一种光学胶合件的加工方法与流程
本发明涉及光学零件加工,尤其涉及一种光学胶合件的加工方法。
背景技术:
1、光胶是靠分子间的吸引力使两个表面紧密的结合在一起的工艺。采用光胶法结合的光学零件,由于结合面之间没有任何介质,所以光学性能不变。与胶层胶合比较,机械强度较高,性能稳定,可保持数十年;变形小,耐寒性和耐热性好。
2、当前,光学零件加工完成后,通常采用机械工装结合紫外胶胶合的方式,来进行不同光学零件的固定,受到机械工装精度及胶合层胶厚影响较大,机械工装的垂直度、平行度及平面度精度难以加工至秒级、纳米级,无法控制空间垂直至秒级。传统的紫外胶胶合过程控制空间垂直需要手动调节或采用机械工装控制,手动调节由于零件过于灵敏,0.01mm不易通过手来调节、且不可复制,不确定性极高;机械工装容易划伤零件,且精度不足,难以精确、可重复性地控制光学零件空间垂直角度。
技术实现思路
1、本发明提供一种光学胶合件的加工方法,用以解决现有技术中难以精确、可重复性地控制光学零件空间垂直的问题。
2、为了解决上述技术问题,本发明是这样实现的:
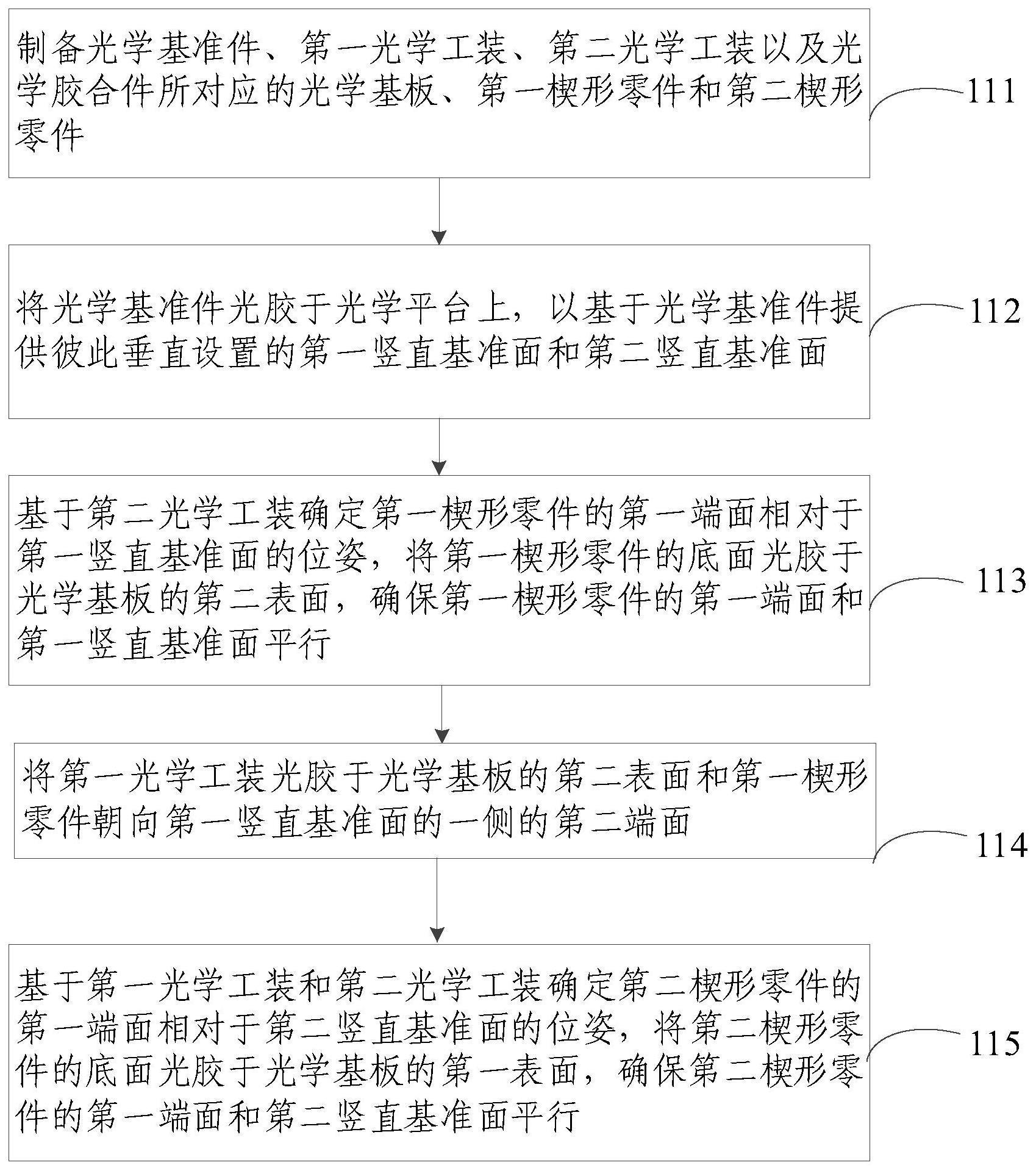
3、本发明提供一种光学胶合件的加工方法,包括:制备光学基准件、第一光学工装、第二光学工装以及光学胶合件所对应的光学基板、第一楔形零件和第二楔形零件;
4、将所述光学基准件光胶于光学平台上,以基于所述光学基准件提供彼此垂直设置的第一竖直基准面和第二竖直基准面;
5、基于所述第二光学工装确定所述第一楔形零件的第一端面相对于所述第一竖直基准面的位姿,将所述第一楔形零件的底面光胶于所述光学基板的第二表面,确保所述第一楔形零件的第一端面和所述第一竖直基准面平行;
6、将所述第一光学工装光胶于所述光学基板的第二表面和所述第一楔形零件朝向所述第一竖直基准面的一侧的第二端面;
7、基于所述第一光学工装和所述第二光学工装确定所述第二楔形零件的第一端面相对于所述第二竖直基准面的位姿,将所述第二楔形零件的底面光胶于所述光学基板的第一表面,确保所述第二楔形零件的第一端面和所述第二竖直基准面平行。
8、根据本发明提供的一种光学胶合件的加工方法,所述光学基准件包括第一方砖和第二方砖,将所述光学基准件光胶于光学平台上的步骤,包括:
9、将所述第一方砖的底面光胶于所述光学平台上;
10、将所述第二方砖的底面光胶于所述光学平台上,并且将所述第二方砖的端面光胶于所述第一方砖的侧面;
11、其中,所述第二方砖朝向所述第一方砖的侧面形成为所述第一竖直基准面,所述第一方砖朝向所述第二方砖的侧面形成为所述第二竖直基准面。
12、根据本发明提供的一种光学胶合件的加工方法,所述第二光学工装呈立方体状;所述基于所述第二光学工装确定所述第一楔形零件的第一端面相对于所述第一竖直基准面的位姿,将所述第一楔形零件的底面光胶于所述光学基板的第二表面的步骤,包括:
13、将所述光学基板水平放置于所述光学平台上,确保所述光学基板的第二表面水平朝上设置,所述光学基板相邻的两个直角边当中的一者与所述第一竖直基准面贴合,另一者与所述第二竖直基准面贴合;
14、将所述第二光学工装的底面与所述光学基板的第二表面贴合,所述第二光学工装的第一端面与所述第一竖直基准面贴合;
15、将所述第一楔形零件的底面和所述光学基板的第二表面贴合,所述第一楔形零件的第一端面和所述第二光学工装的第二端面贴合;
16、对所述第一楔形零件施加压力,以使得所述第一楔形零件的底面光胶于所述光学基板的第二表面。
17、根据本发明提供的一种光学胶合件的加工方法,所述将所述第二光学工装的底面与所述光学基板的第二表面贴合,所述第二光学工装的第一端面与所述第一竖直基准面贴合的步骤,包括:
18、将所述第二光学工装的底面贴附于所述光学基板的第二表面,所述第二光学工装的第一端面贴附于所述第一竖直基准面;
19、对所述第二光学工装施加朝向所述第一竖直基准面的一侧的斜向压力,使得所述第二光学工装的底面与所述光学基板的第二表面之间,以及所述第二光学工装的第一端面与所述第一竖直基准面之间均出现光圈条纹;
20、或者,所述将所述第一楔形零件的底面和所述光学基板的第二表面贴合,所述第一楔形零件的第一端面和所述第二光学工装的第二端面贴合的步骤,包括:
21、将所述第一楔形零件的底面贴附于所述光学基板的第二表面,所述第一楔形零件的第一端面贴附于所述第二光学工装的第二端面;
22、对所述第一楔形零件施加朝向所述第二光学工装的一侧的斜向压力,使得所述第一楔形零件的底面与所述光学基板的第二表面之间,以及所述第一楔形零件的第一端面与所述第二光学工装的第二端面之间均出现光圈条纹。
23、根据本发明提供的一种光学胶合件的加工方法,所述第一光学工装呈立方体状,所述将所述第一光学工装光胶于所述光学基板的第二表面和所述第一楔形零件朝向所述第一竖直基准面一侧的第二端面的步骤,包括:
24、将所述第一光学工装的第一平面贴附于所述光学基板的第二表面,以及所述第一光学工装的第一端面贴附于所述第一楔形零件的第二端面;
25、对所述第一光学工装施加朝向所述第一楔形零件的一侧的倾斜压力,直至所述第一光学工装的第一平面与所述光学基板的第二表面之间,以及所述第一光学工装的第一端面与所述第一楔形零件的第二端面之间均出现光圈条纹。
26、根据本发明提供的一种光学胶合件的加工方法,在对所述第一光学工装进行光胶操作之前,还包括:
27、在所述光学基板的第二表面光胶多个支撑柱,多个所述支撑柱围绕所述第一楔形零件设置;
28、其中,所述第一楔形零件的厚度与所述第一光学工装的第二平面相对于所述光学基板的第二表面的高度均小于所述支撑柱的高度。
