金属板加工系统、激光加工机、金属板加工方法以及基于激光加工的加工区域设定程序与流程
1.本发明涉及金属板加工系统、激光加工机、金属板加工方法以及基于激光加工的加工区域设定程序。
背景技术:
2.专利文献1公开了一种切断装置,通过相机拍摄金属板的可切断区域,从拍摄图像识别配置在该可切断区域的金属板的形状和尺寸,并分配应当从金属板切断的图形。
3.专利文献1:日本专利公开公报特开2011-5502号
技术实现要素:
4.本技术公开的技术课题在于,提供一种金属板加工系统、激光加工机、金属板加工方法以及基于激光加工的加工区域设定程序,即使通过相机拍摄支承金属板的支承部件,也能够从拍摄图像识别金属板的形状和尺寸。
5.本公开的第1方式的金属板加工系统,具备:激光加工机,用于加工激光加工区域内的金属板;相机,拍摄激光加工区域;照明,照射金属板;以及处理器,对由相机拍摄得到的图像进行处理。激光加工机具备板状的金属板支承部件,该板状的金属板支承部件具有在激光加工区域内在第一方向上排列设置的多个突起。金属板配置在多个突起上。相机配置成,使得从激光加工机的高度方向观察,相机的光轴朝向与第一方向实质上平行的方向。处理器将图像中的明区域检测为金属板的可加工区域。
6.本公开的第2方式的激光加工机,具备:激光头,用于加工激光加工区域内的金属板;板状的金属板支承部件,具有在激光加工区域内在第一方向上排列设置的多个突起;相机,拍摄激光加工区域;照明,照射金属板;以及处理器,对由相机拍摄得到的图像进行处理。金属板配置在多个突起上。相机配置成,使得从激光加工机的高度方向观察,相机的光轴朝向与第一方向实质上平行的方向。处理器执行将图像中的明区域检测为金属板的可加工区域的处理。
7.本公开的第3方式的金属板加工方法,包括:将具有在激光加工区域内在第一方向上排列设置的多个突起的板状的金属板支承部件安装于激光加工机;将拍摄激光加工区域的相机配置成,使得从激光加工机的高度方向观察,光轴朝向与第一方向实质上平行的方向,将金属板配置在激光加工区域内的多个突起上,通过照明照射金属板,取得由相机拍摄得到的图像,将图像中的明区域检测为金属板的可加工区域。
8.本公开的第4方式的基于激光加工的加工区域设定程序,使计算机执行如下处理:取得由配置成使得从激光加工机的高度方向观察、光轴朝向与安装于激光加工机的金属板支承部件所具有的多个突起排列的第一方向实质上平行的方向的相机拍摄、配置在多个突起上并由照明照射的金属板的图像;将图像中的明区域检测为金属板的可加工区域。
9.根据本公开的第5方式,第1方式的金属板加工系统构成为,在图像中金属板的表
面的区域高光泛白。根据本公开的第6方式,第2方式的激光加工机构成为,在图像中金属板的表面的区域高光泛白。根据本公开的第7方式,在第3方式的金属板加工方法中,在图像中金属板的表面的区域高光泛白。根据本公开的第8方式,在第4方式的加工区域设定程序中,在图像中金属板的表面的区域高光泛白。
10.根据本公开的第9方式,第1方式或第5方式的金属板加工系统构成为,通过将图像二值化来检测明区域。根据本公开的第10方式,第2方式或第6方式的激光加工机,通过将图像二值化来检测明区域。根据本公开的第11方式,在第3方式或第7方式的金属板加工方法中,通过将图像二值化来检测明区域。根据本公开的第12方式,在第4方式或第8方式的加工区域设定程序中,通过将图像二值化来检测明区域。
11.根据本公开的第13方式,第1、5、9方式的任一个的金属板加工系统构成为,与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度比金属板支承部件的第一方向的长度和金属板支承部件的高度方向的长度短。根据本公开的第14方式,第2、6、10方式的任一个的激光加工机构成为,与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度比金属板支承部件的第一方向的长度和金属板支承部件的高度方向的长度短。根据本公开的第15方式,第3、7、11方式的任一个的金属板加工方法的特征在于,与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度比金属板支承部件的第一方向的长度和金属板支承部件的高度方向的长度短。根据本公开的第16方式,第4、8、12方式的任一个的加工区域设定程序的特征在于,与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度比金属板支承部件的第一方向的长度和金属板支承部件的高度方向的长度短。
12.根据本公开的第17方式,第13方式的金属板加工系统构成为,激光加工机还具备具有与金属板支承部件实质上相同的形状的至少一个附加金属板支承部件,金属板支承部件和至少一个附加金属板支承部件在第二方向上排列配置。根据本公开的第18方式,第14方式激光加工机构成为,还具备具有与金属板支承部件实质上相同的形状的至少一个附加金属板支承部件,金属板支承部件和至少一个附加金属板支承部件在第二方向上排列配置。根据本公开的第19方式,第15方式的金属板加工方法还包括将激光加工机中的、具有与金属板支承部件实质上相同的形状的至少一个附加金属板支承部件安装成使得金属板支承部件和至少一个附加金属板支承部件在第二方向上排列配置。根据本公开的第20方式,第16方式的加工区域设定程序的特征在于,激光加工机还包括至少一个附加金属板支承部件,所述至少一个附加金属板支承部件具有与金属板支承部件实质上相同的形状,在第二方向上相对于金属板支承部件排列配置。
