一种手机后盖多纹理无缝嫁接的制作工艺的制作方法
1.本发明涉及一种手机后盖生产领域,具体涉及一种手机后盖多纹理无缝嫁接的制作工艺。
背景技术:
2.多纹理转印目前大量用于手机后盖的表面装饰,外观件纹理越多样,就越能够吸引消费者。如传统的手机后盖在制作纹理是先在后盖位于摄像孔处开一个摄像孔,之后在后盖的一面作纹理处理,这样整个后盖的纹理是一致的,为了使后盖呈多纹理,后盖位于摄像处会加尺寸远大于摄像头尺寸的装饰件,装饰件单独作一个纹理,之后再将装饰件与后盖拼合在一起,然而,此种拼合的方式会产生缝隙,并有台阶形成,使整个后盖的表面不平整,同时,若要求装饰件和后盖具有多纹理效果并呈现出炫光多彩的视觉效果的话,一般采用直接使用光刻多纹理成形,并需要制作多个不同纹理搭配对比比较才能找出最佳的搭配效果,这样,整个手机后盖多纹理的设计周期较长,且每次制作不同纹理的光刻效果均需达到20万左右,这样,形成最终效果佳的手机后盖多纹理模板制作费用昴贵。
3.鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
4.本发明的目的在于提供一种制作成本低,时效快,并实现无缝嫁接使手机后盖表面平整的手机后盖多纹理无缝嫁接的制作工艺。
5.为了达到上述目的,本发明采用这样的技术方案:
6.一种手机后盖多纹理无缝嫁接的制作工艺,通过如下步骤制作而成,
7.步骤一、准备原材料,准备第一单穴纹理板、第二单穴纹理板、第一菲林片、第二菲林片和亚克力载体板,第一单穴纹理板与第二单穴纹理板均为一pc板,第一单穴纹理板上具有与手机外轮廓相吻合的第一纹理区,第二单穴纹理板上具有与手机外轮廓相吻合的第二纹理区,第一纹理区与第二纹理区均布满有纹理,且第一纹理区的纹理与第二纹理区的纹理不同,第一菲林片上具有与手机外轮廓相吻合的第一遮光区,且第一遮光区位于手机的摄像头区域处设有其尺寸大于摄像头镜片尺寸的第一透光区;第二菲林片上具有与第一遮光区相匹配的第二透光区,且第二透光区具有与第一透光区相吻合的第二遮光区;
8.步骤二、转印,将第一单穴纹理板上的第一纹理区纹理转印在一薄片上,形成第一纹理薄片,第一纹理薄片的一面具有与手机后盖外轮廓相吻合的第一纹理区,将第二单穴纹理板上的第二纹理区纹理转印在另一薄片上,形成第二纹理薄片的一面具有与手机后盖外轮廓相吻合的第二纹理区;
9.步骤三、第一次纹理转印,将步骤二的第二纹理薄片与步骤一的亚克力载体板相贴配合,并将第二纹理薄片上的纹理转印在亚克力载体板上,转印后再将步骤一的第二菲林片放置在第二纹理薄片上,使第二菲林片的第二透光区与第二纹理薄片的第二纹理区相吻合设置,放置后转移至曝光显影处理,曝光显影处理后将第二菲林片和第二纹理薄片取
走,对亚克力载体板位于第二菲林片的第二遮光区进行湿胶擦除,使对亚克力载体板对位于第二菲林片的第二遮光区部位呈无纹理区,得到亚克力纹路载体板,亚克力纹路载体板的一面具有与手机后盖外轮廓相吻合的第二纹理区,且第二纹理区内具有无纹理区;
10.步骤四、第二次纹理转印,将步骤二的第一纹理薄片与步骤三的亚克力纹路载体板相贴配合,并将第一纹理薄片上的纹理转印在亚克力纹路载体板的第二纹理区上叠合,转印后再将步骤一的第一菲林片放置在第一纹理薄片上,使第一菲林片的第一遮光区与亚克力纹路载体板的第二纹理区相吻合设置,第一透光区与亚克力纹路载体板的无纹理区相吻合设置,放置后转移至曝光显影处理,曝光显影处理后将第一菲林片和第一纹理薄片取走,对亚克力纹路载体板位于第一菲林片的第一遮光区进行湿胶擦除,使对亚克力纹路载体板对位于第一菲林片的第一遮光区部位呈无纹理区,得到双纹路载体板,双纹路载体板的一面具有纹理区,此纹理区为与手机外轮廓相吻合的第二纹理区和与手机摄像区相匹配的第一纹理区;
