一种透镜阵列自动对位组装装置及其控制方法
本发明属于自动组装领域,具体涉及一种透镜阵列自动对位组装装置及控制方法。
背景技术:
1、透镜阵列是由通光孔径及透镜组成的阵列,相同的透镜按一定的周期排列在一个平面上便构成了透镜阵列,由普通的透镜组成的透镜阵列的光学性质就是单个透镜功能的合成。透镜阵列在匀光等方面有着独特优异性能,它不仅具有传统透镜的聚焦、成像等基本功能,而且具有尺寸小、集成度高的特点,能构成许多新型的光学系统。
2、随着科技的发展,对各种透镜阵列的制造有着巨大的需求,其中大尺寸透镜阵列的需求尤为突出。大尺寸透镜阵列加工完成后需要进行组装,在组装过程中需要保持一定的精度,不能对透镜有划伤等,现阶段大尺寸透镜阵列的组装过程仍为传统的人工组装,人工投入强度大,成本高,因此,如何提供一种进一步提升组装效率,减少人工成本,保证透镜阵列一致性和准确性的自动化组装的方案是本领域亟待解决的技术问题。
技术实现思路
1、本发明为解决大尺寸透镜阵列组装过程中组装效率低、组装精度低等问题,本发明提供了一种透镜阵列自动对位组装装置置及其控制方法,能够对大尺寸透镜阵列进行自动组装,能够减少人工投入,降低人工成本,提高生产效率,并为保证透镜阵列组装过程中的精度,提供了一种透射对光的控制方法,能够保证透镜组装的精度,能够避免透镜划伤。
2、本发明的目的是通过以下技术方案实现的:
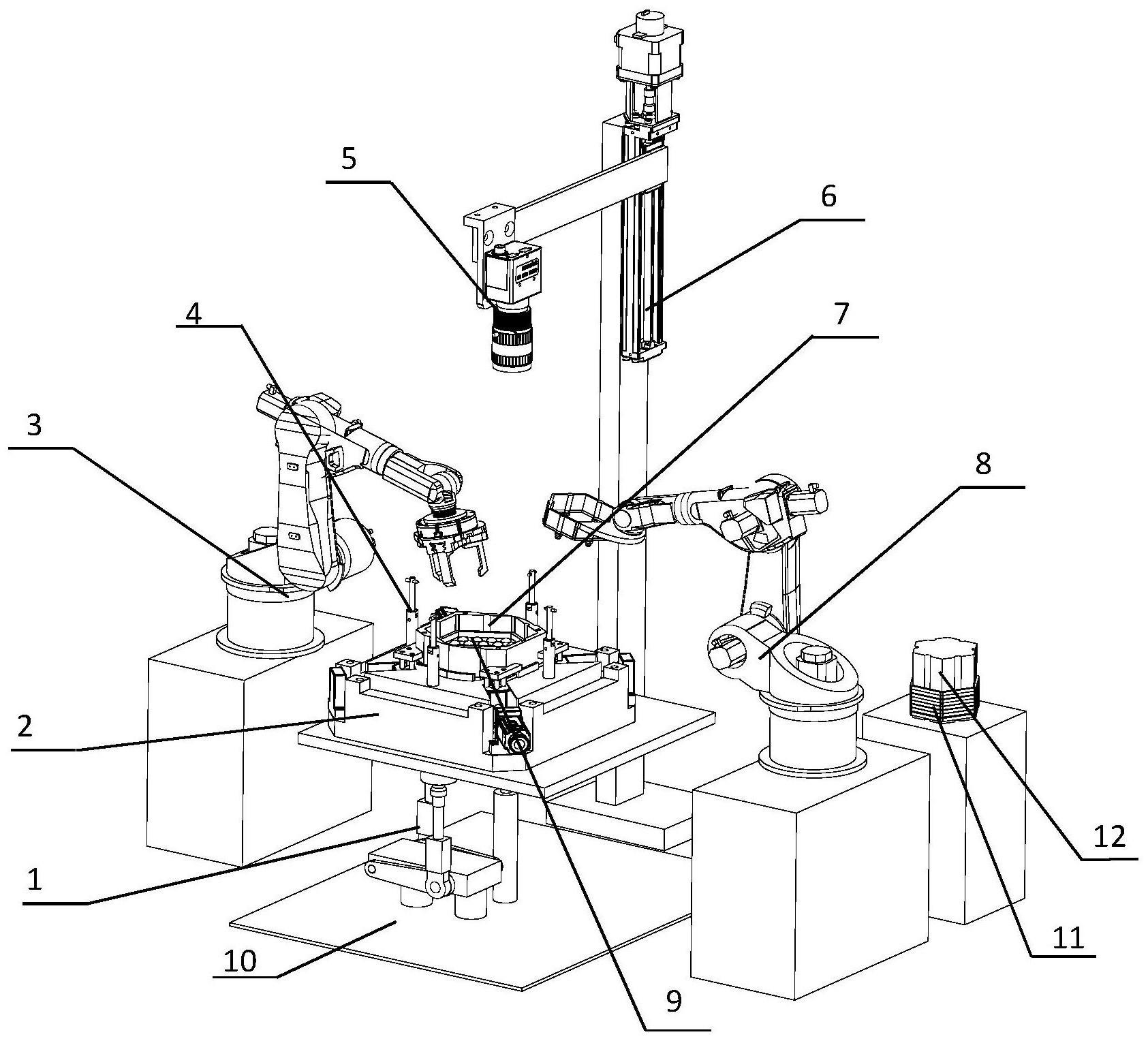
3、本发明首先提供一种透镜阵列自动对位组装装置,包括自动调平机构、定心夹紧机构、机械手一、打胶机构、cmos相机、z轴移动模组、透镜外壳、机械手二、透镜阵列、基座、透镜隔离环、上位机控制系统;自动调平机构固定在基座的中心位置处,定心夹紧机构固定在自动调平机构的平台上,定心夹紧机构用于夹紧透镜外壳,透镜阵列放置于透镜外壳内,四个打胶机构分别固定在定心夹紧机构上的四周,z轴移动模组固定在基座上,cmos相机固定在z轴移动模组的滑座上,cmos相机连接上位机控制系统,用于定心夹紧机构的自动调平和透镜阵列的精确对位,机械手一、机械手二分别位于基座的左右两侧,机械手一用于夹取透镜外壳并将透镜外壳放置于定心夹紧机构上,机械手二用于吸取透镜阵列和透镜隔离环并装配至定心夹紧机构上的透镜外壳内。
4、进一步地,所述自动调平机构包括调平底座、主支撑杆、球铰链、动平台、副支撑杆、电机箱、立柱、摇杆;主支撑杆固定在调平底座中心位置处,主支撑杆顶端球铰链与动平台连接;电机箱通过立柱固定在调平底座上,电机箱内设有两个电机,两个电机输出轴分别连接一摇杆,摇杆通过连接轴与副支撑杆连接,副支撑杆上侧通过球铰链与动平台连接。