13.根据本公开的第21方式,第17方式的金属板加工系统,金属板支承部件和至少一个附加金属板支承部件中的最接近的两个部件之间的第二方向的距离比该宽度的20倍长。根据本公开的第22方式,第18方式的激光加工机构成为,金属板支承部件和至少一个附加金属板支承部件中的最接近的两个部件之间的第二方向的距离比该宽度的20倍长。根据本公开的第23方式,第19方式的金属板加工方法的特征在于,金属板支承部件和至少一个附加金属板支承部件中的最接近的两个部件之间的第二方向的距离比该宽度的20倍长。根据本公开的第24方式,第20方式的加工区域设定程序的特征在于,金属板支承部件和至少一个附加金属板支承部件中的最接近的两个部件之间的第二方向的距离比该宽度的20倍长。
14.根据本公开的第25方式,第1、5、9、13、17、21方式的任一个的金属板加工系统还具
备覆盖激光加工机、相机和照明的外装面板。根据本公开的第26方式,第2、6、10、14、18、22方式的任一个的激光加工机还具备覆盖激光加工机、相机和照明的外装面板。根据本公开的第27方式,第3、7、11、15、19、23方式的任一个的金属板加工方法还包括通过外装面板覆盖激光加工机、相机和照明。根据本公开的第28方式,第4、8、12、16、20、24方式的任一个的加工区域设定程序的特征在于,通过外装面板覆盖激光加工机、相机和照明。
15.根据本公开的第29方式,第25方式的金属板加工系统构成为,相机配置在从高度方向观察不与激光加工区域重叠的位置,光轴朝向激光加工区域的第一方向的中央部分。根据本公开的第30方式,第26方式的激光加工机构成为,相机配置在从高度方向观察不与激光加工区域重叠的位置,光轴朝向激光加工区域的第一方向的中央部分。根据本公开的第31方式,在第27方式的金属板加工方法中,相机配置在从高度方向观察不与激光加工区域重叠的位置,光轴朝向激光加工区域的第一方向的中央部分。根据本公开的第32方式,第28方式的加工区域设定程序的特征在于,相机配置在从高度方向观察不与激光加工区域重叠的位置,光轴朝向激光加工区域的第一方向的中央部分。
16.根据本公开的第33方式,第29方式的金属板加工系统构成为,从高度方向观察,相对于激光加工区域在相机的相反侧配置照明。根据本公开的第34方式,第30方式的激光加工机构成为,从高度方向观察,相对于激光加工区域在相机的相反侧配置照明。根据本公开的第35方式,在第31方式的金属板加工方法中,从高度方向观察,相对于激光加工区域在相机的相反侧配置照明。根据本公开的第36方式,第32方式的加工区域设定程序的特征在于,从高度方向观察,相对于激光加工区域在相机的相反侧配置照明。
17.根据本公开的第37方式,第1、5、9、13、17、21、25、29、33方式的任一个的金属板加工系统构成为,处理器执行如下处理:生成进行了图像的梯形校正的被校正图像;将被校正图像的明区域中的、从与暗区域的边界除去间隙量以内的部分后的区域检测为可加工区域。根据本公开的第38方式,第2、6、10、14、18、22、26、30、34方式的任一个的激光加工机构成为,处理器执行如下处理:生成进行了图像的梯形校正的被校正图像;将被校正图像的明区域中的、从与暗区域的边界除去间隙量以内的部分后的区域检测为可加工区域。根据本公开的第39方式,第3、7、11、15、19、23、27、31、35方式的任一个的金属板加工方法还包括生成进行了图像的梯形校正的被校正图像,将被校正图像的明区域中的、从与暗区域的边界除去间隙量以内的部分后的区域检测为可加工区域。根据本公开的第40方式,第4、8、12、16、20、24、28、32、36方式的任一个的加工区域设定程序的特征在于,使计算机进一步执行生成进行了该图像的梯形校正的被校正图像的处理,将被校正图像的明区域中的、从与暗区域的边界除去间隙量以内的部分后的区域检测为可加工区域。
18.根据本公开的第41方式,第37方式的金属板加工系统构成为,激光加工区域中的相当于间隙量的长度大于与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度。根据本公开的第42方式,第38方式的激光加工机构成为,激光加工区域中的与间隙量相当的长度大于与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度。根据本公开的第43方式,第39方式的金属板加工方法的特征在于,激光加工区域中的与间隙量相当的长度大于与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度。根据本公开的第44方式,第40方式的加工区域设定程序的特征在于,激光加工区域中的与间隙量相当的长度大于与第一方向和高度方向垂直的第二方向的金属板支承部件的宽度。
19.根据本公开的第45方式,第1、5、9、13、17、21、25、29、33、37、41方式的任一个的金属板加工系统构成为,还具备存储器,该存储器存储规定由激光加工机从金属板加工的加工物的形状的数据,处理器执行在可加工区域内分配与形状对应的区域的处理。根据本公开的第46方式,第2、6、10、14、18、22、26、30、34、38、42方式的任一个的激光加工机构成为,存储器,该存储器存储规定由激光加工机从金属板加工的加工物的形状的数据,处理器执行在可加工区域内分配与形状对应的区域的处理。根据本公开的第47方式,第3、7、11、15、19、23、27、31、35、39、43方式的金属板加工方法还包括:取得规定由激光加工机从金属板加工的加工物的形状的数据,在可加工区域内分配与该形状对应的区域。根据本公开的第48方式,第4、8、12、16、20、24、28、32、36、40、44方式的加工区域设定程序使计算机进一步执行如下处理:取得规定由激光加工机从金属板加工的加工物的形状的数据,在可加工区域内分配与该形状对应的区域。另外,第48方式的加工区域设定程序也被称为激光加工中的加工区域分配程序。
