无排屑槽波纹立铣刀的制作方法
1.本实用新型涉及铣刀领域,具体涉及无排屑槽波纹立铣刀。
背景技术:
2.传统波纹铣削刀具,都是有排屑槽的,其缺点是:排屑槽越深,芯部直径就越小,刀具的刚性就越差,刀具寿命也就越低,在增加刃数的同时,芯部直径也随之消减,刀具刚性寿命更是越低。对于大批量铣削加工生产,存有很多不便。
技术实现要素:
3.为解决现有技术的不足,本实用新型的目的在于提供一种无排屑槽波纹立铣刀。
4.为了实现上述目标,本实用新型采用如下的技术方案:
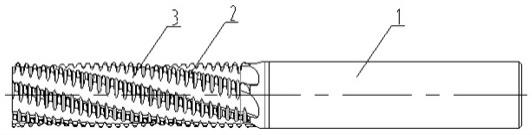
5.无排屑槽波纹立铣刀,包括本体,其特征在于,所述本体包括柄部和刃部,所述刃部外侧设置有若干切削刃组,所述切削刃组设置为5-6个,所述切削刃组螺旋设置于刃部外部,所述切削刃组包括若干切削刃,所述切削刃由上至下依次设置。
6.优选地,前述切削刃设置为浅j型结构,对刃部芯部直径最深处的切削也仅为单边0.3mm,使得刀具刚性寿命继续得以保证不受影响。
7.再优选地,前述刃部直径与切削刃刃尖到刃部表面的距离比为20:1。
8.本实用新型的有益之处在于:本实用新型通过对切削刃的改进,保证刀具切削过程中的高刚性、高寿命;可以实现内侧、外侧、底面同时铣削,降低刀具成本;刀具寿命得以大大提升,减少换刀时间,提升生产效率,并且可修磨再次使用,降低生产成本。
附图说明
9.图1是本实用新型的结构示意图;
10.图2是本实用新型的侧视图。
11.图中附图标记的含义:1、柄部;2、刃部;3、切削刃组,5、切削刃。
具体实施方式
12.以下结合附图和具体实施例对本实用新型作具体的介绍。
13.无排屑槽波纹立铣刀,包括本体,其特征在于,所述本体包括柄部和刃部,所述刃部外侧设置有若干切削刃组,所述切削刃组设置为5-6个,所述切削刃组螺旋设置于刃部外部,所述切削刃组包括若干切削刃,所述切削刃由上至下依次设置。
14.切削刃设置为浅j型结构,对刃部芯部直径最深处的切削也仅为单边 0.3mm,使得刀具刚性寿命继续得以保证不受影响。
15.刃部直径与切削刃刃尖到刃部表面的距离比为20:1。
16.实施例一:铣加工产品-制冷压缩机动,静盘。
17.材质-灰口鋳件(fc-250);
18.铣刀刃径:11.7mm;
19.粗铣加工:内侧,外侧,底面同时铣削,单辺切削2mm;
20.-次性切削深度47mm;
21.粗铣加工件敉:1400件/支,寿命比原刀具提升55%;
22.加工时间:160s(3733
×
60/1400);
23.刀具寿命:3733分/支;
24.切削长度:644米/支;
25.芯径:槽深度:20:1;
26.原刀具寿命
27.涡旋槽铣削加工刀具:专利号zl 201320713975.x
28.加工件数:900件/支。
29.本实用新型的有益之处在于:本实用新型通过对切削刃的改进,保证刀具切削过程中的高刚性、高寿命;可以实现内侧、外侧、底面同时铣削,降低刀具成本;刀具寿命得以大大提升,减少换刀时间,提升生产效率,并且可修磨再次使用,降低生产成本。
30.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,上述实施例不以任何形式限制本实用新型,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1