具有收线功能的电池仓及组装工艺流程的制作方法
1.本发明涉及一种电子蜡烛技术领域,尤其涉及一种应用于电子蜡烛中具有收线功能的电池仓及组装工艺流程。
技术背景
2.现有技术电子蜡烛的电池仓大小是与电池相匹配的,而电子蜡烛的大小是根据客户的需要而定的,因此两者之间如果存在偏差时,就需要通过蜡烛灯头的引线与电池仓的电极连接起来,由于电子蜡烛壳体内的空腔较小,为了操作方便需要蜡烛灯头的引线具有一定长度,又由于制作电子蜡烛壳体的原材料具有一定的透光性,当电池仓装入电子蜡烛壳体内时,较长的灯头引线会曲盘并贴近电子蜡烛壳体的内壁并产生阴影而影响电子蜡烛外观质量。
技术实现要素:
3.本发明的目的在于克服现有技术存在的问题,提供一种具有收线功能的电池仓,将较长的引线通过整理约束,使其靠近电池仓,远离电子蜡烛壳体的内侧壁,确保产品较佳的外观质量。
4.本发明解决其技术问题所采用的技术方案是:一种具有收线功能的电池仓,它包括可以容纳电池的仓体,所述仓体在开口端位置处设有底座,所述仓体的外侧壁上设有收线装置,所述底座上在所述收线装置的相应位置处设有通孔。本技术人通过大量市场调研和检索,没有发现现有技术的电子蜡烛中有使用收线装置来整理约束灯头引线,为此,本技术人特提出本技术方案。本技术方案在仓体的外侧壁上设置收线装置,在底座上设置通孔,当电池仓装入电子蜡烛壳体后,用专用工具从底座的通孔中伸入电子蜡烛壳体内钩住引线进行整理,通过收线装置进行约束,使电子蜡烛的灯头引线紧贴仓体,远离电子蜡烛壳体的侧壁,从而避免引线的阴影出现在电子蜡烛壳体的侧壁上,确保产品较佳的外观质量。
5.作为优选,所述收线装置为空心管。所述收线装置可以是勾件,也可以是绕线管,本发明采用空心管作为收线装置,这样可以简化操作,同时又可以有效防止后续在运输、使用过程中发生散线现象。
6.作为优选,所述空心管与所述仓体连为一体。这样可以使空心管与仓体通过注塑一次性制作完成,省略组装工序,又可以保证位置正确。
7.作为优选,所述仓体的横截面呈“8”字状,所述空心管位于所述仓体“8”字状的内凹部。这样可以有利于引线最大距离远离电子蜡烛壳体的侧壁。
8.作为优选,所述仓体在开口端中设有盖板,所述盖板上设有卡勾,所述卡勾可以卡接在所述通孔中。这样通孔既可以作为专用工具伸入电子蜡烛壳体内腔的通道,又可以作为盖板与仓体卡接结构的一部分,有利于简化仓体的机构,降低制造成本。
9.一种具有收线功能的电池仓的组装工艺流程,包括带灯头的壳体、可以容纳电池并带有空心管的仓体、连接有导电弹簧的导电件、可以卡接在仓体底座上的盖板、安装工
具,其特征在于:所述安装工具,包括基座,所述基座的上侧面上设有一对可以置入所述仓体盲孔的导电柱,所述导电柱的上端端面设有可以容纳导电弹簧的容纳腔,所述容纳腔的直径大于所述导电弹簧的直径而小于所述导电件的直径,所述基座在所述仓体空心管相对应的位置上设有可以穿过所述空心管的导引柱,所述导引柱的上端设有导引线,所述导引柱外表面在靠近所述基座一端的朝外一侧设有卡线座,所述导引线上设有卡结头,所述导引线从卡结头到所述导引柱上端导引线连接部的长度大于所述卡线座到所述导引柱上端导引线连接部的距离,所述两个导电柱通过导电线分别与直流电电源的正负极电连接;组装工艺流程如下:步骤一:将所述导引线拉直置入所述卡线座中;步骤二:将两个导电件上的导电弹簧分别置入两个导电柱上端的容纳腔中;步骤三:将仓体的盲孔套接在安装工具的导电柱上压实,此时,导引柱也刚好穿过所述空心管;步骤四:将连接在所述导引柱上端的导引线拉起直至卡结头卡接在卡线座上,使其形成环状部;步骤五:将两根灯头引线自由端穿过步骤四中所述导引线形成的环状部;步骤六:将两根灯头引线自由端外端部用剥线钳剥去一段表皮露出金属丝;步骤七:将步骤六中剥出的两根金属丝分别顺着仓体上的两根压线条的导向面卡入到所述压线条与所述导电件之间;步骤八:查看灯头是否正常发光,如不亮则为不良品,如正常发光则转入下一步;步骤九:将所述壳体按压套接在所述仓体的底座上;步骤十:向上取出所述壳体,所述灯头引线在导引线的拉动下穿过所述空心管;步骤十一:当所述灯头引线拉直时,拉动导引线的自由端,使导引线的卡结头脱离所述卡线座;步骤十二:将所述盖板卡接进所述底座的腰形沉孔中。