组装设备及组装方法与流程
本技术涉及光通信,尤其涉及一种组装设备及组装方法。
背景技术:
1、光纤通信是以光波作为信息载体,以光纤作为传输媒介的一种通信方式。因其具有通信容量大、抗干扰性强、传输质量佳、重量轻、便于铺设和运输等特点,现已广泛应用于光通信中。
2、在应用中,通常需要将光纤和其他的连接器等器件组装为光纤组件,以便于将光纤组件与光通信设备等进行连接。光纤组件通常包括预制缆和连接器。在制作光纤组件时,需要先分别制作预制缆和连接器,而后将预制缆和连接器进行组装,即,穿纤,从而获得光纤组件。
3、目前,基本依靠手工操作完成预制缆和连接器的组装过程。而这种生产模式不仅生产效率低下,而且穿纤质量不高。
技术实现思路
1、为了解决上述技术问题,本技术提供一种组装设备及组装方法,能够对预制缆和连接器进行组装。
2、本技术提供一种组装设备,用于对预制缆和连接器进行组装。连接器包括基座和插芯,基座上设置有穿入孔,插芯嵌装于基座的穿入孔,且插芯的部分伸出于穿入孔之外。插芯上设置有沿其长度方向延伸的通孔。预制缆包括光纤、涂覆层和护套,其中一部分光纤位于护套内,一部分光纤的表面设置涂覆层,其余部分光纤的表面裸露于空气中,该部分光纤可被称为裸纤。
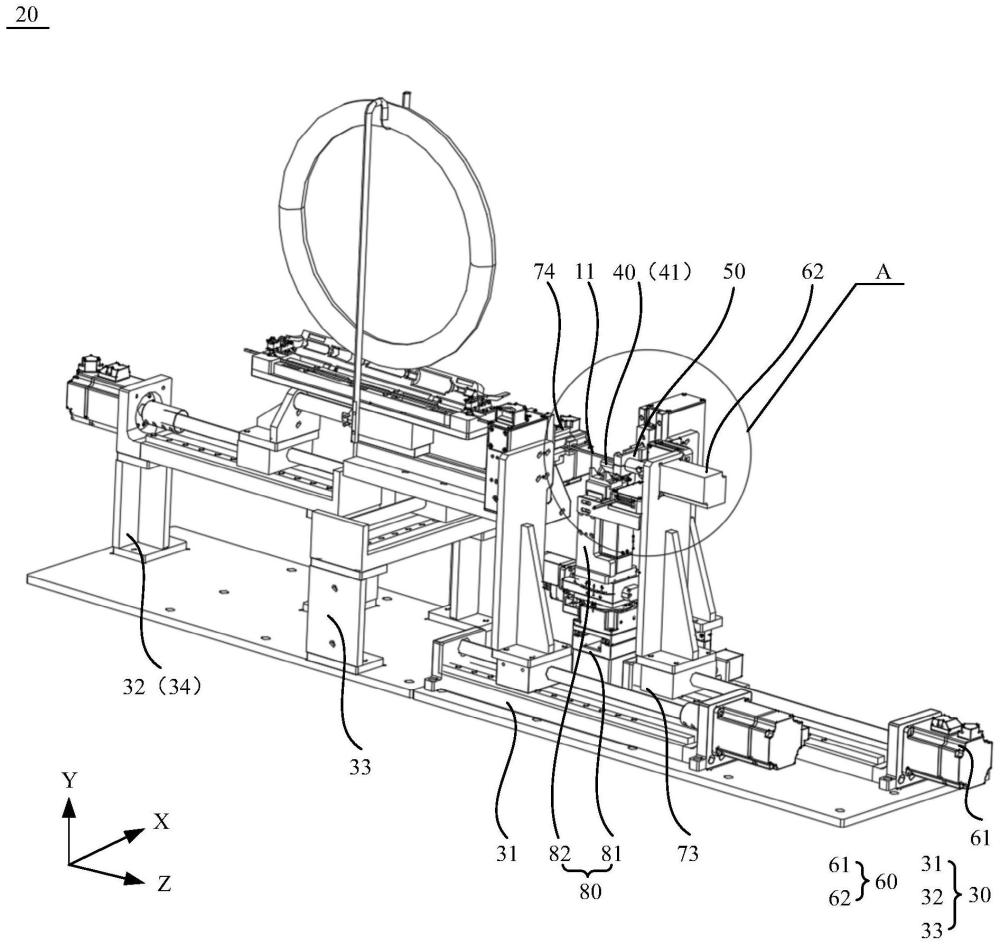
3、组装设备包括:底座、夹持组件、定位件和驱动组件。夹持组件包括夹持部。定位件包括第一定位部和第二定位部,第一定位部与夹持部相对设置,第二定位部位于第一定位部远离夹持部的一侧,第一定位部和第二定位部配置为处于定位状态时,第一定位部的中心线与第二定位部的中心线重合;驱动组件固定于底座上,驱动组件配置为驱动定位件和/或夹持组件运动,以使定位件和夹持组件相互靠近。
4、在对预制缆和连接器进行组装的过程中,可将预制缆夹持于夹持组件上的夹持部。可将连接器固定于定位件上,由于连接器中的插芯与基座之间的配合关系通常为间隙配合,且配合面积较小,插芯的中心线与基座的中心线之间具有夹角,即,插芯相对于基座具有一定的偏转。可将连接器定位于定位件上,可将基座定位于第一定位部,将插芯定位于第二定位部,由于第一定位部的中心线与第二定位部的中心线重合,因此,第一定位部和第二定位部可对基座和插芯分别进行定位,而且能够使得基座的中心线和插芯的中心线重合。驱动组件可驱动定位件和/或夹持组件运动,使定位件和夹持组件相互靠近,从而带动预制缆和连接器相互靠近,以将预制缆的裸纤从基座上远离插芯的一端穿入,并将裸纤从插芯一端穿入通孔并伸出于插芯,从而完成预制缆和连接器的组装。因此,本技术的组装设备能够对预制缆和插芯进行组装,相比手工操作能够提高生产效率。另外,由于裸纤的柔性较大,在将裸纤穿入至基座并穿入至插芯的通孔的过程中,若基座的中心线与插芯的中心线之间具有夹角,则裸纤不易于从插芯的一端穿入通孔并从另一端穿出;而在本技术中,可使用定位件将基座的中心线与插芯的中心线调整至同轴,这样可使得裸纤易于从插芯的一端穿入并从另一端穿出。由此,本技术的组装设备能够提高穿纤质量。