5、进一步地,所述定心夹紧机构包括a1激光光源、电机一、支撑平台、仿形夹紧块、夹紧底座、电机二、锥齿轮、对开螺母、丝杠、丝杠支座、导轨、a2激光光源、a3激光光源;a1激光光源、a2激光光源、a3激光光源成直线排列固定安装在支撑平台上,三个点激光光源的光束分别对应透镜阵列上的三个不同位置的凸透镜,中心位置的a1激光光源用于计算透镜在x-y平面的平移偏差,a2激光光源及a3激光光源用于计算透镜在x-y平面的旋转偏差;四组锥齿轮交叉啮合且相对方向锥齿轮旋转方向相反,丝杠上分别螺纹连接对开螺母,对开螺母固定在导轨的滑块上,仿形夹紧块固定在对开螺母上,丝杠支座固定在夹紧底座上,丝杠通过轴承支承组件安装在夹紧底座上,其中同轴的两个丝杠分别与电机一和电机二的输出轴连接。
6、进一步地,所述定心夹紧机构通过电机一和电机二驱动丝杠,带动仿形夹紧块夹紧透镜外壳,透镜外壳内共放三层透镜阵列,每两层透镜阵列之间设有一个透镜隔离环。
7、进一步地,所述机械手二包括六自由度机械臂、透镜吸取装置,透镜吸取装置固定在六自由度机械臂上;透镜吸取装置包括小型吸盘、仿形壳,多个小型吸盘均布固定安装在仿形壳底部,在仿形壳内部设有气体流通通道,仿形壳上设有吸管插口,吸管插口与气体流通通道联通;仿形壳轮廓形状与所述透镜阵列及透镜隔离环的轮廓形状相匹配。
8、本发明同时提供一种透镜阵列自动对位组装装置的控制方法,包括以下步骤:
9、步骤一、激光光源与cmos相机进行匹配校准,通过自动调平机构进行自动调平;
10、步骤二、机械手一夹取透镜外壳,沿着设定路径将透镜外壳放入自动定心夹紧机构中心位置,自动定心夹紧机构将透镜外壳夹紧;
11、步骤三、透镜外壳定位夹紧后,机械手二吸取透镜阵列,沿设定路径移动至定心夹紧机构上方的透镜组装位置;
12、步骤四、对透镜组装位置进行对位调整:自动定心夹紧机构上的a1激光光源首先发出激光束,经透镜透射到cmos相机上,cmos相机将得到的光路信息实时反馈给上位机控制系统,计算透镜的平移偏差,上位机控制系统控制机械手二调整透镜阵列至标定位置处,平移偏差消除后,a1激光光源关闭,a2激光光源、a3激光光源发出激光束,计算旋转偏差,机械手二调整透镜阵列直至消除旋转误差;
13、步骤五、组装透镜阵列:机械手二带动透镜阵列沿z轴下移,将透镜阵列放入透镜外壳内,定心夹紧机构上的四个打胶机构对透镜阵列与透镜外壳间隙处打胶;
14、步骤六、组装第二、三层透镜阵列:机械手二继续吸取第二个透镜阵列,重复步骤四及步骤五;共组装三层透镜阵列;
15、步骤七、三层透镜阵列全部组装后,定心夹紧机构松开,机械手一取出组装完成的工件放在指定位置。
16、更进一步地,所述步骤一具体包括:
17、将自动调平机构简化为由静平台、动平台、副支撑杆和支链构成;所述静平台以电机箱上的摇杆在水平位置处为基准,点a1、a2为电机摇杆和副支撑杆连接位置处,点a1、a1连接作水平面相交主支撑杆中心于点o,三角形为oa1a2为等腰直角三角形;动平台通过3个球铰链o′、b1、b2与主支撑杆和两个副支撑杆连接;所述支链的长度为副支撑杆不摆动的情况下,静平台上点a1到动平台的竖直距离;
