用于金属制造应用的多模激光器装置的制作方法
用于金属制造应用的多模激光器装置
1.发明背景
发明领域
2.本发明总体涉及使用基于激光的增材制造(am)、激光熔覆、激光焊接、激光切割、激光纹理化和激光抛光方法的基于激光的制造领域。激光am、激光熔覆和激光焊接(非自生模式)工艺采用直接金属沉积(dmd)过程,该过程利用分布式激光光源将多个激光束聚焦到工作表面上,在该工作表面上,激光焦点与金属馈送材料(丝线和/或粉末)相交,以在计算机控制下在基材上形成金属分层构造。激光焊接(自生模式)、激光切割、激光纹理化和激光抛光工艺利用分布式激光光源将多个激光束聚焦到工作表面上,在该工作表面上激光焦点与金属基材相交,以使得能够在计算机控制下对工作表面进行焊接(自生)、切割、纹理化或抛光。
背景技术:
3.breinan和kear于1978年首次报道了使用逐层激光能量源沉积法加工三维金属部件。在1982年,授予brown等人美国专利4,323,756,该专利描述了一种用于生产批量、快速固化的金属颗粒的方法,该方法特别应用于包括盘和刀缘空气密封件的某些燃气涡轮发动机部件的加工中。这种三维激光辅助金属沉积工艺包括称为直接金属沉积(dmd)的增材制造(am)领域。
4.近来,世界各地的各种团体一直在致力于研究用于加工金属部件的不同类型的分层制造技术。
5.最近的创新包括将激光器与多轴计算机数字控制(cnc)机器集成,其使用激光器通过dmd喷嘴将光束聚焦在金属馈送材料上,以加工三维部件。计算机辅助设计(cad)和计算机辅助制造(cam)软件与dmd工艺集成以驱动喷嘴来加工精确的三维部件渲染。先前的方法利用喷嘴,其中激光束通过喷嘴的中心进入,金属馈送材料经由同轴或侧向馈送机构通过喷嘴引入。美国专利7,765,022在2010年介绍了利用这种构型的方法,其使用二极管激光源。二极管激光源的使用通过改善对功率调整的响应时间以精确控制dmd工艺而提供了优点。在美国专利7,765,022中,中央二极管激光器系统与光学监视器和侧面安装的粉末/丝线/带材递送系统相结合。在该方法中,使用丝线馈送材料或粉末馈送材料,但没有提供在同一dmd装置内使用丝线馈送材料或粉末馈送材料的能力。除了参考交叉引用的相关申请之外,还没有提出将促进丝线或粉末馈送材料通过同一dmd装置中的中心轴线与使用离轴二极管激光光纤或二极管泵浦固态激光光纤的阵列相结合来熔化馈送材料。
6.专利cn109338359a描述了一种高速激光熔覆头,该高速激光熔覆头用于将多个金属粉末流与高速激光涂布头所涉及的多个激光束精确匹配,该高速激光熔覆头将多个金属粉末流和多个激光束匹配,使得金属粉末在头部中的使用速率尽可能高且没有堵塞。涂布头包括柱状固定座、过渡连接套筒和粉末馈送头。
7.该装置具有一系列局限,这些局限包括:
8.·
其包括外部激光器,其中能量通过光纤传输到头部,从而导致能量损失并且有可能因为热、机械相互作用和操作期间激光辐射的反射而造成光纤断裂和光纤连接器损坏。
9.·
所描述的系统仅适用于粉末熔覆操作,不适用于增材制造、丝线或粉末熔覆、激光焊接、激光切割、激光纹理化和激光抛光。
10.·
所描述的系统仅适用于粉末熔覆操作,不适用于增材制造、丝线或粉末熔覆、激光焊接、激光切割、激光纹理化和激光抛光。
11.·
该系统没有解决激光反射保护的问题。这可通过缩短系统的最后寿命(last life)而导致激光产生的对部件的破坏。
12.·
该发明中涉及的激光器的数目是2个或3个激光器。
13.·
该系统仅能处理粉末。
14.·
该系统没有描述作为该方法的关键方面的惰性气体分布。
15.·
该系统仅适用于多光束粉末喷嘴。
16.·
系统不处理头部连接。