20.在第1方式的金属板加工系统、第2方式的激光加工机、第3方式的金属板加工方法以及第4方式的基于激光加工的加工区域设定程序中,金属板支承部件在图像中较小地显示,能够降低金属板支承部件被检测为明区域的可能性。因而,即使拍摄到金属板支承部件,也能够从拍摄图像识别要加工的金属板的形状和尺寸。
21.在第5方式的金属板加工系统、第6方式的激光加工机、第7方式的金属板加工方法以及第8方式的基于激光加工的加工区域设定程序中,由于相机的光轴与金属板支承部件的长边方向实质上平行,所以图像中的金属板支承部件的侧面难以高光泛白,在该侧面产生条纹状的暗区域,与高光泛白的金属板的明区域产生差异。因此,在图像中金属板的表面的区域与其他区域的区别变得容易。因而,能够进一步提高金属板的可加工区域的检测精度。
22.在第9方式的金属板加工系统、第10方式的激光加工机、第11方式的金属板加工方法以及第12方式的基于激光加工的加工区域设定程序中,能够通过二值化算法判定该明区域。
23.在第13方式的金属板加工系统、第14方式的激光加工机、第15方式的金属板加工方法以及第16方式的基于激光加工的加工区域设定程序中,由于照明引起的反射而被判为明区域的可能性高的金属板支承部件的上表面在图像中较小地显示。因此,能够进一步减小金属板支承部件在所述明区域中占据的区域。
24.在第17方式的金属板加工系统、第18方式的激光加工机、第19方式的金属板加工方法以及第20方式的基于激光加工的加工区域设定程序中,不仅通过金属板支承部件和至少一个附加金属板支承部件稳定地支承金属板,而且在金属板支承部件与至少一个附加金属板支承部件之间配置金属板搬运装置,能够使金属板相对于激光加工机的搬入/搬出变得容易。
25.在第21方式的金属板加工系统、第22方式的激光加工机、第23方式的金属板加工方法以及第24方式的基于激光加工的加工区域设定程序中,金属板支承部件和至少一个附加金属板支承部件比金属板支承部件的宽度和至少一个附加金属板支承部件的宽度大地分离配置。因此,在图像中,能够降低因金属板支承部件的上表面与至少一个附加金属板支承部件的上表面的区域接近而在该明区域中金属板支承部件和至少一个附加金属板支承
部件被重叠较大地显示的可能性。因此,能够提高金属板的可加工区域的检测精度。
26.在第25方式的金属板加工系统、第26方式的激光加工机、第27方式的金属板加工方法以及第28方式的基于激光加工的加工区域设定程序中,外装面板能够抑制干扰光射入激光加工区域。因而,能够进一步提高金属板的可加工区域的检测精度。
27.在第29方式的金属板加工系统、第30方式的激光加工机、第31方式的金属板加工方法以及第32方式的基于激光加工的加工区域设定程序中,无论相机以哪种高度配置都不会妨碍激光头的移动。因此,能够将相机较低地配置在外装面板内,能够减小被外装面板覆盖的区域。
28.在第33方式的金属板加工系统、第34方式的激光加工机、第35方式的金属板加工方法以及第36方式的基于激光加工的加工区域设定程序中,由于来自照明的光被金属板反射后的反射光射入相机,所以金属板被相机更亮地拍摄。因而,能够进一步提高金属板的可加工区域的检测精度。
29.在第37方式的金属板加工系统、第38方式的激光加工机、第39方式的金属板加工方法以及第40方式的基于激光加工的加工区域设定程序中,由于明区域中的相当于间隙量的部分被除去,所以能够提高通过激光加工而生成的加工物的加工精度。进而,能够抑制金属板支承部件被错误地加工。
30.在第41方式的金属板加工系统、第42方式的激光加工机、第43方式的金属板加工方法以及第44方式的基于激光加工的加工区域设定程序中,根据第39方式的金属板加工方法,由于激光加工区域中的相当于间隙量的长度大于金属板支承部件的宽度,所以进一步能够抑制金属板支承部件被错误地加工。
31.在第45方式的金属板加工系统、第46方式的激光加工机、第47方式的金属板加工方法以及第48方式的激光加工的加工区域设定程序(激光加工中的加工区域分配程序)中,由于在可加工区域内自动地分配与加工物的形状对应的区域,所以能够减轻用户的激光加工设定的负担。
32.根据本技术公开的技术,例如,金属板支承部件在图像中被较小地显示,降低金属板支承部件被检测为明区域的可能性。因而,即使拍摄到金属板支承部件,也能够从拍摄图像识别加工的金属板的形状和尺寸。
附图说明
33.图1是表示实施方式的金属板加工系统的概要结构的图。
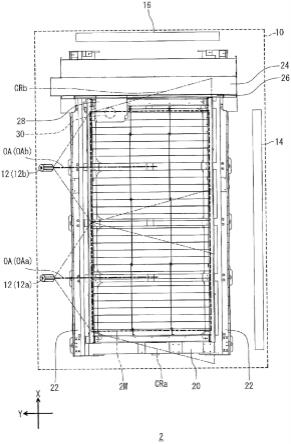
34.图2是实施方式的激光加工机的主视图。
35.图3是实施方式的激光加工机的俯视图。
36.图4是放大图2的金属板支承部件的中央附近的图。
37.图5是从y方向放大观察激光加工区域的中央部分的图。
38.图6是实施方式的计算机的硬件框图。
39.图7是实施方式的数值控制装置的硬件框图。
40.图8是表示实施方式的金属板加工处理的流程图。
41.图9表示通过相机拍摄激光加工区域而得到的图像的一例。
42.图10表示通过相机拍摄激光加工区域而得到的图像的一例。
43.图11是表示图8的步骤s6的详细处理的流程的流程图。
44.图12表示显示激光加工区域的合成图像的一例。