11.步骤五,在步骤四的双纹路载体板具有纹理区的一面作离型表面处理,得到用于双纹理效果复制用的复制公版。
12.上述第一单穴纹理板、第二单穴纹理板、第一菲林片、第二菲林片和亚克力载体板均为长方形板体,上述长方形板体的长度方向为前后方向、宽度方向为左右方向,上述亚克力载体板的左侧设有两个前后间隔设置的固定靶钉,上述第一菲林片和第二菲林片的左侧相应设置有两个与亚克力载体板的两个固定靶钉相对位的靶标定位孔。
13.上述步骤二中,先准备两张呈长方形结构的空白pc板,空白pc板的厚度为0.122-0.126mm,空白pc板的尺寸小于亚克力板的尺寸,两空白pc板分为第一pc板和第二pc板,在第一pc板的一面满面涂上uv转印胶水,形成有胶水层,之后将第一单穴纹理板贴合在第一pc板上,且第一单穴纹理板的第一纹理区与胶水层相贴合,之后下压第一单穴纹理板即可使第一单穴纹理板的第一纹理区纹理全部转印至第一pc板上,得到上述第一纹理薄片;同理,在第二pc板的一面满面涂上uv转印胶水,形成有胶水层,之后将第二单穴纹理板贴合在第二pc板上,且第二单穴纹理板的第二纹理区与第二pc板的胶水层相贴合,之后下压第二单穴纹理板即可使第二单穴纹理板的第二纹理区纹理全部转印至第二pc板上,得到上述第二纹理薄片。
14.在步骤三中,在亚克力载体板的一面上进行局部点胶,得到第一点胶区,第一点胶区与第二纹理薄片的第二纹理区相吻贴合,之后滚压第二纹理薄片使第二纹理区的纹理全部转印至亚克力载体板的第一点胶区上,放置第二菲林片时固定靶钉相对位穿过第二菲林片的靶标定位孔;
15.在步骤四中,在步骤三的纹理亚克力载体板位于第二纹理区处进行点胶处理,得到第二点胶区,第二点胶区与第一纹理薄片的第一纹理区相吻贴合,之后滚压第一纹理薄片使第一纹理区的纹理全部转印至纹理亚克力载体板的第二点胶区上,放置第一菲林片时固定靶钉相对位穿过第一菲林片的靶标定位孔。
16.在步骤五中,对双纹路载体板具有纹理区的一面作满面电镀防指纹液层,此防指纹液层为所述的离型表面处理。
17.在步骤三中,亚克力载体板在湿胶擦除时采用无尘布沾乙酯或酒精进行擦除,在步骤四中,亚克力纹路载体板在湿胶擦除时采用无尘布沾乙酯或酒精进行擦除。
18.采用上述技术方案后,本发明的一种手机后盖多纹理无缝嫁接的制作工艺,通过曝光显影的方式来实现对两个不同纹路的嫁接,外观效果与光刻效果相同,过渡区域非常平整,整个纹路的拼接不受位置及形状的影响,应用灵活,保证后期手机后壳的表面平整性,可以做到多种纹理无缝嫁接在一起,整个嫁接费用低,周期短,对于前期开发的选型大大提供了方便。
附图说明
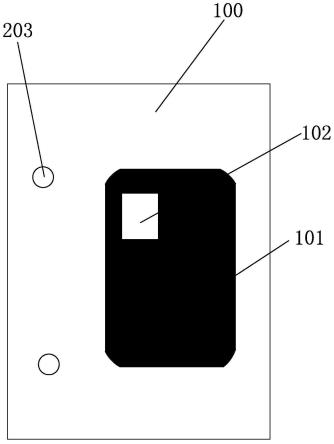
19.图1为第一菲林片的示意图;
20.图2为第二菲林片的示意图;
21.图3为步骤三的制作流程图;
22.图4为步骤四的制作流程图。
具体实施方式
23.为了进一步解释本发明的技术方案,下面通过具体实施例进行详细阐述。
24.本发明的一种手机后盖多纹理无缝嫁接的制作工艺,通过如下步骤制作而成,
25.步骤一、准备原材料,准备第一单穴纹理板、第二单穴纹理板、第一菲林片100、第二菲林片200和亚克力载体板300,第一单穴纹理板、第二单穴纹理板、第一菲林片、第二菲林片和亚克力载体板均为长方形板体,第一单穴纹理板与第二单穴纹理板均为一pc板,第一单穴纹理板上具有与手机外轮廓相吻合的第一纹理区,第二单穴纹理板上具有与手机外轮廓相吻合的第二纹理区,此第一单穴纹理板和第二单穴纹理板为客户所提供的模板,第一纹理区与第二纹理区均布满有纹理,且第一纹理区的纹理与第二纹理区的纹理不同,如图1、2所示,第一菲林片100上具有与手机