通过安装工具的实施,使得电子蜡烛组装中较为繁琐的导电件4卡接工序、接线工序、理线工序、检验工序可以一气呵成,十分快捷、方便,可以大幅降低电子蜡烛的制造成本。
10.作为优选,所述导引柱上端端部设有穿线孔,所述导引线的一端系在穿线孔中。
11.作为优选,所述卡线座上设有卡线槽。
12.作为优选,所述卡结头为导电线环穿打结形成的结头。
13.本发明采用在仓体的内凹部设置连为一体的空心管,利用仓体底座上的卡接通孔作为专用工具的通道,使得较长的灯头引线可以方便地整理收纳在空心管中,避免灯头引线靠近电子蜡烛内侧壁,从而消除引线的阴影出现在电子蜡烛壳体的侧壁上,确保产品较佳的外观质量。
附图说明
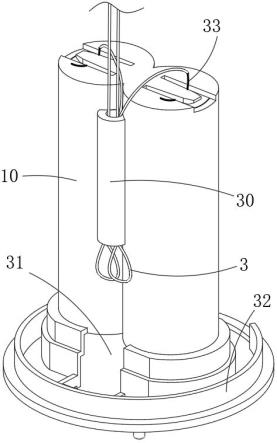
14.图1是电子蜡烛的一种结构立体示意图;图2是电子蜡烛的一种结构剖视示意图;图3是本发明中的盖板的立体示意图;图4是本发明组装工艺流程中步骤一的立体示意图;图5是本发明组装工艺流程中步骤二的立体示意图;图6是本发明组装工艺流程中步骤三和步骤四的立体示意图;图7是本发明组装工艺流程中步骤五、步骤六以及步骤七的立体示意图图8是本发明组装工艺流程中完成步骤十、步骤十一后的仓体收线立体示意图;图9是本发明中仓体的一种角度的立体示意图。
15.图中:壳体1,灯头2,引线3,导电件4,导电弹簧5,盖板6,不锈钢丝7,拨动体8,滑体
9,仓体10,电池11,盲孔12,定位体13,长条孔14,弯曲部15,支撑体16,“u”形槽17,卡勾18,导电柱19,容纳腔20,穿线孔21,导引柱22,导引线23,卡线座24,卡线槽25,卡结头26,基座27,压线条28,环状部29,空心管30,通孔31,底座32,金属丝33,空腔34,缺口35,沉孔36。
具体实施方式
16.下面通过具体实施例并结合附图对本发明进一步说明。
17.实施例:一种具有收线功能的电池仓,见图示,它包括壳体1,所述壳体1的一端设置有可以发光的灯头2,所述壳体1的另一端设有一端开口另一端封闭的空腔34,所述空腔34内设有仓体10,所述仓体10朝外的一端设置有与所述仓体10连为一体的底座32,所述底座32远离所述仓体10一侧的外侧面设置有腰形沉孔36,所述腰形沉孔36的底面上设有一对可以容纳电池11的盲孔12,所述盲孔12位于所述仓体10内,所述腰形沉孔36内卡接连接有盖板6,所述灯头2的引线3伸入所述壳体1的空腔34。
18.所述盖板6朝向电池11的内侧面在成对电池11的两电极位置处分别设置有定位体13、支撑体16,所述支撑体16上设有轴向贯穿所述支撑体16的”u”形槽17,所述”u”形槽17的开口朝向定位体13,所述定位体13、支撑体16之间设置有弹性不锈钢丝7,所述弹性不锈钢丝7的一端固定连接在所述定位体13自由端的端面上,所述弹性不锈钢丝7的另一端为悬臂端,所述弹性不锈钢丝7悬臂端位于所述支撑体16的”u”形槽17内,所述弹性不锈钢丝7的中间位置向所述盖板6一侧弯曲形成弯曲部15,所述盖板6上设有长条孔14,所述长条孔14朝向所述弹性不锈钢丝7的一侧设置有可沿所述长条孔14来回移动的滑体9,所述滑体9通过长条孔14向所述盖板6的外侧面延伸出拨动体8,所述滑体9位于所述盖板6与所述弹性不锈钢丝7的中间,所述弹性不锈钢丝7的固定端与成对电池11的一电极相抵接,所述弹性不锈钢丝7的悬臂端在所述滑体9与所述弹性不锈钢丝7弯曲部15相抵接时可以与成对电池11的另一电极相抵接,所述支撑体16的自由端也抵接在成对电池11的另一电极上。