18、自动调平机构调节过程中,首先对高度进行调节,以定心夹紧机构上的a1点激光光源为基准坐标系,z轴丝杠模组带动cmos相机镜头到标定高度;
19、自动调平机构的运动学逆解求解如下:
20、在基准坐标系下,cmos相机通过采集定心夹紧机构平台的点云信息,经上位机控制系统处理,得到定心夹紧机构平台的拟合平面方程ax+by+cz+d=0,即拟合平面方程的法向量m=(a,b,c),水平面的法向量n=(0,0,1);
21、通过以下公式计算
22、m=rx·ry·rz·n
23、将代入公式可求得θ值;
24、将θ值代入向量rx、ry、rz中,并分别单位化,计算出绕x,y,z轴旋转的方向夹角ɑ,β,γ(γ=0);
25、在动平台上建立动坐标系o′-x′y′z′,在静平台上建立静坐标系o-xyz;静平台和动平台的外接圆半径为r,则动坐标系原点在定坐标系中的坐标矢量m:oo′=(0,0,h)t
26、自动调平机构存在绕x、y轴转动两个自由度,动平台坐标系到静平台坐标系之间的旋转变化矩阵t为:
27、
28、根据矢量闭环方程求解支链长度aibi,动平台在定平台坐标系中的矢量为obi,在三角形oo′bi中obi矢量求解如下:
29、obi=t·o′bi+oo′
30、在三角形oaibi中aibi矢量求解如下:
31、aibi=obi-oai
32、则为了将平台调平,支链aibi需要到达的长度为:
33、
34、
35、设需要达到的高度为l,电机连杆p1p2=t,连杆p2b=u,
36、当l大于u时,由几何关系得:
37、
38、
39、再由余弦定理得:
40、
41、解得电机相对水平面旋转的角度为:
42、
43、当l小于u时,由几何关系得:
44、
45、
46、再由余弦定理得:
47、
48、解得电机相对水平面旋转的角度为:
49、
50、更进一步地,所述步骤四对透镜组装位置进行对位调整中,采用透镜阵列透射对光校准,其工作过程为:
51、设ai相对于固定坐标系的位置坐标为(x1,y1,0),点激光光源垂直向上照射,激光束垂直向上照射穿过透镜内部,在凸透镜表面交汇处发生折射,设交汇点为bi,ci为透镜的圆心,半径为r,bici为折射法线,入射角为θ1,折射角为θ1',透镜内部的折射率为n,空气的折射率为n';
52、设bi点坐标为(x1,y1,z1),点激光光源经过折射后打在cmos相机上的像素坐标为ci′(u,v),经下式转换到固定坐标系下的坐标值为ci(x2,y2,z2):
53、
54、其中,fx、fy、cx、cy为相机内部参数;r为相机坐标系相对于固定坐标系的旋转矩阵;t为相机坐标系相对于固定坐标系的平移矩阵;