外轮廓相吻合的第一遮光区101,且第一遮光区101位于手机的摄像头区域处设有其尺寸大于摄像头镜片尺寸的第一透光区102,即第一菲林片100为一透光板,在此透光板的中心区域处形成有一与手机外轮廓相吻合的黑色遮光区,即为所述的第一遮光区,在黑色遮光区位于手机摄像头处设有一透光区,即无黑色区,此透光区的尺寸大于手机摄像头的尺寸;第二菲林片200上具有与第一遮光区101相匹配的第二透光区201,且第二透光区201具有与第一透光区相吻合的第二遮光区202,即第二菲林片200也是一个方形透光板,在方形透光板的中心区域具有其与第一遮光区的轮廓相匹配的黑色轮廓线,此第一遮光区的黑色外轮廓处于此黑色轮廓线内并相紧邻配合,此黑色轮廓线内对应于第一透光区处设有黑色遮光区,此黑色遮光区为所述的第二遮光区,第一遮光区与第一透光区相吻合。
26.步骤二、转印,将第一单穴纹理板上的第一纹理区纹理转印在一薄片上,形成第一纹理薄片400,第一纹理薄片400的一面具有与手机后盖外轮廓相吻合的第一纹理区,将第二单穴纹理板上的第二纹理区纹理转印在另一薄片上,形成第二纹理薄片500,第二纹理薄片500的一面具有与手机后盖外轮廓相吻合的第二纹理区;
27.此转印方式具体为:先准备两张呈长方形结构的空白pc板,空白pc板的厚度为0.122-0.126mm,空白pc板的尺寸小于亚克力板的尺寸,两空白pc板分为第一pc板和第二pc板,在第一pc板的一面满面涂上uv转印胶水,形成有胶水层,之后将第一单穴纹理板贴合在第一pc板上,且第一单穴纹理板的第一纹理区与胶水层相贴合,第一单穴纹理板上的纹理
与第一pc板上的胶水相接触,之后下压第一单穴纹理板即可使第一单穴纹理板的第一纹理区纹理全部转印至第一pc板上,得到上述第一纹理薄片;同理,在第二pc板的一面满面涂上uv转印胶水,形成有胶水层,之后将第二单穴纹理板贴合在第二pc板上,且第二单穴纹理板的第二纹理区与第二pc板的胶水层相贴合,即第二单穴纹理板上的纹理与第二pc板上的胶水相接触,之后下压第二单穴纹理板即可使第二单穴纹理板的第二纹理区纹理全部转印至第二pc板上,得到上述第二纹理薄片。
28.步骤三、第一次纹理转印,如图3所示,将步骤二的第二纹理薄片500与步骤一的亚克力载体板300相贴配合,并将第二纹理薄片500上的纹理转印在亚克力载体板300上,转印后再将步骤一的第二菲林片200放置在第二纹理薄片500上,使第二菲林片的第二透光区与第二纹理薄片的第二纹理区相吻合设置,放置后转移至曝光显影处理,曝光显影处理后将第二菲林片和第二纹理薄片取走,对亚克力载体板位于第二菲林片的第二遮光区进行湿胶擦除,使对亚克力载体板对位于第二菲林片的第二遮光区部位呈无纹理区,得到亚克力纹路载体板600,亚克力纹路载体板600的一面具有与手机后盖外轮廓相吻合的第二纹理区601,且第二纹理区内具有无纹理区602;
29.具体的是,在亚克力载体板300的上表面上进行局部点胶,得到第一点胶区,第二纹理薄片500放在亚克力载体板300的上表面上,且第二纹理薄片500的第二纹理区与第一点胶区相吻贴合,即第二纹理薄片500带有第二纹理的一面朝下设置,之后滚压第二纹理薄片使第二纹理区的纹理全部转印至亚克力载体板的第一点胶区上,之后放置第二菲林片200,放置第二菲林片200时,亚克力载体板300上的纹理范围全部落入至第二菲林片200的黑色轮廓线范围内,即亚克力载体板300的纹理范围全部落入至第二菲林片200的第二透光区201处,这样,曝光显影时第二透光区201处的第二纹理区的纹理全部被固化,而位于第二遮挡区202处的第二纹理区的纹理仍处于湿胶状态;此曝光显影的处理方式是现有的方法在此不再复述;
