一种变速箱插分档齿套的锻造工艺的制作方法
[0001]
本发明涉及锻造生产技术领域,具体涉及一种变速箱插分档齿套的锻造工艺。
背景技术:
[0002]
齿套是变速箱换挡齿轮插分挡使用的,该产品外形属于高筒、薄壁,且其中一端面带有三处油槽。在实现本发明的过程中,发明人发现现有技术中至少存在如下问题:目前,加工这种齿套采用“下料—镦粗—预成型—冲孔—终锻—切边—铣加工油槽”七步工序,靠锻造加工出圆筒件,然后用立式铣刀加工出产品的三处油槽。这种工艺初期锻造生产需要占用3条锻压设备(800t锻压机负责镦粗、预成型、冲孔三个工序、1000t锻压机负责终锻、250t锻压机负责切边)每班8小时产量在600件左右。后序铣刀选用规格刃径仅为3mm、生产过程中铣刀损坏频次较高,若选用加大直径规格铣刀、则铣出产品r角过大,不符合图纸要求,每班8小时铣加工产量仅为80件左右。为保证订单数量需长期占用一台数控加工中心,生产过程中废品率高,占用人员和设备多,产品成本太高,生产周期太长。
技术实现要素:
[0003]
本发明提供一种变速箱插分档齿套的锻造工艺,目的是为了减少工艺步骤、提升生产效率,减少设备长期占用、降低人员占用,降低产品生产成本。
[0004]
发明构思:鉴于现有加工工艺过程太长,从800吨锻压机反挤制坯三道工序,再长距离运送到高能1000吨锻压机进行终锻,锻后再传到250吨锻压机切外飞边,不但占用二条主力生产线,而且占用七到八名操作工,物流来回交叉,操作不顺,节拍在22秒以上,且加热温度必须较高,否则到终锻时温度过低造成废品。因锻件结构为高筒、薄壁且有三个豁口,目前在提高加工效率上没有找到好的办法解决,所以考虑从材料选择和工艺两个方面出发进行相应的研究。
[0005]
为此本发明的技术方案为:一种变速箱插分档齿套的锻造工艺,其特征在于包括以下步骤:s1、下料工序:选用定制无缝钢管,通过圆盘锯精确下料,下料误差控制在
±
0.5mm;s2、加热工序:采用感应加热炉对s1中的料段进行加热,加热温度为1050-1150℃,推料节拍控制在15s;s3、封闭成型工序:将与变速箱插分档齿套结构相匹配的锻造成型反挤模具装配于电动高能螺旋压力机上,进行封闭成型和反挤;电动高能螺旋压力机上设置有对型腔及密封上模、密封下模进行冷却的冷却系统,冷却系统包括设置在模具型腔外的两侧对称设置的两个冷却液喷嘴,采用锻造石墨乳和自来水按1:100的配比比例配制成冷却液,冷却液与压缩空气经过喷嘴混合,通过电磁阀及延时继电器控制冷却效果,频次为每间隔30秒喷洒一次冷却液,每次喷洒时长5-6 s;s4、切边工序:对经过s3成型的变速箱齿套的飞边切割去除。
[0006]
本发明的锻造工艺适用于薄壁筒类锻件的制造。
[0007]
有益效果:本发明采用定制无缝钢管替代传统的钢棒料作为锻造的原材料,锻造时不产生料芯、减少了原材料使用重量;同时在锻造模具和冲头冷却方面选用电磁阀和延时继电器使模具和冲头的冷却效果更精确,试制的产品质量稳定、废品率降低,在工艺步骤减少的同时,减少了设备和人员占用,降低了产品生产成本,在同类产品中具有较好的市场竞争力。
[0008]
与现有工艺相比:工艺步骤减少了2步、减少生产线一条、减少操作人员3-4人;班产由现有的600件可以提升到班产1200件,生产效率提升一倍;采用无缝管生产没有料芯,单件产品节约原材料重量5%,生产成本降低。
附图说明
[0009]
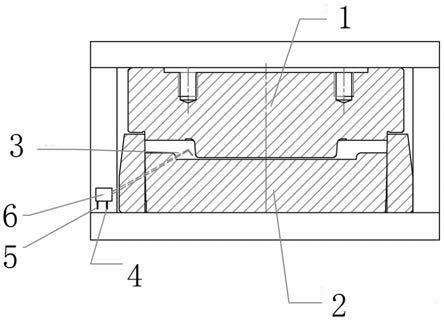
图1是本发明冷却系统示意图。
[0010]
图中所示:1、密封上模;2、密封下模;3、喷嘴;4、冷却液;5、压缩空气;6、电磁阀及延时继电器。
具体实施方式
[0011]
下面将结合附图对本发明的技术方案进行清楚、完整地描述,但该实施例不应理解为对本发明的限制。
[0012]
本发明如图1所示:一种变速箱插分档齿套的锻造工艺,包括以下步骤:s1、下料工序:选用定制无缝钢管,通过圆盘锯精确下料,下料误差控制在
±
0.5mm;s2、加热工序:采用感应加热炉对s1中的料段进行加热,加热温度为1050-1150℃,推料节拍控制在15s;s3、封闭成型工序:将与变速箱插分档齿套结构相匹配的锻造成型反挤模具装配于电动高能螺旋压力机上,进行封闭成型和反挤;电动高能螺旋压力机上设置有对型腔及密封上模1、密封下模2进行冷却的冷却系统,冷却系统包括设置在模具型腔外两侧对称设置的两个冷却液喷嘴3,采用锻造石墨乳和自来水按1:100的配比比例配制成冷却液4,冷却液4与压缩空气5经过喷嘴混合,通过电磁阀及延时继电器6控制冷却效果,频次为每间隔30秒喷洒一次冷却液,每次喷洒时长5-6 s;s4、切边工序:对经过s3成型的变速箱齿套的飞边切割去除。
[0013]
上述锻造工艺可推广应用于薄壁筒类锻件的制造。
[0014]
本发明的核心在于:采用电磁阀和延时继电器控制模具冷却,冷却效果好、产品充型好、质量稳定;用定制无缝钢管替代钢棒,生产工序减少,极大地提高了生产效率、降低了生产成本。
[0015]
本说明书中未作详细说明之处,为本领域公知的技术。
[0016]
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1