17.这些局限同样存在于文献wo 2011082582a1、cn 107083550a、cn 108637251a和us 2017050268a1。
技术实现要素:
18.公开了一种用于紧凑型多激光器头中的金属制造应用的多模激光器装置,该多模激光器装置提供了通过单个装置递送激光功率、丝线和粉末沉积、在线工艺控制、丝线馈送驱动/精度控制和屏蔽气体的独特方法。该多模激光器装置为各种基于激光的金属制造应用提供了紧凑的解决方案,从而便于其在多个金属印刷平台中的实施,包括在3d金属印刷机、cnc机器、激光单元、激光安全壳体以及机器人和机架系统中的使用。其他实施方案不包含宽范围多模(例如,通常是单应用模式或双应用模式,诸如am/激光熔覆),并且使用通过沉积头的中心进入的激光,其中材料(丝线或粉末)同轴地进入或从侧面进入。
19.由于其紧凑的尺寸和其在露天或惰性气氛环境中操作的能力,多模激光器装置可以在宽范围的系统中操作。
20.在am、激光熔覆和激光焊接(非自生模式)实施方案中,沉积材料通过头部的中心轴线进入,其中来自多个激光器的激光能量成角度以在精确焦点处与材料馈送和工件重合。多个光纤耦合二极管激光器或光纤耦合二极管泵浦固态激光器(dpssl)提供高效的激光功率。每个激光器可在计算机控制下独立地寻址,从而提供单独地调整每个激光器的功率的能力,从而允许熔池的成形。该设计的特点是通过同轴布置在单独的通道中的丝线和粉末馈送材料,并且对材料馈送进行精确监测和调整。该设计包括提供冷却剂、屏蔽气体、粉末流和丝线馈送的多个内部通道。通过可调整配置递送屏蔽气体以保护光学部件以及覆盖构建表面。工艺反馈控制提供工艺参数的连续调整以优化沉积。紧凑的导管包封包括冷却剂、馈送材料和屏蔽气体的供应管线。
21.该单个装置包括馈送沉积头、多个离轴激光束、在线工艺控制系统、至少一个离轴或同轴粉末馈送材料喷嘴、丝线馈送驱动器和能够将丝线馈送材料用作测距探头的精度控制件,以及屏蔽气体保护件。
附图说明
22.图1示出了用于金属制造应用的多模激光器装置的实施方案的侧视图,该多模激光器装置的特征在于其提供电源和激光连接。
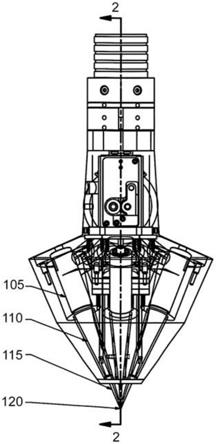
23.图2示出了用于金属制造应用的多模激光器装置的实施方案的侧剖视图,该多模激光器装置的特征在于其电源和激光连接。
24.图3a和图3b示出了用于金属制造应用的多模激光器装置的实施方案的透视图和展开图,其示出了从多个激光源发出的多模激光器装置的多个激光束,所述多个激光源包括但不限于外部光纤耦合二极管激光器或外部光纤耦合二极管泵浦固态激光器(dpssl),或内部光纤耦合或无光纤固态二极管激光器或固态激光器。所述多个激光器被配置为可插入激光器组件,该可插入激光器组件是精度可调整的并且能够利用锁定机构固定,以将高效功率递送到包括激光制造工艺的能量源的精确定向的焦点。
25.图4a和图4b示出了用于金属制造应用的多模激光器装置的实施方案的外部光纤耦合的可插入激光器组件的透视图和剖视图,示出了激光光纤、激光光纤耦合件、准直和聚焦光学器件、屏蔽气体保护件和冷却系统的布置。
26.图5a和图5b示出了用于金属制造应用的多模激光器装置的实施方案的内部光纤耦合或无光纤可插入激光器组件的透视图和剖视图,示出了内部固态二极管激光器、准直和聚焦光学器件、屏蔽气体保护件、背反射保护件、集成瞄准光束和冷却系统的布置。
27.图6示出了用于金属制造应用的多模激光器装置的实施方案的透视图,该多模激光器装置的特征在于其集成丝线馈送(牵拉)系统。
28.图7示出了用于金属制造应用的多模激光器装置的实施方案的仰视图,该多模激光器装置的特征在于装置的下侧,示出了具有丝线馈送材料孔口的其中心沉积喷嘴、粉末馈送材料喷嘴、粉末馈送材料喷嘴孔口、工艺气体孔口和激光束。
