一种变速箱双环结合齿的加工方法与流程
[0001]
本发明涉及双环结合齿技术领域,具体涉及一种变速箱双环结合齿的加工方法。
背景技术:
[0002]
汽车变速箱双环结合齿是汽车变速箱中重要的零件,其中结合齿的倒锥角在换挡过程中与齿套倒锥角配合形成同步锁止,是防脱档的重要保障,传统生产中通常采用机械加工的方法如插齿、滚齿来完成,但因结合齿的倒锥加工难度大,导致生产周期长、产品质量得不到保证。
技术实现要素:
[0003]
本发明提供一种变速箱双环结合齿的加工方法,目的是为了提升生产效率,提高产品的质量,降低产品生产成本。
[0004]
为此本发明的技术方案为:一种变速箱双环结合齿的加工方法,其特征在于包括以下步骤:s1、下料工序:选用棒料,通过圆盘锯精确下料,下料误差控制在
±
0.5mm;s2、加热工序:采用感应加热炉对s1中的料段进行加热,加热温度为1050-1150℃,推料节拍控制在15s;s3、封闭成型工序:将与变速箱双环结合齿结构相匹配的锻造成型反挤模具装配于电动高能螺旋压力机上,进行封闭成型和反挤;其中:变速箱双环结合齿结构设在锻造成型反挤模具的下模上,上模内设有碟簧,碟簧用于限制压头的下压速度、同时利用碟簧的回弹便于脱模。
[0005]
作为优选,所述碟簧在上模内的安装结构为:上模内设有碟簧安装腔,压头从碟簧安装腔穿过,压头的外周面上套装有多个碟簧,碟簧的上端抵接在碟簧安装腔的腔壁上,碟簧下端位于压头的外周面上固定有限位轴套,所述压头包括上部的粗段和下部的细段,限位轴套设在粗段和细段的连接部并向反向延伸设置,限位轴套具有与压头外径相适应的粗段和细段,限位轴套的粗段上端面构成碟簧的支撑限位部、限位轴套的粗段和细段连接部形成向下的台阶面,上模的型腔内壁上设有与限位轴套的台阶面相配合的向上的台阶面,用于限制限位轴套向下运动的行程,进而限制压头的行程。
[0006]
有益效果:本发明在上模的压头安装腔中设置压头,当压头带动限位轴套向下运动的过程中,使碟簧压缩,可以缓冲压头的下降速度,限位轴套向下的台阶面与上模型腔内向上的台阶面相抵接时,上模和下模处于合模状态;当锻造完成后,在碟簧的弹力作用下,方便上、下模之间脱模;采用本发明的工艺生产的产品质量稳定、废品率低,节约了生产周期,降低了产品生产成本,同时满足了客户需求。
附图说明
[0007]
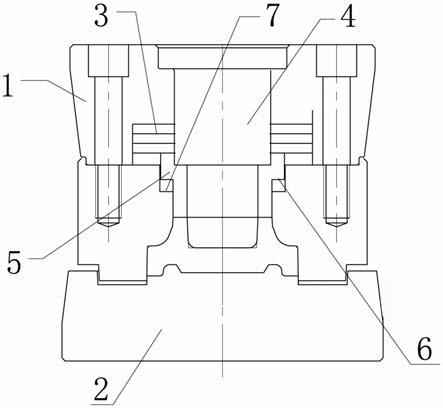
图1是本发明的锻造成型反挤模具的结构图。
[0008]
图2是本发明的碟簧的结构示意图。
[0009]
图中所示:1、上模;2、下模;3、碟簧;4、压头;5、限位轴套;6、向下的台阶面;7、向上的台阶面。
具体实施方式
[0010]
下面将结合附图对本发明的技术方案进行清楚、完整地描述,但该实施例不应理解为对本发明的限制。
[0011]
本发明如图1和图2所示:一种变速箱双环结合齿的加工方法,包括以下步骤:s1、下料工序:选用棒料,通过圆盘锯精确下料,下料误差控制在
±
0.5mm;s2、加热工序:采用感应加热炉对s1中的料段进行加热,加热温度为1050-1150℃,推料节拍控制在15s;s3、封闭成型工序:将与变速箱双环结合齿结构相匹配的锻造成型反挤模具装配于电动高能螺旋压力机上,进行封闭成型和反挤;其中:变速箱双环结合齿结构设在锻造成型反挤模具的下模2上,上模1内设有碟簧3,碟簧3用于限制压头的下压速度、同时利用碟簧3的回弹便于脱模。
[0012]
所述碟簧3在上模1内的安装结构为:上模1内设有碟簧安装腔,压头4从碟簧安装腔穿过,压头4的外周面上套装有四个波形碟簧3,碟簧3的上端抵接在碟簧安装腔的腔壁上,碟簧下3端位于压头的外周面上固定有限位轴套5,所述压头4包括上部的粗段和下部的细段,限位轴套5设在粗段和细段的连接部并向反向延伸设置,限位轴套具有与压头外径相适应的粗段和细段,限位轴套5的粗段上端面构成碟簧的4支撑限位部、限位轴套5的粗段和细段连接部形成向下的台阶面6,上模的型腔内壁上设有与限位轴套的台阶面相配合的向上的台阶面7(即限位止口),用于限制限位轴套5向下运动的行程,进而限制压头向下运动的行程。
[0013]
本发明的核心在于:变速箱双环结合齿结构设在锻造成型反挤模具的下模上,解决了脱模难的问题;在上模内设置四个碟簧,可以缓冲压头的下压速度,对齿形的充满有利,同时借助压缩碟簧的回弹,方便上、下模脱模。
[0014]
本说明书中未作详细说明之处,为本领域公知的技术。
[0015]
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1