45.图13表示图12的被选择区域sa的亮度的直方图。
46.图14表示图12的被选择区域sa的二值图像的一例。
47.图15表示将嵌套处理结果叠加在合成图像上而得到的图像的一例。
48.图16表示激光加工机的变形例。
49.图17是变形例的数值控制装置的硬件框图。
具体实施方式
50.以下,基于表示其实施方式的附图对本发明进行具体说明。另外,在图中相同的附图标记表示对应或实质上相同的结构。
51.图1表示本发明的实施方式的金属板加工系统1的概要结构。金属板加工系统1包括激光加工机2、计算机4以及将激光加工机2和计算机4连接的网络6。图2是本发明的实施方式的激光加工机2的主视图。图3是本发明的实施方式的激光加工机2的俯视图。图1~3所示的x轴沿着激光加工机2的进深方向,y轴沿着激光加工机2的宽度方向,z轴沿着激光加工机2的高度方向。以下,将沿着x轴、y轴以及z轴的方向分别称为x方向、y方向以及z方向。此外,y方向也称为第一方向,x方向也称为第二方向。第一方向(y方向)、第二方向(x方向)和高度方向(z方向)彼此垂直。
52.激光加工机2是用于加工激光加工区域(laser machining region)2m(参照图1和图3)内的金属板(metal plate)mp(参照图2)的装置。如图1~3所示,激光加工机2具备台座(base)20、第一导轨22、立柱24、第二导轨26、鞍座28、激光头(laser head)30、激光振荡器32、数值控制装置(numerical control apparatus)8以及多个突条(elongated projections)34[金属板支承部件(metal plate support member)35和至少一个附加金属板支承部件(additional metal plate support member)36]。在台座20上的y方向的两端沿着y方向安装有一对第一导轨22,立柱24以在第一导轨22上移动自如的方式安装在第一导轨22上。立柱24例如利用形成在第一导轨22和立柱24之间的马达产生的驱动力,在第一导轨22上移动。
[0053]
第二导轨26沿着与x轴正交的y轴设置于立柱24,鞍座28在y方向上移动自如地安装。鞍座28例如利用形成在第二导轨26和鞍座28之间的马达产生的驱动力,在第二导轨26上移动。尽管未图示,但立柱24可以被波纹管状的罩覆盖。激光头30以在沿着垂直于x轴和y轴的z轴的z方向上移动自如的方式安装于鞍座28。激光头30构成为对激光加工区域2m内的金属板mp进行加工。激光头30具备被导入从激光振荡器32送来的激光的光学系统。激光头30包括用于激光加工的焊炬。数值控制装置8经由网络6与计算机4通信,基于从计算机4发送的加工信息来控制立柱24、鞍座28、激光头30的动作,以加工金属板mp。网络6例如是设置在工厂内的lan(局域网)。图示的网络6是有线网络,但网络6也可以是无线网络。
[0054]
多个突条34是用于支承金属板mp(参照图2)的板状的部件。在以下的实施方式中,将多个突条34中的任意一个称为金属板支承部件35,将剩余的多个突条34称为至少一个附加金属板支承部件36。金属板支承部件35和至少一个附加金属板支承部件36在第二方向(x方向)上排列配置。多个突条34能够拆装地安装于台座20。因而,金属板支承部件35和至少
一个附加金属板支承部件36在附着渣滓(dross)时可以更换。优选多个突条34由难以被激光加工的金属构成。例如,优选多个突条34由镀锌的铁构成。
[0055]
多个突条34具有实质上相同的形状。即,至少一个附加金属板支承部件36具有与金属板支承部件35实质上相同的形状。此处,实质上相同的形状是指,多个突条34的板厚(载置于台座20时的突条34的x方向的长度lt(参照图5))可以在2倍+制造误差程度以内的范围内不同,但对于其他形状则限于制造误差程度的形状的不同。
[0056]
具体而言,如图2所示,金属板支承部件35(至少一个附加金属板支承部件36)具有在激光加工区域2m内在第一方向(y方向)上排列设置的多个突起38。金属板mp配置在多个突起38上。图4是放大图2的金属板支承部件35(至少一个附加金属板支承部件36)的中央附近的图。参照图2和图4,多个突起38形成锯齿(serration)。但是,多个突起38的形状并不规定于此。多个突起38也可以是刺状突起(spiny protrusions)。多个突起38在y方向上彼此分开实质上相同的间距dp设置。另外,在以下的说明中,将通过规定的位置(例如,激光头30的初始位置)的与z轴垂直的直线和激光加工区域2m所定义的平面(连接多个突起38的前端而形成的平面)的交点作为原点,将从该原点起的x方向、y方向、z方向的距离分别称为x坐标、y坐标、z坐标。并且,将用x坐标、y坐标、z坐标表示的坐标空间称为xyz坐标空间。
[0057]
图5是从y方向放大观察激光加工区域2m的中央部分的图。参照图2和图5,第二方向(x方向)的金属板支承部件35(至少一个附加金属板支承部件36)的宽度lt比金属板支承部件35(至少一个附加金属板支承部件36)的第一方向(y方向)的长度lw和金属板支承部件35(至少一个附加金属板支承部件36)的高度方向(z方向)的长度lh短。进而,金属板支承部件35和至少一个附加金属板支承部件36中的最接近的两个部件之间的第二方向(x方向)的距离lg比该宽度lt的20倍长。由此,可以在多个突条34之间设置未图示的金属板搬运装置。
[0058]