5、在一些可能实现的方式中,第一定位部为在定位件的第一表面上所形成的第一孔,第一表面朝向夹持部;第二定位部为在第一孔的底壁上所形成的第二孔,第一孔和第二孔同轴,第一孔的横截面积大于第二孔的横截面积。第一孔可与基座之间间隙配合或过渡配合,第二孔可与插芯之间间隙配合或过渡配合。在将连接器定位于定位件的过程中,可将插芯所在的一端朝向定位件的第一定位部,推动连接器可将连接器插入至第一定位部,继续推动连接器可将插芯固定至第二定位部的第二孔,以及将基座固定至第一定位部的第一孔。由于第一孔和第二孔同轴,因此,在将连接器插入至定位件后,基座和插芯分别在第一孔和第二孔的作用下被调整至,基座的中心线与插芯的中心线重合。因此,本技术提出的定位件的结构较为简单,且操作方便快捷。
6、在其他可能实现的方式中,第一定位部具有朝向夹持组件的第一表面,第二表面上设有第一孔,基座可插入至第一孔内,第一孔可对基座进行定位。第二定位部可包括相对设置的两个定位体以及分别与两个定位体连接的驱动装置,两个定位体分别通过驱动装置实现相互靠近或相互远离。两个定位体相对的表面的形状与插芯的外表面形状相匹配,且当两个定位体相互靠近时,可将插芯夹紧,且在该状态下,两个定位体之间的中心线与基座的中心线重合,因此,夹紧于两个定位体之间的插芯的中心线也与基座的中心线重合。
7、在一些可能实现的方式中,组装设备还包括:调整装置,调整装置包括相互连接的固定部和移动部,固定部固定于底座上;定位件固定于移动部,或,夹持组件固定于移动部;调整装置配置为通过调整移动部相对固定部的位姿,以调整第一定位部与夹持部之间的相对位姿。其中相对位姿可以通过四个自由度表示,也可以通过六个自由度表示。由于预制缆的来料方向不完全一致,因此,在将预制缆固定于夹持组件的夹持部上之后,还可以通过调整装置来调整第一定位部与夹持部之间的相对位姿,从而调整预制缆与连接器的相对位姿,进而使得预制缆的裸纤的中心线与插芯的通孔的中心线重合,由此,可进一步提高穿纤质量。
8、在一些可能实现的方式中,移动部包括第一平移机构、第二平移机构、第一旋转机构和第二旋转机构,第一平移机构、第二平移机构、第一旋转机构和第二旋转机构均与夹持组件连接;第一平移机构用于驱动夹持组件沿第一方向移动;第二平移机构用于驱动夹持组件沿第二方向移动,第二方向与第一方向垂直;第一旋转机构用于驱动夹持组件绕第三方向偏转,第三方向与第一方向垂直,第三方向还与第二方向垂直;第二旋转机构用于驱动夹持组件绕第一方向偏转。其中,第一平移机构可以为直线电机,或者第一平移机构包括电机以及与电机传动连接的丝杠。同理,第二平移机构也可以为直线电机,或者第二平移机构包括电机以及与电机传动连接的丝杠。第一旋转机构可以包括电机以及与电机传动连接的转盘,第二旋转机构也可以包括电机以及与电机传动连接的转盘。在本技术中,可以通过移动部驱动夹持组件沿第一方向移动、沿第二方向移动、绕第一方向偏转以及绕第三方向偏转,从而将预制缆调整至裸纤的中心线与插芯的中心线重合。