29、根据本发明提供的一种光学胶合件的加工方法,所述基于所述第一光学工装和所述第二光学工装确定所述第二楔形零件的第一端面相对于所述第二竖直基准面的位姿,将所述第二楔形零件的底面光胶于所述光学基板的第一表面的步骤,包括:
30、将所述光学基板的第一表面水平朝上地放置于所述光学平台上,将所述第一光学工装的第二端面与所述第一竖直基准面贴合;
31、将所述第二光学工装的底面与所述光学基板的第一表面贴合,所述第二光学工装的第一端面与所述第二竖直基准面贴合,所述第二光学工装的侧面与所述第一竖直基准面贴合;
32、将所述第二楔形零件的底面和所述光学基板的第一表面贴合,所述第二楔形零件的第一端面和所述第二光学工装的第二端面贴合;
33、对所述第二楔形零件施加压力,以使得所述第二楔形零件的底面光胶于所述光学基板的第一表面。
34、根据本发明提供的一种光学胶合件的加工方法,所述光学基板的第一表面和第二表面的面形n和误差δn所对应的光圈数均满足:n≤0.5,δn≤0.2,所述第一表面和所述第二表面的平行度为1~2″;
35、所述第一楔形零件和所述第二楔形零件均为长度与厚度之比大于10∶1的超薄零件,所述第一楔形零件和所述第二楔形零件上的各个面的面形n和误差δn所对应的光圈数均满足:n≤0.3,δn≤0.2;所述第一楔形零件和所述第二楔形零件所对应的第一端面和第二端面相对于底面的垂直度均为90°±3″。
36、根据本发明提供的一种光学胶合件的加工方法,所述第一光学工装和所述第二光学工装的各个面的面形n和误差δn所对应的光圈数均满足:n≤0.5,δn≤0.2;所述第一光学工装和所述第二光学工装上的任意两个垂直面的垂直度为90°±3″;所述第一光学工装和所述第二光学工装上的任意两个平行面的平行度小于2″。
37、本发明提供的光学胶合件的加工方法,基于光学基准件提供的第一竖直基准面w1和第二竖直基准面s1,首先通过使用第二光学工装,将第一楔形零件的底面光胶于光学基板的第二表面m2,以确保第一楔形零件的第一端面p1和第一竖直基准面w1平行,然后将第一光学工装光胶于光学基板的第二表面m2和第一楔形零件的第二端面p2,最后,将第二楔形零件的底面光胶于光学基板的第一表面m1,以确保第二楔形零件的第一端面o1和第二竖直基准面s1平行,本加工方法以第一楔形零件的第二端面p2作为基准,使用第一光学工装将平行关系传递给第一竖直基准面w1,同时,基于与第一竖直基准面w1垂直的第二竖直基准面s1,使用第二光学工装将平行关系从第二竖直基准面s1传递给第二楔形零件的第一端面o1,从而控制第一楔形零件的第二端面p2和第二楔形零件的第一端面o1的空间垂直。
38、由上可见,本发明提供的光学胶合件的加工方法,不仅操作简便,而且能够达到准确、可重复性的控制光学零件空间垂直的效果。
- 还没有人留言评论。精彩留言会获得点赞!