参照图1~3,金属板加工系统1具备外装面板(covering panel)10、相机12(12a、12b)以及照明(lighting)14。外装面板10覆盖激光加工区域2m。由此,能够确保激光加工时的安全。具体而言,外装面板10覆盖激光加工机2、相机12(12a、12b)以及照明14。但是,外装面板10也可以不覆盖激光加工机2中的激光振荡器32和数值控制装置8。
[0059]
相机12(12a、12b)构成为拍摄激光加工区域2m。相机12(12a、12b)优选为网络相机,能够将拍摄得到的图像经由网络6向计算机4发送。在本实施方式中,由于无法通过1台相机拍摄激光加工区域2m整体,所以示出了配置2台相机12的实施方式,但也可以通过1台广角相机拍摄激光加工区域2m整体。在图3中,将不考虑相机12a、12b的透镜的像差的情况下的、相机12a、12b分别拍摄得到的激光加工区域2m的一部分作为cra、crb进行例示。这样,在外装面板10内配置1个以上的相机12,以便能够拍摄激光加工区域2m整体。相机12a、12b也可以拍摄比图示的cra、crb更宽的区域。
[0060]
如图2和图3所示,相机12(12a、12b)配置成,使得从激光加工机2的高度方向(z方向)观察,相机12(12a、12b)的光轴(optical axis)oa(oaa、oab)朝向与第一方向(y方向)实质上平行的方向。相机12(12a、12b)配置在从高度方向(z方向)观察不与激光加工区域2m重叠的位置。光轴oa(oaa、oab)朝向激光加工区域2m的第一方向(y方向)的中央部分。
[0061]
照明14构成为照射金属板mp。从高度方向(z方向)观察,相对于激光加工区域2m在相机12(12a、12b)的相反侧配置照明14。照明14配置在从高度方向(z方向)观察不与激光加工区域2m重叠的位置。另外,为了使立柱24附近明亮,金属板加工系统1还具备附加照明
(additional lighting)16。在该情况下,外装面板10也覆盖附加照明16。附加照明16配置在从高度方向(z方向)观察不与激光加工区域2m重叠的位置。另外,也可以省略附加照明16。另外,优选外装面板10的面向激光加工区域2m的内表面为白色。由此,照明14和附加照明16的光被内表面(interior surface)反射,激光加工区域2m变得更明亮。
[0062]
图6是实施方式的计算机4的硬件框图。如图6所示,计算机4具备处理器40、存储器42以及通信电路44。处理器40、存储器42以及通信电路44经由总线46彼此连接。通信电路44具有用于经由网络6与数值控制装置8和相机12(12a、12b)通信的、从通信包向数据的转换功能、从数据向通信包的转换功能以及通信包收发功能。
[0063]
存储器42存储:用于控制相机12(12a、12b)的相机控制程序52;对相机12(12a、12b)拍摄得到的图像进行处理的图像处理程序54;如产品的3维cad数据等那样的、规定由激光加工机2从金属板mp加工的加工物(workpiece)的形状的数据亦即加工物数据(workpiece data)56;将目标形状分配到金属板mp的表面形状内的嵌套程序(nesting program)58;以及用于相机12(12a、12b)的透镜像差校正、拍摄图像的投影转换的相机参数60。处理器40读出存储于存储器42的程序,并执行读出的程序。另外,在以下的实施方式中,也可以将图像处理程序54称为加工区域设定程序,将图像处理程序54和嵌套程序58统称为加工区域分配程序。
[0064]
相机控制程序52被编程为利用通信电路44向相机12(12a、12b)发送控制信号,并接收相机12(12a、12b)拍摄得到的数字图像。图像处理程序54被编程为从通信电路44接收来自数值控制装置8的控制信号,按照该控制信号对接收到的数字图像进行处理,并将处理结果的图像向数值控制装置8输出。即,处理器40对由相机12(12a、12b)拍摄得到的图像进行处理。嵌套程序58被编程为从通信电路44接收来自数值控制装置8的控制信号,选择与该控制信号对应的加工物数据56,生成对金属板mp的表面形状分配了目标形状的加工区域数据92,并将所生成的加工区域数据92向数值控制装置8输出。另外,当在来自数值控制装置8的控制信号中包含相当于加工物数据56的信息时,嵌套程序58也可以被编程为仅基于来自数值控制装置8的控制信号生成加工区域数据。
[0065]
在上述的说明中,记载了图像处理程序54和嵌套程序58基于来自数值控制装置8的控制信号进行动作的例子,但是计算机4也可以还具备输入接口,该输入接口输入相当于该控制生成的输入、以及相机控制程序52、图像处理程序54和嵌套程序58的指令。此外,图像处理程序54和嵌套程序58将处理结果向数值控制装置8输出,但是计算机4也可以还具备用于显示该处理结果的显示器。
[0066]
图7是实施方式的数值控制装置8的硬件框图。如图7所示,数值控制装置8具备处理器80、存储器82、通信电路84以及带触摸面板的显示器86。处理器80、存储器82、通信电路84以及带触摸面板的显示器86经由总线88彼此连接。通信电路84具有用于经由网络6与计算机4通信的、从通信包向数据的转换功能、从数据向通信包的转换功能以及通信包收发功能。
[0067]
存储器82存储加工程序90和加工区域数据92。如上所述,加工区域数据92是对金属板mp的表面形状分配了目标形状的数据。经由通信电路84从计算机4接收加工区域数据92。加工程序90被编程为基于加工区域数据92控制立柱24、鞍座28以及激光头30。进而,加工程序90被编程为基于用户对触摸面板的操作,生成向计算机4的图像处理程序54和嵌套