9、在一些可能实现的方式中,移动部包括第一平移机构、第二平移机构、第一旋转机构和第二旋转机构,第一平移机构、第二平移机构、第一旋转机构和第二旋转机构均与定位件连接;第一平移机构用于驱动定位件沿第一方向移动;第二平移机构用于驱动定位件沿第二方向移动,第二方向与第一方向垂直;第一旋转机构用于驱动定位件绕第三方向偏转,第三方向与第一方向垂直,第三方向还与第二方向垂直;第二旋转机构用于驱动定位件绕第一方向偏转。
10、在其他可能实现的方式中,移动部还可以包括第三平移机构和第三旋转机构,其中第三平移机构用于驱动夹持组件或定位件沿第三方向移动;第三旋转机构用于驱动夹持组件或定位件绕第二方向偏转。
11、在一些可能实现的方式中,驱动组件包括第一驱动装置,第一驱动装置固定于底座上;第一驱动装置的驱动端固定于定位件上,第一驱动装置用于驱动定位件朝向或远离夹持组件移动;或,第一驱动装置的驱动端固定于夹持组件上,第一驱动装置用于驱动夹持组件朝向或远离定位件移动。这样,在第一驱动装置的驱动下,夹持组件和定位件可相互靠近,并带动预制缆和连接器相互靠近,从而完成穿纤的过程。
12、在一些可能实现的方式中,驱动组件还包括第二驱动装置,第二驱动装置的驱动轴固定于定位件上,驱动轴的轴心与第一定位部的中心线重合,第二驱动装置用于驱动定位件旋转。由于驱动轴的轴心与第一定位部的中心线重合,而当第一定位部的中心线与基座的中心线重合时,驱动轴旋转时,基座也绕其中心线旋转,即,自转。因此,在第一驱动装置驱动定位件移动的过程中,定位件在朝向夹持组件移动的同时,还在第二驱动装置的驱动下自转,由此能够减少穿纤的阻力,从而便于裸纤从插芯的一端穿入并从插芯的另一端穿出。
13、在一些可能实现的方式中,组装设备还包括加热装置。由于连接器的插芯的通孔内通常填充有粘合胶,因此,当组装设备还包括加热装置时,加热装置可对填充于通孔内的粘合胶进行加热处理,从而降低粘合胶的黏度,而后再通过驱动组件使定位件和夹持组件相互靠近,并使预制缆的裸纤穿入至插芯的通孔并伸出于通孔,由此使得降低黏度后的粘合胶可将裸纤牢固地粘合至通孔的孔壁上。因此,可进一步提高穿纤质量。
14、在一些可能实现的方式中,加热装置集成于定位件上,加热装置包括加热台,加热台朝向第二定位部设置。这样,在将连接器定位于定位件上之后,可以使用加热装置的加热台对第二定位部上的插芯进行加热处理,从而降低位于插芯的通孔内的粘合胶的黏度。在加热完成后,可直接使驱动组件对定位件和夹持组件进行驱动以完成穿纤的过程,由此可缩短完成加热至将裸纤穿入至插芯之间的时长,从而使得粘合胶的黏度始终处于较低的状态,进而便于将裸纤牢固地粘合至通孔的孔壁上。
