一种超声波焊头的加工系统的制作方法
[0001]
本实用新型涉及超声波加工技术领域,具体为一种超声波焊头的加工系统。
背景技术:
[0002]
超声波焊接属于压力焊接,在工业应用领域非常广泛,特别是在金属焊接和塑胶焊接方面,甚至异种材料连接方面都有广泛的应用。而超声波金属焊接中焊头齿纹是非常至关重要的一个参数。
[0003]
现有技术中加工装置的加工方法尺寸精度比较差,且加工工艺复杂,不能加工高精度压头,而且一套加工装置只能加工一类超声波焊头,为加工带来不便。
技术实现要素:
[0004]
本实用新型的目的在于提供一种超声波焊头的加工系统,通过在进行激光加工前经过测高组件测量高度,并采用调节组件调整至加工面后再进行激光加工,适合于不同的焊头的加工,且能够提高加工精度。
[0005]
为实现上述目的,本实用新型实施例提供如下技术方案:一种超声波焊头的加工系统,包括激光器,还包括对所述激光器发射来的光束进行扩束的扩束镜、对所述扩束镜扩束后的光束进行聚焦的聚焦组件、用于对超声波焊头进行测高的测高组件以及根据所述测高组件测量的高度来将所述超声波焊头调整至加工面的调节组件,所述加工面正对所述聚焦组件的出光口。
[0006]
进一步,所述激光器的脉宽小于10ps。
[0007]
进一步,所述聚焦组件包括沿光路方向依次设置的振镜以及场镜,所述振镜接收所述扩束镜传来的扩束后的光束,所述场镜发出的光束射至所述加工面。
[0008]
进一步,所述场镜的焦距在100~250mm之间,且其幅面为110*110mm。
[0009]
进一步,所述场镜的轨迹为线和圆或者线和线的组合形状。
[0010]
进一步,还包括用于检测所述超声波焊头的型号的视觉系统以及根据所述视觉系统检测的型号调取数据库中对应型号的工艺参数并控制所述激光器进行加工的控制器。
[0011]
进一步,还包括为所述超声波焊头表面提供保护气体的保护气装置。
[0012]
进一步,还包括用于吹走所述聚焦组件处的粉尘的气帘装置,所述气帘装置位于所述聚焦组件的一侧。
[0013]
进一步,还包括用于将粉尘抽走的抽尘装置,所述抽尘装置位于所述聚焦组件的另外一侧,且与所述气帘装置正对设置。
[0014]
进一步,所述扩束镜的扩束倍数为4倍。
[0015]
与现有技术相比,本实用新型的有益效果是:一种超声波焊头的加工系统,通过在进行激光加工前经过测高组件测量高度,并采用调节组件调整至加工面后再进行激光加工,适合于不同的焊头的加工,且能够提高加工精度。
附图说明
[0016]
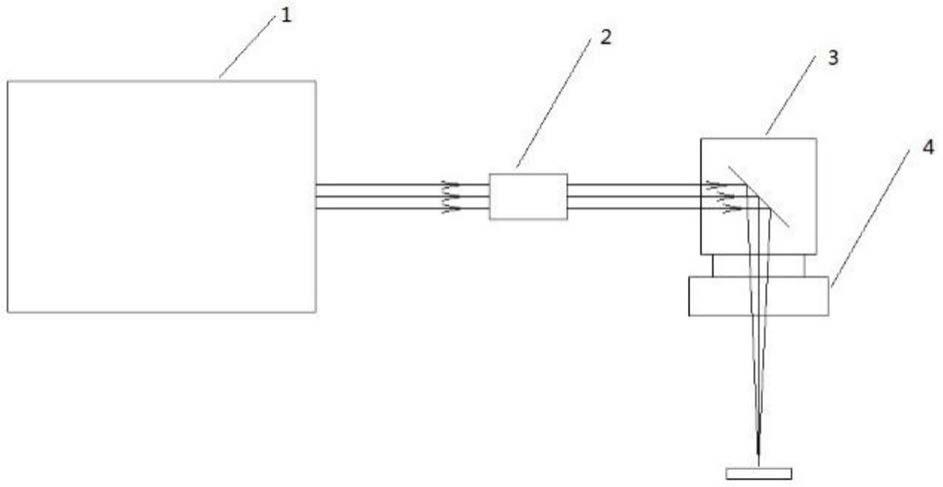
图1为本实用新型实施例提供的一种超声波焊头的加工系统的局部结构示意图;
[0017]
图2为本实用新型实施例提供的一种超声波焊头的加工系统的测高组件、视觉系统的示意图;
[0018]
图3为本实用新型实施例提供的一种超声波焊头的加工系统的气帘装置、保护气装置以及抽尘装置的示意图;
[0019]
图4为本实用新型实施例提供的一种超声波焊头的加工系统的场镜的轨迹的示意图;
[0020]
附图标记中:1-激光器;2-扩束镜;3-振镜;4-场镜;5-测高仪;6-视觉系统;7-气帘装置;8-保护气装置;9-抽尘装置。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
[0022]