程序58的控制信号,将图像处理程序54和嵌套程序58的处理结果显示于带触摸面板的显示器86。
[0068]
另外,带触摸面板的显示器86的显示器是显示器的一例,触摸面板是接口的一例。另外,也可以通过无触摸面板的显示器与设置在显示器周边的按钮、开关、控制杆、定点设备等的输入设备的组合来代替带触摸面板的显示器86。在该情况下,该输入设备是接口的一例。
[0069]
接着,对本实施方式中的金属板加工方法进行说明。图8是表示实施方式的金属板加工方法的流程图。在该方法中,在步骤s1中,将具有在激光加工区域2m内在第一方向(y方向)上排列设置的多个突起38的板状的金属板支承部件35(至少一个附加金属板支承部件36)安装于激光加工机2。在步骤s2中,配置拍摄激光加工区域2m的相机12(12a、12b),使得从激光加工机2的高度方向(z方向)观察,光轴oa(oaa、oab)朝向与第一方向(y方向)实质上平行的方向。在步骤s3中,将金属板mp配置在激光加工区域2m内的多个突起38上。在步骤s4中,通过照明14(附加照明16)照射金属板mp。到以上的步骤s1~s4为止的处理除了在步骤s3之前进行步骤s1之外,顺序不同。
[0070]
接着,在步骤s5中,在该方法中,取得由相机12(12a、12b)拍摄得到的图像img(imga、imgb)。更具体而言,计算机4执行取得由配置成从激光加工机2的高度方向(z方向)观察、光轴oa(oaa、oab)朝向与安装于激光加工机2的金属板支承部件35(至少一个附加金属板支承部件36)所具有的多个突起38排列的第一方向(y方向)实质上平行的方向的相机12(12a、12b)拍摄得到的、配置在多个突起38上并由照明14(附加照明16)照射的金属板mp的图像img(imga、imgb)的图像处理程序54的指示。即,处理器40执行取得由配置成从激光加工机2的高度方向(z方向)观察、光轴oa(oaa、oab)朝向与安装于激光加工机2的金属板支承部件35(至少一个附加金属板支承部件36)所具有的多个突起38排列的第一方向(y方向)实质上平行的方向的相机12(12a、12b)拍摄得到的、配置在多个突起38上并由照明14(附加照明16)照射的金属板mp的图像img(imga、imgb)的处理。图9和图10分别示出了通过相机12a、12b拍摄激光加工区域2m而得到的图像img(imga、imgb)的一例。
[0071]
在步骤s6中,在该方法中,图像img(imga、imgb)中的明区域被检测为金属板mp的可加工区域(machining available area)maa(参照图14)。更具体而言,计算机4执行将图像img(imga、imgb)中的明区域检测为金属板mp的可加工区域maa的图像处理程序54的指示。即,处理器40执行将图像img(imga、imgb)中的明区域检测为金属板mp的可加工区域maa的处理。图11是表示步骤s6的详细处理的流程的流程图。
[0072]
在图11中,在步骤s61中,在该方法中,生成进行了图像img(imga、imgb)的透镜像差校正和梯形校正的被校正图像。更具体而言,计算机4执行生成进行了图像img(imga、imgb)的透镜像差校正和梯形校正的被校正图像的图像处理程序54的指示。即,处理器40执行生成进行了图像img(imga、imgb)的透镜像差校正和梯形校正的被校正图像的处理。因此,相机12(12a、12b)的透镜畸变参数和投影转换为从高度方向(z方向)观察的图像的参数通过校准预先测定,将测定出的参数作为相机参数60存储于存储器42。图像处理程序54包含公知的透镜像差校正算法和梯形校正算法(投影转换算法)的程序代码。该程序代码也可以是从图像处理程序54调出的程序库。处理器40在执行图像处理程序54时,从存储器42读入相机参数60,执行该透镜像差校正算法和该梯形校正算法。另外,在步骤s61中,在相机12
(12a、12b)的透镜像差实质上不存在或者微小的情况下,在步骤s61中,省略透镜像差校正。
[0073]
在步骤s62中,在该方法中,在有多个被校正图像时,合成多个被校正图像,生成显示激光加工区域2m整体的合成图像cimg。图12表示该合成图像cimg的一例。另外,当相机12是广角相机且能够通过1台相机12拍摄激光加工区域2m整体时,也可以省略步骤s62。在步骤s62中,更具体而言,计算机4执行合成多个被校正图像,生成显示整体的激光加工区域2m的合成图像的图像处理程序54的指示。即,处理器40执行合成多个被校正图像,生成显示激光加工区域2m整体的合成图像cimg的处理。因此,图像处理程序54包含公知的图像拼接(image stitching)算法的程序代码。该程序代码也可以是从图像处理程序54调出的程序库。
[0074]
在图12中,由于合成图像cimg进行了透镜像差校正和梯形校正,所以合成图像cimg中的纵向的像素间距离、横向的像素间距离都与激光加工区域2m中的单位长度对应。此外,合成图像cimg的横向与激光加工区域2m的x方向对应,合成图像cimg的纵向与激光加工区域2m的y方向对应。
[0075]
在步骤s63中,在该方法中,判定是否选择了合成图像cimg中的一部分区域。在该判定中,通过有无从数值控制装置8的触摸面板或者计算机4的输入接口输入区域的选择来判定。在有区域选择的情况下(步骤s63中为“是”),在步骤s64中,在该方法中,基于该输入指定合成图像cimg中的被选择区域sa。也通过数值控制装置8的触摸面板或者计算机4的输入接口进行该指定。在刚将金属板支承部件35(至少一个附加金属板支承部件36)更换为新品之后等,金属板支承部件35(至少一个附加金属板支承部件36)在合成图像cimg中明亮地显示的可能性高的情况下等,通过用户的斟酌决定进行该区域选择。图12将被选择区域sa表示为用白虚线包围的区域。