15、在一些可能实现的方式中,组装设备还包括夹爪,夹爪包括相对设置的第一夹臂和第二夹臂,第一夹臂和第二夹臂均以可滑动地方式连接于底座,第一夹臂和第二夹臂均位于第一定位部与夹持部之间,第一夹臂的滑动方向和第二夹臂的滑动方向,均与第一定位部和夹持部的排列方向相垂直,第一夹臂和第二夹臂用于在驱动下相互靠近,以形成与夹持部相对的夹紧空间。光纤组件通常还包括压缩环。预制缆还包括两个钢丝,两个钢丝位于具有涂覆层的光纤的侧边。在将裸纤穿入至插芯的通孔,以及从通孔穿出后,还需要将压缩环固定至基座上。基于后续的使用需求,要求光纤组件中的两个钢丝位于同一平面。当夹爪位于第一定位部和夹持部之间,且第一夹臂和第二夹臂所形成的夹紧空间与夹持部相对时,在第一夹臂和第二夹臂在驱动下相互靠近后,两个钢丝位于夹紧空间内,第一夹臂和第二夹臂可对两个钢丝形成夹紧力,从而使得两个钢丝位于同一平面。此外,在将连接器定位于定位件上时,可将基座的一部分插入至第一定位部,基座的另一部分伸出于第一定位部,而由于夹爪位于第一定位部和夹持部之间,因此,基座的另一部分可被夹持于第一夹臂和第二夹臂之间。当光纤组件的组装工作完成后,需要将连接器从定位件上取下时,可利用第一驱动装置驱动定位件朝向远离夹爪的方向移动,由于第一夹臂和第二夹臂之间的夹紧力可限制连接器的位移,因此,当定位件移动时,定位件将和连接器脱开,由此,夹爪还起到了便于将连接器从定位件上脱开的作用。
16、本技术还提供一种组装方法,应用于上述任一项的组装设备,其中,组装方法包括:提供连接器和预制缆,连接器包括基座和插芯,插芯的部分连接于基座的内部,插芯上具有通孔,预制缆包括裸纤;将预制缆固定于夹持组件;将连接器放置于定位件上,其中,第一定位部对基座进行定位,第二定位部对插芯进行定位;将预制缆穿入至连接器,以及将裸纤插入至通孔并伸出。在对预制缆和连接器进行组装的过程中,可将预制缆夹持于夹持组件上的夹持部。可将预制缆夹持于夹持组件上的夹持部。可将连接器固定于定位件上,由于连接器中的插芯与基座之间的配合关系通常为间隙配合,且配合面积较小,插芯的中心线与基座的中心线之间具有夹角,即,插芯相对于基座具有一定的偏转。可将连接器定位于定位件上,可将基座定位于第一定位部,将插芯定位于第二定位部,由于第一定位部的中心线与第二定位部的中心线重合,因此,第一定位部和第二定位部可对基座和插芯分别进行定位,而且能够使得基座的中心线和插芯的中心线重合。驱动组件可驱动定位件和/或夹持组件运动,使定位件和夹持组件相互靠近,从而带动预制缆和连接器相互靠近,以将预制缆的裸纤从基座上远离插芯的一端穿入,并将裸纤从插芯一端穿入通孔并伸出于插芯,从而完成预制缆和连接器的组装。因此,本技术的组装设备能够对预制缆和插芯进行组装,相比手工操作能够提高生产效率。另外,由于裸纤的柔性较大,在将裸纤穿入至基座并穿入至插芯的通孔的过程中,若基座的中心线与插芯的中心线之间具有夹角,则裸纤不易于从插芯的一端穿入通孔并从另一端穿出;而在本技术中,可使用定位件将基座的中心线与插芯的中心线调整至同轴,这样可使得裸纤易于从插芯的一端穿入并从另一端穿出。由此,本技术的组装设备能够提高穿纤质量。