29.图8示出了用于金属制造应用的多模激光器装置的实施方案的底视图,该多模激光器装置的特征在于用于同轴地递送粉末的两种方法,作为圆锥形喷嘴供应分布或多个独立的离轴粉末喷嘴提供单独的准直粉末射流,该准直粉末射流周向地围绕丝线馈送通道定位。
30.图9a和图9b示出了用于金属制造应用的多模激光器装置的实施方案的透视图和剖视图,该多模激光器装置的特征在于其通往工艺工作表面的工艺气体分布和供应通道,以及可拆卸的屏蔽气体扩散器。
31.图10a、图10b和图10c示出了用于金属制造应用的多模激光器装置的实施方案的透视图、剖视图和展开图,该多模激光器装置的特征在于其头部供应颈部联接件,该头部供应颈部联接件便于激光器装置与包含在供应导管中的进入供应管线的快速分离和快速重连。除了用于外部光纤耦合二极管激光器或外部光纤耦合dpssl的激光光纤的布线/管理之外,供应管线还包括电气、水冷却、工艺气体、丝线材料引导通道和粉末馈送连接件。
32.图11示出了用于金属制造应用的多模激光器装置的实施方案的透视图和剖视图,该多模激光器装置的特征在于丝线材料位置传感器,以用于在丝线馈送材料回缩到喷嘴中时自动检测丝线馈送材料的末端,从而允许通过使用丝线馈送材料作为测距探头来自动精确控制喷嘴到工作表面的距离。
33.图12a、图12b、图12c和图12d示出了(独立地或同时地)使用金属丝线和金属粉末
通过具有多个离轴激光束的单个装置进行am、激光熔覆或激光焊接(非自生模式)的方法。
34.图13a、图13b、图13c和图13d示出了通过具有多个离轴激光束的单个装置进行激光焊接(自生模式)、激光切割、激光纹理化和激光抛光的方法。
具体实施方式
35.图1示出了用于金属制造应用的多模激光器装置的实施方案的侧视图,该多模激光器装置的特征在于其电源和激光连接件。图1中示出了离轴激光光源(105),包括但不限于外部光纤耦合二极管激光器、外部光纤耦合二极管泵浦固态激光器(dpssl)或内部光纤耦合或无光纤固态二极管激光器、离轴激光束孔(110)、离轴激光束(115)、丝线馈送材料(125),以及丝线、粉末和激光束的焦点(120)。
36.如图1所示,丝线馈送材料(125)通过在丝线、粉末和激光束的焦点(120)处与多个离轴激光光纤源组合而用于金属沉积。在一些实施方案中,丝线馈送供应通道能够通过沉积头供应屏蔽气体。在图1中未示出的是金属粉末的可能的并发或同时供应和馈送。沉积原料作为朝向丝线、粉末和激光束的焦点(120)的材料馈送而出现。
37.图2示出了用于金属制造应用的多模激光器装置的实施方案的侧剖视图,该多模激光器装置的特征在于其电源和激光连接件。除了剖视图之外,图2示出了图1的附加特征。图2中示出了中心轴线丝线材料引导通道(135)和中心沉积喷嘴(130)。
38.图3a和图3b示出了用于金属制造应用的多模激光器装置的实施方案的透视图和展开图,其示出了从多个激光光源(105)发出的多模激光器装置的多个激光束(115),所述多个激光光源包括但不限于外部光纤耦合二极管激光器或外部光纤耦合二极管泵浦固态激光器(dpssl),或内部光纤耦合或无光纤固态二极管激光器。
39.所述多个激光器被配置为可插入激光器组件(140),该可插入激光器组件是精度可调整的并且能够利用锁定机构(140)固定,以将高效功率递送到包括激光制造工艺的能量源的精确定向的焦点(120)。图3a和图3b还示出了多模激光器装置(145)和中心沉积喷嘴(130)的安装结构。