请参阅图1和图2,本实用新型实施例提供一种超声波焊头的加工系统,包括激光器1、对所述激光器1发射来的光束进行扩束的扩束镜2、对所述扩束镜2扩束后的光束进行聚焦的聚焦组件、用于对超声波焊头进行测高的测高组件以及根据所述测高组件测量的高度来将所述超声波焊头调整至加工面的调节组件,所述加工面正对所述聚焦组件的出光口。在本实施例中,激光器1的脉宽小于10ps,优选为3ps,可以实现精密的加工,最小可以加工10μm 的齿纹,有效防止齿纹边缘崩边,激光器1出来的高斯光束通过扩束镜2进行四倍扩束,然后再通过聚焦组件形成更小的光斑,这样可以得到更高的功率密度,从而获得更快的效率及更高的稳定性。在加工前,测高组件会对待加工的超声波焊头进行测高,然后将数据发送至调节组件来对超声波焊头的位置进行调整,直至将超声波焊头调整至加工面,以便于精准加工,这就使得本系统具有适合于各种不同规格的超声波焊头加工的能力,其中测高组件优选为采用测高仪5,该测高仪5是本领域常见的测高设备,它能够测得高度然后将高度信息转换为调节组件能够获取的信号,调节组件再根据该信号来调整超声波焊头的高度,至于调节组件,它可以采用现有技术中常见的控制调节设备,当其获取到高度信号后,就进行调节动作,即升高或者降低超声波焊头,使其调整至加工面,升高或降低的方式也是本领域常见的方式,此处就不再详述。
[0023]
以下为具体实施例:
[0024]
优化上述方案,请参阅图1和图4,所述聚焦组件包括沿光路方向依次设置的振镜3以及场镜4,所述振镜3接收所述扩束镜2传来的扩束后的光束,所述场镜4发出的光束射至所述加工面。在本实施例中,振镜3的轨迹为线和圆或线和线的组合,使得本系统的加工更为精密,场镜4的焦距在100~250mm之间,优选为f=160mm,可以使输出激光的功率密度较大,且能覆盖大部分产品尺寸,实际中根据不同的产品大小选择合适的透镜。场镜4 的作用是进行大幅面的扫描,它的幅面为110*110mm。
[0025]
作为本实用新型实施例的优化方案,请参阅图2,还包括用于检测所述超声波焊头
的型号的视觉系统6以及根据所述视觉系统6检测的型号调取数据库中对应型号的工艺参数并控制所述激光器1进行加工的控制器。在本实施例中,在焊接前,通过视觉系统6检测超声波焊头的型号,然后将该型号信息传送至控制器,控制器从数据库中找到对应的型号的工艺参数,然后再根据该参数对激光器1的工作进行控制,例如选择激光频率为500khz,功率为 35w,速度为1000mm/s。在这个过程中,控制器可以是半自动的,即它仅仅只是接收视觉系统6的测量数据,然后由工作人员来根据型号调取相应的工艺参数,也可以是全自动的,即自行搜寻对应的工艺参数,然后再来控制激光器1的工作,这种控制也是本领域常见的控制方式,此处就不再详述。视觉系统6采用摄像机。通过本方案,可以达到无耗材、节约资源、降低加工成本、减少污染的目的。而且全自动加工可以极大地提高工作效率,工人只需上下料,操作简单。而且由于激光不需要反复更换配件及易损件,稳定性好,工艺过程简单,可以大幅提高产品的精度及稳定性。
[0026]
作为本实用新型实施例的优化方案,请参阅图3,本系统还包括为所述超声波焊头表面提供保护气体的保护气装置8。在本实施例中,本系统还设有气体保护装置,该气体保护装置的作用是吹出例如氩气等气体来保护加工时的超声波焊头表面。
[0027]
作为本实用新型实施例的优化方案,请参阅图3,本系统还包括用于吹走所述聚焦组件处的粉尘的气帘装置7,所述气帘装置7位于所述聚焦组件的一侧。在本实施例中,在加工的过程中会有很多粉尘,采用气帘装置7可以在侧边吹走粉尘,防止粉尘损坏场镜4。至于气帘装置7,是现有技术中常见的吹气设备,此处就不再详述其具体的结构和工作原理。
[0028]
进一步优化上述方案,请参阅图3,本系统还包括用于将粉尘抽走的抽尘装置9,所述抽尘装置9位于所述聚焦组件的另外一侧,且与所述气帘装置7 正对设置。在本实施例中,配合上述的气帘装置7,采用抽尘装置9来将粉尘抽走,避免污染环境,时刻保持良好的工况环境。抽尘装置9的抽气方式也是现有技术,此处也不再详述。
[0029]
作为本实用新型实施例的优化方案,本系统还包括夹紧装置,可以夹紧待加工的超声波焊头,使超声波焊头被锁定住,以提高加工精度。
[0030]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1