30.湿胶擦除时,采用无尘布沾乙酯或酒精对亚克力载体板对应于第二菲林片的第二遮光区处进行轻擦除,即可将此处的纹理进行擦除,使亚克力载体板位于此处无纹理形成。
31.步骤四、第二次纹理转印,将步骤二的第一纹理薄片400与步骤三的亚克力纹路载体板600相贴配合,并将第一纹理薄片400上的纹理转印在亚克力纹路载体板600的第二纹理区601上叠合,转印后再将步骤一的第一菲林片100放置在第一纹理薄片400上,使第一菲林片100的第一遮光区与亚克力纹路载体板600的第二纹理区601相吻合设置,第一透光区102与亚克力纹路载体板600的无纹理区602相吻合设置,放置后转移至曝光显影处理,曝光显影处理后将第一菲林片100和第一纹理薄片400取走,对亚克力纹路载体板600位于第一菲林片100的第一遮光区101进行湿胶擦除,使对亚克力纹路载体板600对位于第一菲林片100的第一遮光区101部位呈无纹理区,得到双纹路载体板700,双纹路载体板的一面具有纹理区,此纹理区为与手机外轮廓相吻合的第二纹理区和与手机摄像区相匹配的第一纹理区;
32.具体的是,在亚克力纹路载体板600的第二纹理区601上进行局部点胶,得到第二点胶区,第一纹理薄片400放在亚克力纹路载体板600的第二纹理区601上,且第一纹理薄片400的第一纹理区与第二点胶区相吻贴合,即第一纹理薄片400带有第一纹理的一面朝下设置,之后滚压第一纹理薄片使第一纹理区的纹理全部转印至亚克力纹路载体板600的第二
点胶区上,即亚克力纹路载体板600的第二纹理区601上叠加有第一纹理区,无纹理区602处具有第一纹理,之后放置第一菲林片100,放置第一菲林片100时,亚克力纹路载体板600上的第二纹理区全部落入至第一菲林片100的第一遮光区101相吻合,这样,曝光显影后第一遮光区101处的第一纹理区处于湿胶状态,第一透光区102处的第一纹理区处于固化状态;
33.湿胶擦除时,采用无尘布沾乙酯或酒精对亚克力纹路载体板600对应于第一菲林片的第一遮光区处进行轻擦除,即可将此处的第一纹理进行擦除,使亚克力纹路载体板600位于此处无第一纹理形成。
34.步骤五,在步骤四的双纹路载体板700具有纹理区的一面作离型表面处理,具体的是对双纹路载体板700具有纹理区的一面作满面电镀防指纹液层,此防指纹液层为所述的离型表面处理,得到用于双纹理效果复制用的复制公版。
35.本发明的制作工艺,其加工出来的双纹路载体板700是研发人员研发的产品,最终根据多个研发产品来当选作一个双纹路载体板来进行当作复制公版使用,此工艺是在研发阶段应用的,并非是生产使用的。
36.本发明的一种手机后盖多纹理无缝嫁接的制作工艺,通过曝光显影的方式来实现对两个不同纹路的嫁接,外观效果与光刻效果相同,过渡区域非常平整,整个纹路的拼接不受位置及形状的影响,应用灵活,保证后期手机后壳的表面平整性,可以做到多种纹理无缝嫁接在一起,整个嫁接费用低,周期短,对于前期开发的选型大大提供了方便。
37.本新型中,以亚克力载体板的长度方向为前后方向、宽度方向为左右方向,亚克力载体板300的左侧设有两个前后间隔设置的固定靶钉301,第一菲林片100设置有两个与亚克力载体板的两个固定靶钉相对位的靶标定位孔103,第二菲林片200的左侧相应设置有两个与亚克力载体板的两个固定靶钉相对位的靶标定位孔203,这样,在步骤三中,第二菲林片200放置时靶标定位孔203与固定靶钉301相对位,对第二菲林片200起到定位作用,同理的,在步骤四中,第一菲林片100放置时靶标定位孔103与固定靶钉301相对位,对第一菲林片100起到定位作用。
38.上述实施例并非限定本发明的方法,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1