冲裁力消除内应力模具的制作方法
1.本实用新型涉及模具技术领域。
背景技术:
2.对于产品有平面度要求并且冲裁时会产生内应力的产品,现有的模具冲裁冲头底面是平的,无法消除冲裁时产生的内应力,并且需要平面度整形,否则无法达到图面的平面度要求,工作效率低,维修保养不便。
技术实现要素:
3.为了解决现模具冲裁存在的上述问题,本实用新型提供了一种冲裁力消除内应力模具。
4.本实用新型为实现上述目的所采用的技术方案是:冲裁力消除内应力模具,包括上模座和下模座,上模座下侧安装上垫板,上垫板下侧安装上夹板,上夹板下侧安装止挡板,止挡板下侧安装卸料板,上模座、上垫板、上夹板、止挡板和脱料板通过等高套筒贯穿连接,上夹板上安装内应力消除冲头,上夹板一端外侧安装尖头的切断冲头;下模座上部安装下垫板,下垫板上部安装下模板。
5.所述上模座和下模座边缘处之间安装座式导向组件。
6.所述上夹板、止挡板和卸料板之间安装卸料导套,卸料导套内安装卸料导柱。
7.所述上垫板和上夹板之间安装压料弹簧。
8.所述卸料板、下模板、下垫板和下模座之间安装导料浮料装置。
9.所述下模板上安装内部行程限位块,所述上模座下侧安装外部行程限位块。
10.所述卸料板上安装卸料板导正销。
11.所述上模座下侧前部安装误送检测装置。
12.本实用新型的冲裁力消除内应力模具,采用尖头的冲裁冲头,可以消除冲裁时产生的内应力;并且无需平面度整形工序,保证了产品达到图面的平面度要求,提高了工作效率,节约成本,维修保养方便。
附图说明
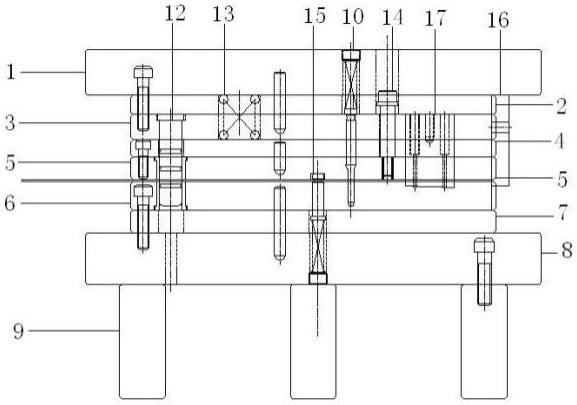
13.图1是本实用新型冲裁力消除内应力模具主视结构图。
14.图2是本实用新型冲裁力消除内应力模具俯视结构图。
15.图3是本实用新型冲裁力消除内应力模具右视结构图。
16.图中:1、上模座,2、上垫板,3、上夹板,4、止挡板,5、卸料板,6、下模板,7、下垫板,8、下模座,9、下垫脚,10、误送检测装置,11、座式导向组件,12、卸料导柱,13、压料弹簧,14、等高套筒,15、导料浮料装置,16、切断冲头,17、内应力消除冲头,18、内部行程限定块,19、外部行程限位块,20、卸料板导正销。
具体实施方式
17.本实用新型的冲裁力消除内应力模具结构如图1-3所示,包括上模座1和下模座8,上模座1下侧安装上垫板2,上垫板2下侧安装上夹板3,上夹板3下侧安装止挡板4,止挡板4下侧安装卸料板5,上模座1、上垫板2、上夹板3、止挡板4和脱料板5通过等高套筒14贯穿连接,上夹板3上安装内应力消除冲头17,上夹板3一端外侧安装尖头的切断冲头16;下模座8上部安装下垫板7,下垫板7上部安装下模板6。上模座1和下模座8边缘处之间安装座式导向组件11。上夹板3、止挡板4和卸料板5之间安装卸料导套,卸料导套内安装卸料导柱12。上垫板2和上夹板3之间安装压料弹簧13。卸料板5、下模板6、下垫板7和下模座8之间安装导料浮料装置15。下模板6上安装内部行程限位块18,所述上模座1下侧安装外部行程限位块19。卸料板5上安装卸料板导正销20。上模座1下侧前部安装误送检测装置10。
18.使用时,将产品放入卸料板5和下模板6之间,然后通过内应力消除冲头17进行冲压,通过压料弹簧13、导料浮料装置15、内部行程限位开关18和外部行程限位开关19等部件的协同作用,实现了产品的冲压,消除了预应力,并且平面度得到保证,冲压之后通过一侧的切料冲头16进行切料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1