19.所述盲孔12在抵近其封闭端的位置处设有导电件4,所述盲孔12封闭端在导电件4的位置处设有贯通所述盲孔12封闭端的缺口35,所述缺口35呈“u”形状,所述缺口35的开口侧贯穿所述盲孔12的侧壁,所述缺口35的一侧边向所述缺口35的开口侧方向延伸出压线条28,所述压线条28的悬臂端朝向导电件4的一侧设有倾斜的导向面,所述灯头2引线3伸入所述壳体1空腔34的外端部剥去表皮露出金属丝33,所述金属丝33顺着压线条28的导向面卡入到所述压线条28与所述导电件4之间,所述导电件4朝向所述盲孔12开口端的一侧连接有导电弹簧5。
20.所述仓体10的横截面呈“8”字状,所述仓体10的外侧壁内凹部设有与所述仓体10连为一体的空心管30,所述底座32在所述空心管30的相应位置处设有通孔31,所述盖板6上设有卡勾18,所述卡勾18可以卡接在所述通孔31中。
21.上述所述的电子蜡烛的组装还需要一种安装工具,所述安装工具包括基座27,所述基座27的上侧面上设有一对可以置入所述盲孔12的导电柱19,所述导电柱19的上端端面设有可以容纳导电弹簧5的容纳腔20,所述容纳腔20的直径大于所述导电弹簧5的直径而小于所述导电件4的直径,所述基座27在所述空心管30相对应的位置上设有可以穿过所述空心管30的导引柱22,所述导引柱22的上端设有导引线23,所述导引柱22外表面在靠近所述基座27一端的朝外一侧设有卡线座24,所述导引线23上设有卡结头26,所述导引线23从卡
结头26到所述导引柱22上端导引线23连接部的长度大于所述卡线座24到所述导引柱22上端导引线23连接部的距离,所述两个导电柱19通过导电线分别与直流电电源的正负极电连接(图中未示出);所述导引柱22上端端部设有穿线孔21,所述导引线23的一端系在穿线孔21中,所述卡线座24上设有卡线槽25,所述卡结头26为导电线环穿打结形成的结头。
22.上述所述的电子蜡烛的组装工艺流程如下:步骤一:将所述导引线23拉直置入所述卡线槽25中;步骤二:将两个导电件4上固定连接的导电弹簧5分别置入两个导电柱19上端的容纳腔20中;步骤三:将仓体10的盲孔12套接在安装工具的导电柱19上压实,此时,导引柱22也刚好穿过所述空心管30;步骤四:将连接在所述导引柱22上端的导引线23拉起直至卡结头26卡接在卡线座24上,使其形成环状部29;步骤五:将两根灯头2引线3自由端穿过步骤四中所述导引线23形成的环状部29;步骤六:将两根灯头2引线3自由端外端部用剥线钳剥去一段表皮露出金属丝33;步骤七:将步骤六中剥出的两根金属丝33分别顺着两根压线条28的导向面卡入到所述压线条28与所述导电件4之间;步骤八:查看灯头2是否正常发光,如不亮则为不良品,如正常发光则转入下一步;步骤九:将所述壳体1按压套接在所述仓体10的底座32上;步骤十:向上取出所述壳体1,所述灯头2引线3在导引线23的拉动下穿过所述空心管30;步骤十一:当所述灯头2引线3拉直时,拉动导引线23的自由端,使导引线23的卡结头26脱离所述卡线槽25;步骤十二:将所述盖板6卡接进所述底座32的腰形沉孔36中。
23.通过安装工具的实施,使得电子蜡烛组装中较为繁琐的导电件4卡接工序、接线工序、理线工序、检验工序可以一气呵成,十分快捷、方便,可以大幅降低电子蜡烛的制造成本。
24.以上所述的实施例只是本发明的一种较佳方案,并非对本发明做任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
25.本说明书中未作详细描述的内容,属于本专业技术人员公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1