,使热熔胶分隔为一个个区域,粘合更加稳固,还具有防水效果,接着复合后的封装膜701被引导辊40张紧,引导棍上方的红外烘干灯401对单色热熔胶22和混色热熔胶23进行烘干,烘干后的封装膜701通过冷却辊50冷却,接着切刀组件60工作对封装膜701进行裁边,最后收卷在收卷辊70上,本发明中的冷却辊50和红外烘干灯401均为现有技术,在此不再赘述。
35.在本实施例中,所述夹紧辊20沿左右方向滑动安装在机架10上,具体的,所述机架10沿左右方向滑动安装有安装座202,所述夹紧辊20转动安装在安装座202上,所述安装座202的侧边设有推动安装座202滑动的调节气缸203,通过调节气缸203伸缩,带动安装座202左右滑动,带动夹紧辊20左右移动,从而调节夹紧辊20和印花辊30之间的成膜间隙201的宽度,实现对封装膜701厚度的调节。
36.在本实施例中,所述机架10上设有切刀组件60,所述切刀组件60包括丝杆601、滑杆602、滑块603和刀具604,所述丝杆601和滑杆602轴向平行的安装在机架10上,所述丝杆601和滑杆602的轴向均沿前后方向延伸,所述滑块603的数量为两个且对称的螺纹连接在螺杆两侧,两个所述滑块603均滑动安装在滑杆602上,所述螺杆两侧的螺纹方向相反,所述
刀具604有两个且分别安装在两个滑块603上,所述螺杆的一端传动连接有调节电机605。调节电机605带动螺杆转动,带动两个滑块603沿滑杆602滑动,从而调节两个刀具604之间的距离。
37.工作原理:使用本发明中的混彩涂布设备生产封装膜701分为复合、烘干、冷却、裁边和收卷五个步骤,封装膜701成型后在其上表面热压复合亚克力保护膜,在封装膜701的下表面粘合胶黏层,完成封装膜701的生产。复合封装膜701时,先在流延盒模组80的各个储料腔803内分别加入不同颜色的单色热熔胶22,pc放卷辊901和pet放卷辊902将pc膜9011和pet膜9021放卷,单色热熔胶22从流延盒模组80底部流到pc膜9011和pet膜9021之间,相邻的两种不同颜色的单色热熔胶22相互混合,形成混色热熔胶23,混色热熔胶23具有渐变效果,流延盒模组80可在混彩气缸804的推动下沿导杆805前后滑动,从而形成波浪形的颜色条纹;接着通过夹紧辊20和印花辊30对pc膜9011和pet膜9021进行挤压复合,调节气缸203可调节夹紧辊20和印花辊30之间的成膜间隙201的宽度,从而调节封装膜701的厚度。复合时印花辊30上的花纹301印到pc层21和pet层24上,同时,在花纹301将单色热熔胶22或混色热熔胶23挤到封装部213,粘使pc层21和pet层24结合更加牢固,同时,花纹301还起到分隔防水的作用;复合后的封装膜701被引导辊40张紧,引导棍上方的红外烘干灯401对热熔胶进行烘干,烘干后的封装膜701通过冷却辊50冷却,接着切刀组件60工作对封装膜701进行裁边,最后将裁边后的成品封装膜701收卷在收卷辊70上。
38.本发明的单色热熔胶22形成单色带221,混色热熔胶23形成混色带231,通过微棱镜层211的棱镜的结构来反光,单色带221和混色带231作为反光的底色,混色带231具有混色渐变的效果,丰富了反光膜的颜色;亚克力保护层1耐候性和防水性能良好,提升了反光膜的寿命。
39.以上实施例显示和描述了本发明创造的基本原理和主要特征及本发明创造的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1