[0076]
在步骤s63和s64中,更具体而言,判定在数值控制装置8的触摸面板或者计算机4的输入接口中是否有区域选择的输入,在有输入的情况下,计算机4基于该输入指定被选择区域sa,执行图像处理程序54的指示。即,处理器40执行判定在数值控制装置8的触摸面板或者计算机4的输入接口中是否有区域选择的输入的处理。因此,数值控制装置8的处理器80也可以在执行加工程序90的过程中,在有数值控制装置8的触摸面板的操作时,执行经由通信电路84、网络6和通信电路44将该操作信息发送到执行图像处理程序54的处理器40的处理。
[0077]
在步骤s64的处理结束时,在该方法中,在步骤s65中,执行将合成图像cimg中的被选择区域sa二值化的处理。更具体而言,计算机4执行将合成图像cimg中的被选择区域sa二值化的图像处理程序54的指示。即,处理器40执行将合成图像cimg中的被选择区域sa二值化的处理。换言之,上述的明区域通过将图像img(imga、imgb)二值化来检测。因此,图像处理程序54包含公知的二值化算法的程序代码。该程序代码也可以是从图像处理程序54调出的程序库。另外,当在步骤s63中没有区域选择时(步骤s63中为“否”),在合成图像cimg的整体执行步骤s65。
[0078]
基于将图像转换为灰度时的亮度的阈值进行二值化。图13表示图12的被选择区域sa的亮度的直方图。图13的横轴的值表示将亮度从0至255标准化后的值,图14的纵轴的值表示与该亮度对应的像素数。在本实施方式中,如图2所示,通过相对于激光加工区域2m在相机12(12a、12b)的相反侧配置照射金属板mp的照明14,在图像img(imga、imgb)中,金属板
mp的表面的区域高光泛白(blown-out highlight)。另外,预先设定相机12(12a、12b)的光圈和曝光时间,并预先调整照明14的照度和配置,以使得无论金属板mp配置在激光加工区域2m的哪个位置,金属板mp的表面都高光泛白。因此,金属板mp的区域的亮度值饱和。另一方面,由于相机的光轴与金属板支承部件的长边方向实质上平行,图像中的金属板支承部件的侧面难以高光泛白,在该侧面产生条纹状的暗区域,与高光泛白的金属板的明区域产生差异。但是,如图12所示,在图像img(imga、imgb)中,由于金属板支承部件35(至少一个附加金属板支承部件36)的侧面也被照明14(附加照明16)相对明亮地显示,所以为了抑制将金属板支承部件35(至少一个附加金属板支承部件36)误识别为金属板mp的表面,优选阈值在亮度的最大值附近。另外,如图13所示,当金属板mp的表面和剩余部分的区域大体分为两部分时,可以将直方图的谷底决定为阈值。
[0079]
图14表示这样决定阈值时的二值图像。在图14中,以白色显示的区域是图12的被识别为明区域的部分,以黑色显示的区域是图12的被识别为暗区域的部分。另外,与合成图像cimg相同,二值图像的纵向的像素间距离、横向的像素间距离都与激光加工区域2m中的单位长度对应。因此,与二值图像中显示的任意2点对应的激光加工区域2m中的2点的x方向及y方向的距离分别能够通过这2点间的横向、纵向的像素数乘以由相机参数60决定的比例常数来计算。因而,在图14中,将由像素数表示的距离和与其对应的激光加工区域2m的实际的距离混合显示。
[0080]
此处,在暗区域的边界部分进行了激光加工的情况下,容易受到识别误差产生的影响和金属板mp的应变产生的影响。因此,在该方法中,在步骤s66中,将被校正图像(合成图像cimg)的明区域中的、从与暗区域的边界除去间隙量d(d)以内的部分后的区域检测为可加工区域maa。更具体而言,计算机4执行将被校正图像(合成图像cimg)的明区域中的、从与暗区域的边界除去间隙量d(d)以内的部分后的区域检测为可加工区域maa的图像处理程序54的指示。即,处理器40执行将被校正图像(合成图像cimg)的明区域中的、除去距与暗区域的边界间隙量d(d)以内的部分后的区域检测为可加工区域的处理。
[0081]
在该间隙量的除去中,处理器40基于相机参数60执行根据形成明区域与暗区域的边界的二值图像中的多个像素(以下,称为边界像素)的位置计算多个边界像素的xyz坐标空间的位置(用xyz坐标表示的位置)的处理。处理器40执行求出相对于多个边界像素的xyz坐标空间的位置的每一个在x方向、y方向的任一方向上都离开间隙量d(xyz坐标空间的长度)的分隔点的集合,并通过用线连接邻接的分隔点而求出可加工区域maa的轮廓线的处理。邻接的分隔点可以通过样条曲线和贝塞尔曲线等平滑地连接,也可以直线地连接。另外,也可以代替上述,处理器40求出将用xyz坐标空间中的长度表示的间隙量d换算为二值图像的像素数后的间隙量d,在二值图像内执行上述的处理。
[0082]
此处,激光加工区域2m中的相当于间隙量的长度d大于金属板支承部件35(至少一个附加金属板支承部件36)的宽度lt。由此,能够抑制金属板支承部件35(至少一个附加金属板支承部件36)被错误地加工。进而,优选激光加工区域2m中的相当于间隙量的长度d大于金属板支承部件35和至少一个附加金属板支承部件36中的最接近的两个部件之间的第二方向(x方向)的距离lg的一半。由此,能够抑制被照明14(附加照明16)明亮地照射的、突条34(金属板支承部件35、至少一个附加金属板支承部件36)的侧面34lf(35lf、36lf)被误检测。以上是步骤s6的详细动作。