40.从多个激光光源(105)发出的多个离轴激光束(115)向精确定向的焦点(120)提供激光能量,所述多个激光光源包括但不限于外部光纤耦合二极管激光器或外部光纤耦合二极管泵浦固态激光器(dpssl)或内部光纤耦合或无光纤固态二极管激光器,该精确定向的焦点包括激光制造工艺的能量源,所述激光制造工艺如图12中(独立地或同时地)使用金属丝线和金属粉末利用多个离轴激光束进行am、激光熔覆或激光焊接(非自生模式),以及图13中利用多个离轴激光束进行激光焊接(自生模式)、激光切割、激光纹理化和激光抛光。
41.多个离轴激光光源(105)将激光束(115)递送到激光制造工艺的焦点(120)。精度可调整以及能够通过锁定机构(140)固定的可插入激光器组件的设计允许精确对准离轴激光光源(105),以确保激光束(115)会聚到激光制造工艺的焦点(120)。
42.在一些实施方案中,多模激光器装置的设计允许激光束(115)相对于竖直方向的倾斜的角度变化,以便于在激光束的焦点(120)处产生的熔化区的能量效率的工艺优化,以及对其他考虑因素进行优化,诸如使可能损坏激光光源(105)的镜面反射(背反射或反射到另一激光透镜/光纤组件中)的可能性最小化。在一些实施方案中,多个离轴激光束(115)相对于竖直方向倾斜1度到30度。在一些实施方案中,多个离轴激光束(115)相对于竖直方向
倾斜30度到60度。
43.多模激光器装置(145)的安装结构使得能够将激光器装置固定在印刷壳体、机器人系统、机架系统或计算机数字控制系统或另一机器内。
44.图4a和图4b示出了用于金属制造应用的多模激光器装置的实施方案的外部光纤耦合的可插入激光器组件的透视图和剖视图,示出了激光光纤(150)、激光光纤耦合件(155)、准直和聚焦光学器件(160)、激光束孔(110)、屏蔽气体保护件(170)和冷却系统(165)的布置。每个激光束孔(110)包封其相应的激光束(115),并且在其出口点处设计有精确制造的孔,以使可能损坏激光光源(105)的镜面反射(背反射或反射到另一激光透镜/光纤组件中)的可能性最小化。通过屏蔽气体保护通道(170)递送保护性屏蔽气体,以降低微粒、灰尘或烟雾进入激光束孔(110)并导致准直和聚焦光学器件(160)损坏的可能性。通过屏蔽气体保护通道(170)递送的保护性屏蔽气体还便于将惰性气体递送到激光制造工艺的焦点(120),这对于am、激光熔覆、激光焊接、激光切割、激光纹理化和激光抛光工艺是期望的,以减少热影响区中的氧化。
45.多模激光器装置的主体为可插入激光器组件提供结构和支撑。激光光源(105)的离轴配置允许在多模激光器装置中结合单个或多个激光束(115)。在基本配置中,采用三个离轴激光光源(105),在每个激光光源(105)之间具有120度旋转对称,尽管其他离轴配置是可行的并且可以在一些实施方案中使用。该设计得益于离轴激光器架构,因为其允许通过周向地结合附加的激光光源(105)以及通过允许轴上粉末和丝线材料馈送来缩放激光功率,如针对图7和图8所示出和讨论的。
46.一些配置可以使用不同波长和功率的激光器。在一些实施方案中,多个激光光源(105)发射波长在约700nm和1mm之间的红外光谱光的激光。在一些实施方案中,多个激光光源发射波长在约400nm和700nm之间的可见光谱光的激光。在一些实施方案中,多个激光光源发射波长在约180nm和400nm之间的紫外光谱光的激光。可以使用适合于在激光制造工艺中使用的馈送材料的其他波长。
47.图5a和图5b示出了用于金属制造应用的多模激光器装置的实施方案的内部光纤耦合或无光纤可插入激光器组件的透视图和剖视图,示出了内部固态二极管激光器(175)、准直和聚焦光学器件(160)、屏蔽气体保护件(170)、背反射保护件(185)、集成瞄准光束(180)和冷却系统(165)的布置。在其他实施方案中,根据与激光制造应用相关联的约束,准直和聚焦光学器件(160)、背反射保护件(185)和集成瞄准光束(180)的实际布置可以变化,该激光制造应用可能需要额外的激光功率,通过光传感器实现额外的保护特征(185),该光传感器被定位成接收和检测背反射以及允许相应激光器组件的快速瞬时去激活。