17、在一些可能实现的方式中,组装设备还包括调整装置,在将连接器放置于定位件上的步骤之后,组装方法还包括:利用调整装置将夹持组件调整至裸纤与通孔同轴;或,利用调整装置将定位件调整至裸纤与通孔同轴。其中相对位姿可以通过四个自由度表示,也可以通过六个自由度表示。由于预制缆的来料方向不完全一致,因此,在将预制缆固定于夹持组件的夹持部上之后,还可以通过调整装置来调整第一定位部与夹持部之间的相对位姿,从而调整预制缆与连接器的相对位姿,进而使得预制缆的裸纤与插芯同轴,即,使得裸纤的中心线与插芯的通孔的中心线重合,由此,可进一步提高穿纤质量。
18、在一些可能实现的方式中,驱动组件包括第一驱动装置和第二驱动装置,将预制缆穿入至连接器,以及将裸纤插入至通孔并伸出的步骤,包括:利用第一驱动装置驱动定位件朝向夹持组件移动;利用第二驱动装置驱动定位件转动,以使位于定位件上的连接器在朝向夹持于夹持组件上的预制缆运动的同时,绕自身轴线转动,并使预制缆穿入至连接器,以及将裸纤插入至通孔并伸出。这样,在第一驱动装置驱动定位件移动的过程中,定位件在朝向夹持组件移动的同时,还在第二驱动装置的驱动下自转,由此便于裸纤从插芯的一端穿入并从插芯的另一端穿出。
19、在一些可能实现的方式中,组装设备还包括加热装置,在将预制缆穿入至连接器,以及将裸纤插入至通孔并伸出的步骤之前,组装方法还包括:利用加热装置对连接器进行加热处理。由于连接器的插芯的通孔内通常填充有粘合胶,因此,当组装设备还包括加热装置时,加热装置可对填充于通孔内的粘合胶进行加热处理,从而降低粘合胶的黏度,而后再通过驱动组件使定位件和夹持组件相互靠近,并使预制缆的裸纤穿入至插芯的通孔并伸出于通孔,由此使得降低黏度后的粘合胶可将裸纤牢固地粘合至通孔的孔壁上。因此,可进一步提高穿纤质量。
20、在一些可能实现的方式中,组装设备还包括夹爪,预制缆还包括至少两个钢丝,至少两个钢丝位于裸纤的侧边,光纤组件还包括压缩环;在将预制缆中的裸纤插入至插芯的通孔的步骤之后,组装方法还包括:利用夹爪将预制缆中的至少两个钢丝夹紧至,至少两个钢丝的中心处于同一平面;提供压缩环;将压缩环套接至预制缆和连接器上,并将钢丝压紧至基座的外侧。基于后续的使用需求,要求光纤组件中的两个钢丝位于同一平面。这样,夹爪可对两个钢丝形成夹紧力,从而使得两个钢丝位于同一平面。从而使得组装完成的光纤组件中两个钢丝之间的相对位置关系满足使用要求。
21、在一些可能实现的方式中,利用夹爪将预制缆中的至少两个钢丝夹紧至,至少两个钢丝的中心处于同一平面的步骤,包括:利用夹爪将预制缆中的至少两个钢丝夹紧至,至少两个钢丝的中心处于同一平面,以及将连接器的基座夹紧;将压缩环套接至预制缆和连接器上的步骤之后,组装方法还包括:利用驱动组件驱动定位件运动至第一定位部从连接器上脱开。在将连接器定位于定位件上时,可利用夹爪将基座夹紧。当光纤组件的组装工作完成后,需要将连接器从定位件上取下时,可利用第一驱动装置驱动定位件朝向远离夹爪的方向移动,由于夹爪的夹紧力可限制连接器的位移,因此,当定位件移动时,定位件将和连接器脱开,由此,夹爪还起到了便于将连接器从定位件上脱开的作用。
- 还没有人留言评论。精彩留言会获得点赞!