[0083]
返回到图8,在该金属板加工方法中,接着,在步骤s7中,取得规定由激光加工机2从金属板mp加工的加工物的形状的数据(加工物数据56)。换言之,计算机4执行取得规定由激光加工机2从金属板mp加工的加工物的形状的数据(加工物数据56)的嵌套程序58的指示。即,处理器40执行从存储器42取得规定由激光加工机2从金属板mp加工的加工物的形状的数据(加工物数据56)的处理。加工物数据56也可以是规定多个加工物的形状的数据。更具体而言,由用户选择加工物,将所选择的加工物的目标数量经由数值控制装置8的触摸面板或者计算机4的输入接口输入。取得规定由用户选择的加工物的形状的数据作为加工物数据56,也一并取得其目标数量。另外,在将所选择的加工物在可加工区域maa内分配最大数量的情况下,可以省略目标数量的输入和取得。
[0084]
在步骤s8中,在该方法中,在可加工区域maa内分配与该形状对应的区域。更具体而言,计算机4执行在可加工区域maa内分配与该形状对应的区域的嵌套程序58的指示。即,处理器40执行在可加工区域maa内分配与该形状对应的区域的处理。该处理一般被称为嵌套。嵌套算法可以使用任何公知的嵌套算法,但在自由形状的可加工区域maa中,优选使用在确保加工物间的必要最小限度的余量的同时使该形状旋转而尽可能减少废弃量并装入该目标数量的搜索算法。图15表示将对可加工区域maa分配3种加工物p1~p3的区域的嵌套处理结果叠加在合成图像cimg上而得到的图像的一例。
[0085]
最后,在步骤s9中,在该方法中,基于该嵌套处理结果对金属板mp进行加工。更具体而言,嵌套处理结果作为加工区域数据92从计算机4经由网络6发送到数值控制装置8,在数值控制装置8的带触摸面板的显示器86显示图15的图像。用户在确认该图像后通过触摸面板输入激光加工的开始时,激光加工机2按照加工区域数据92对金属板mp进行加工。
[0086]
(激光加工机2的变形例)
[0087]
基本的激光加工机2的说明如上。另外,激光加工机2并不限定于上述的实施方式。如图16所示,激光加工机2a也可以具备外装面板10、相机12(12a、12b)以及照明14(附加照明16)。此外,激光加工机2a的数值控制装置8a也可以包含计算机4的全部功能。图17表示这样的数值控制装置8a的框图。在本变形例中,相机12(12a、12b)可以将拍摄得到的图像直接发送到数值控制装置8a。此外,在本变形例中,只要处理器80执行图8和图11的流程图中的处理器40的处理即可。
[0088]
此外,在金属板加工系统1和激光加工机2a中,也可以省略嵌套程序58。或者,嵌套程序58可以被替代为用户手动在可加工区域maa内分配与加工物的形状对应的区域的程序。此外,金属板加工系统1(数值控制装置8a、嵌套程序58)也可以使用户能够选择可加工区域maa中的、分配加工物的区域。此时,金属板加工系统1(数值控制装置8a)只要能够在二值图像中再次执行步骤s63的区域选择即可。
[0089]
在图11的流程图中,也可以省略步骤s63、s64。在该情况下,在步骤s63中为“否”的情况下的处理只要在步骤s65中执行即可。在图8中,也可以省略步骤s7~s9。
[0090]
上述的相机控制程序52、图像处理程序54、嵌套程序58的一部分或全部的功能可以通过专用的图像处理处理器和集成电路实现。例如,透镜像差校正算法、梯形校正算法、图像拼接算法、二值化算法可以安装于专用的图像处理处理器,嵌套算法可以安装于集成电路。
[0091]
上述的相机控制程序52、图像处理程序54、嵌套程序58不限于内置在计算机4中的
存储器42,也可以存储在软盘、光盘、cdrom和磁盘等盘、sd卡、usb存储器、外接硬盘等能够从计算机4(数值控制装置8a)卸下的、计算机4(数值控制装置8a)可读取的存储介质中。
[0092]
(实施方式的作用和效果)
[0093]
本实施方式的金属板加工系统1和激光加工机2a在图像中较小地显示金属板支承部件35(至少一个附加金属板支承部件36),降低了金属板支承部件35(至少一个附加金属板支承部件36)被检测为明区域的可能性。因而,即使拍摄到金属板支承部件35(至少一个附加金属板支承部件36),也能够从拍摄图像识别要加工的金属板mp的形状和尺寸。
[0094]
在本技术中,“具备”及其派生词是说明构成要素的存在的非限定性用语,不排除未记载的其他构成要素的存在。这也适用于“具有”、“包括”及其派生词。
[0095]“~部件”、“~部”、“~要素”、“~体”及“~构造”的用语可以具有单一的部分和多个部分等多个含义。
[0096]“第1”和“第2”等的序数仅是用于识别结构的用语,不具有其他含义(例如特定的顺序等)。例如,存在“第1要素”并不暗示存在“第2要素”,此外,存在“第2要素”并不暗示存在“第1要素”。
[0097]
表示程度的“实质上”、“约”和“大体”等的用语,只要实施方式中没有特别说明,就可以意味着最终结果不大幅度变化那样的合理的偏差量。本技术所记载的所有数值都可以被解释为包含“实质上”、“约”和“大体”等的用语。
[0098]
在本技术中,“a和b中的至少一方”的用语应该被解释为仅包括a、仅包括b以及包含a和b的双方。
[0099]
从上述的公开内容考虑,显然可以对本发明实施各种变更和修正。因而,在不脱离本发明的思想的范围内,可以通过与本技术的具体公开内容不同的方法实施本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1