48.图5a和图5b中所示的设计是灵活的,以允许在每个内部光纤耦合或无光纤可插入激光器组件中结合单个或多个内部固态二极管激光器(175),这允许通过在每个激光器组件中结合附加的固态二极管激光器(175)来增加递送到工艺的最大激光功率。对于特征在于多于单个内部固态二极管激光器(175)的更高功率配置的实施方案,可以调整准直和聚焦光学器件(160)、背反射保护件(185)和集成瞄准光束(180)的布置,然而,基本架构和概念保持与图5所示的相同。多模激光器装置的主体为可插入激光器组件提供结构和支撑。激光光源(105)的离轴配置允许在多模激光器装置中结合单个或多个激光束(115)。在基本配置中,采用三个离轴激光光源(105),在每个激光光源(105)之间具有120度旋转对称,尽管
其他离轴配置是可行的并且可以在一些实施方案中使用。该设计得益于离轴激光器架构,因为其允许通过周向地结合附加的激光光源(105)以及通过允许轴上粉末和丝线材料馈送来缩放激光功率,如针对图7和图8所示出和讨论的。
49.一些配置可以使用不同波长和功率的激光器。在一些实施方案中,多个激光光源(105)发射波长在约700nm和1mm之间的红外光谱光的激光。在一些实施方案中,多个激光光源发射波长在约400nm和700nm之间的可见光谱光的激光。在一些实施方案中,多个激光光源发射波长在约180nm和400nm之间的紫外光谱光的激光。可以使用适合于在激光制造工艺中使用的馈送材料的其他波长。
50.图6示出了用于金属制造应用的多模激光器装置的实施方案的透视图,该多模激光器装置的特征在于其集成丝线馈送(牵拉)系统(190)。图6中还示出了相关联的丝线引导通道(135)。在一些实施方案中,集成丝线馈送(牵拉)系统(190)容纳在激光器装置(145,图3a)的安装结构内。在其他实施方案中,集成丝线馈送(牵拉)系统190位于激光器装置(145,图3a)的安装结构外部。
51.具有自动进给压力控制的集成丝线牵拉系统(190)用作控制机构,以用于从位于邻接设备内的丝线供应卷轴牵拉沉积丝线,以及将沉积丝线递送到中心沉积喷嘴(130,图3a),在该中心沉积喷嘴处,该沉积丝线通过与激光束的焦点(120)相交而用于am、激光熔覆或激光焊接(非自生模式)的激光制造工艺。通过自动测量丝线牵拉系统(190)马达的扭矩以及调整马达电流来调整丝线馈送速率并保持稳态丝线馈送压力,从而调节丝线的馈送压力。在其他实施方案中,在软件中使用丝线的馈送压力自动调制激光束(120)的功率水平,以提供金属沉积工艺的最佳控制。在其他实施方案中,独立地或同时地调整丝线馈送速率和激光束(120)的功率水平。
52.图7示出了用于金属制造应用的多模激光器装置的实施方案的仰视图,该多模激光器装置的特征在于装置的下侧,示出了用于供应丝线馈送材料(195)的其中心沉积喷嘴(130)、用于供应粉末馈送材料(205)的粉末馈送材料喷嘴(200)、工艺气体孔口(210)和激光束(115)。
53.在图7中未示出的是任选的喷嘴罩(220,图9),对于多模激光器装置的一些实施方案,该喷嘴罩可以如图9所示安装。喷嘴罩(220,图9)可以在某些激光制造应用中提供工艺气体和屏蔽气体的分布的改进。