55、折射光线的方向矢量为入射光线的单位方向矢量为由几何关系得入射光线和折射光线的夹角为:
56、
57、则由等式:
58、
59、根据斯涅耳定理得:
60、sinθ2=(n/n′)sinθ1
61、由几何关系得:
62、z1=p+g+rcosθ1
63、由上述各式联立利用迭代法求得入射角θ1和折射角θ2的值;
64、设透镜的圆心坐标为di(x3,y3,z3),其中z3=p+g,经折射后的光线会向透镜的圆心方向汇聚,因此矢量投影到x-y面即为透镜阵列需要调整的方向,所以矢量投影到x-y面上的单位矢量为由球面方程f(x,y,z)=0可得:
65、
66、再由:
67、
68、
69、上式联立解得透镜的圆心坐标为di(x3,y3,z3);则透镜相对与点激光光源的偏差为:
70、δx=x3-x1
71、δy=y3-y1。
72、
73、更进一步地,所述透镜在x-y平面的偏差计算为:a1点激光光源位置对应透镜的中心位置,当机械手吸取透镜移动到指定位置时,由于吸取位置以及机械手移动时存在一定误差,a1位置的点激光光源通过透射透镜中心位置的凸透镜,经折射后的激光光源打在cmos相机的图像传感器上,经所述透镜阵列透射对光校准计算透镜中心位置凸透镜的圆心距离a1激光束在x-y平面的平移偏差。
74、更进一步地,透镜阵列透射对光校准的角度偏差求解为:a2激光光源、a3激光光源位置分别对应透镜边缘位置的两个凸透镜,三个激光光源位置在一条直线上,a2激光光源、a3激光光源经折射后的激光光源打在cmos相机的图像传感器上,经所述透镜阵列透射对光校准分别计算透镜边缘位置处凸透镜的圆心距离a2激光光源、a3激光光源在x-y平面的平移偏差:
75、设a1a2=a1a3=l,q为a1激光光源的位置,q1为标定透镜中心,即a2激光光源的位置,q2为存在偏差的透镜圆心位置,经所述透镜阵列透射对光校准计算出q2的坐标以及距离标定位置的距离δd,则在等腰δqq1q2中得:
76、
77、因此解得透镜边缘位置处凸透镜的圆心相对于中心位置的旋转角度为:
78、
79、以q为原点的坐标系,设求得的q2坐标值为(xq,yq),当xq大于零时,透镜阵列作逆时针旋转,当xq小于零时,透镜阵列作顺时针旋转;
80、当分别计算出a2、a3位置处的旋转偏差后,取平均值为透镜阵列绕透镜中心的旋转角度,机械手带动透镜阵列旋转,实时计算透镜阵列的旋转偏差,当旋转偏差为0时,即为透镜对准状态。
81、本发明达到的技术效果如下:本发明提供一种透镜阵列自动对位组装装置及控制方法,此装置实现了透镜阵列组装的自动化,自动调平机构以及透射对光方法保证了透镜阵列组装过程中的精度,可以将透镜阵列准确无误的放入外壳中,避免划伤透镜等情况的发生,同时,减少了人工成本,提高了透镜阵列的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!