54.图8示出了用于金属制造应用的多模激光器装置的实施方案的底视图,该多模激光器装置的特征在于用于同轴地递送粉末的两种方法。第一方法包括同轴的圆锥形粉末馈送材料喷嘴(215),该圆锥形粉末馈送材料喷嘴包封中心沉积喷嘴(130)和丝线材料引导通道(135),并且与工作表面处的丝线、粉末和激光束的焦点(120,图1)同轴地提供粉末的圆锥形分布。第二方法包括多个独立的离轴粉末馈送材料喷嘴(200),这些离轴粉末馈送材料喷嘴围绕中心沉积喷嘴(130)周向地定位,从而向工作表面处的丝线、粉末和激光束的焦点(120,图1)提供单独的准直粉末射流。
55.图9a和图9b示出了用于金属制造应用的多模激光器装置的实施方案的透视图和剖视图,该多模激光器装置的特征在于其通往工艺工作表面的工艺气体分布和供应通道(210),以及可拆卸的喷嘴罩(220)。可拆卸和任选的喷嘴罩(220)可以在某些激光制造应用中提供工艺气体和屏蔽气体分布的改进。工艺气体通道(210)提供将惰性气体例如氩气供
应到工作表面处的丝线、粉末和激光束的焦点(120,图1)的能力。
56.图10a、图10b和图10c示出了用于金属制造应用的多模激光器装置的实施方案的透视图、剖视图和展开图,该多模激光器装置的特征在于其头部供应颈部联接件(225),该头部供应颈部联接件便于激光器装置与包含在供应导管(230)中的进入供应管线的快速分离和快速重连。除了用于外部光纤耦合二极管激光器或外部光纤耦合dpssl的激光光纤(150)的布线/管理(235)之外,供应管线还包括电气(245)、水冷却(165)、工艺气体(210)、丝线材料引导通道(135)和粉末馈送通道(205)快速分离/重连连接件。水冷却管线配件(165)提供冷却水的入口和出口,以将多模激光器装置保持在工作温度。冷却剂可以是液体流体,诸如水。
57.图10b还示出了丝线材料引导通道(135)的锥形特征部,该锥形特征部有助于将丝线材料从供应导管(230)引导通过供应颈部联接件(225)并引导到多模激光器装置的丝线材料引导通道(135)中。
58.在一些实施方案中,当在工艺中使用多于一根的金属丝线时,这些锥形特征部还便于丝线的通过和互换。
59.图11a和图11b示出了用于金属制造应用的多模激光器装置的实施方案的透视图和剖视图,该多模激光器装置特征在于丝线材料位置传感器(240),以用于在丝线馈送材料(195)通过中心沉积喷嘴(130)回缩并进入丝线材料引导通道(135)中时自动检测丝线馈送材料的末端。丝线材料位置传感器使用光电传感器、电容传感器或霍尔效应电传感器,通过使用丝线馈送材料(195)作为测距探头来自动控制多模激光器装置中心沉积喷嘴(130)末端到工作表面的精确距离。这是通过在丝线馈送材料(195)通过丝线材料引导通道(135)向上回缩时检测丝线馈送材料的末端的确切位置,然后在软件中使用该信息,结合集成丝线牵拉系统(190,图6)自动馈送压力控制来精确地将丝线插入到距激光制造工艺的焦点(120,图3a)的确切距离处来实现的。
60.图12a、图12b、图12c和图12d示出了独立地或同时地使用金属丝线(195)和金属粉末(205)通过具有多个离轴激光束(115)的单个装置进行am、激光熔覆或激光焊接(非自生模式)的方法。在该实施方案中,金属粉末馈送可以经由同轴粉末馈送材料喷嘴(215,图8)或通过多个独立的离轴粉末馈送材料喷嘴(200,图8)供应,该同轴粉末馈送材料喷嘴包封中心沉积喷嘴(130,图8)和丝线材料引导通道(135,图8),所述多个独立的离轴粉末馈送材料喷嘴围绕中心沉积喷嘴(130,图8)周向地定位,从而向工作表面处的丝线、粉末和激光束的焦点(120,图1)提供单独的准直粉末射流。
61.在步骤305,利用金属丝线材料(195)、位于丝线材料引导通道(135,图11)中的丝线材料位置传感器(240,图11)和集成丝线牵拉系统(190,图6)自动馈送压力控制精确地测量多模激光器装置的工作距离,以及根据需要利用软件和安装多模激光器装置的3d金属印刷机、cnc机器、激光单元、激光安全壳体或机器人或机架系统的运动学自动调整多模激光器装置的位置,从而将多模激光器装置手动定位在正确的工作距离or。
62.在步骤310,激活通过中心沉积喷嘴(130)的金属丝线(195)的供应和/或通过同轴圆锥形粉末馈送材料喷嘴(215)或围绕中心沉积喷嘴(130)周向地定位的多个粉末馈送材料喷嘴(200)的金属粉末(205)的供应。
63.在步骤315,激活多个离轴激光光源(105)以产生激光束(115)并引导激光束通过
激光束孔(110),以使得能够熔化在工作表面处的丝线、粉末和激光束的焦点(120)处的丝线馈送材料(195)和/或粉末馈送材料(205)。
64.在步骤320,经由金属粉末孔口(210)和/或屏蔽气体保护通道(170)和/或同轴粉末馈送材料喷嘴(215)同时递送屏蔽气体。
65.在步骤325,通过使丝线馈送材料(195)和/或粉末馈送材料(205)熔化并与金属基材(工作表面)熔合来产生顺序分层的3维金属构造。
66.在步骤330,利用集成丝线牵拉系统(190,图6)自动丝线馈送压力控制来精确地控制丝线材料(195)馈送速率和/或调制激光束(120)的功率水平以控制金属沉积工艺。
67.在步骤335,利用金属丝线材料(195)、丝线材料位置传感器(240,图11)和集成丝线牵拉系统(190,图6)自动馈送压力控制来周期性地测量所加工的金属构造的构建高度,以及自动调整工作距离以确保丝线、粉末和激光束的焦点(120)总是在工作表面处被校正对准。
68.图13a、图13b、图13c和图13d示出了通过具有多个离轴激光束(115)的单个装置进行激光焊接(自生模式)、激光切割、激光纹理化和激光抛光的方法。在该实施方案中,金属粉末和金属丝线原料不被该工艺使用,并且仅采用激光束(115)。然而,金属粉末馈送通道(同轴喷嘴(215,图8)和/或多个独立的离轴粉末馈送材料喷嘴(200,图8))可用于供应屏蔽气体以保护构建表面免受氧化影响。另外,可以存在金属丝线材料(195),并且将其用于充当如步骤405中所述的测距探头的目的。
69.在步骤405,利用金属丝线材料(195)、位于丝线材料引导通道(135,图11)中的丝线材料位置传感器(240,图11)和集成丝线牵拉系统(190,图6)自动馈送压力控制精确地测量多模激光器装置的工作距离,以及根据需要利用软件和安装多模激光器装置的3d金属印刷机、cnc机器、激光单元、激光安全壳体或机器人或机架系统的运动学自动调整多模激光器装置的位置,从而将多模激光器装置手动定位在正确的工作距离or。
70.在步骤410,激活多个离轴激光光源(105)以产生激光束(115)并引导激光束通过激光束孔(110),以使得能够进行激光焊接(自生模式)、激光切割、激光纹理化和激光抛光。
71.在步骤415,经由金属粉末孔口(210)和/或屏蔽气体保护通道(170)和/或同轴粉末馈送材料喷嘴(215)同时递送屏蔽气体。
72.在步骤420,执行激光焊接(自生模式)、激光切割、激光纹理化和激光抛光。
73.这些描述和附图是本公开的实施例和教导。所有的变化都在本公开的精神和范围内。不应将本公开视为将权利要求书仅限制于所示出或讨论的实施方案。
74.在不脱离本发明的精神和范围的情况下,可以对主题进行某些改变。在本发明的范围内可以进行改变。任何权利要求中所述的每个结构或元件也指所有等同的结构或元件。所附权利要求旨在以其可使用的任何形式尽可能广泛地覆盖本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1