一种加工已装配衬套油槽的装置的制作方法
1.本发明涉及航空航天技术领域,尤其涉及一种加工已装配衬套油槽的装置。
背景技术:
2.衬套被大量应用在机械制造的各个环节之中,为保证衬套在实际使用中不产生受热变形现象,衬套内部会加工油槽,在实际使用中通过注入机油来控制受热变形。客机的前起落架的主交点处,容易受热产生热形变,为保证前起落架的衬套的热形变受控,需要在衬套内加工油槽,当向衬套内注入机油时,以保证机油的贮存量。
3.传统衬套油槽加工工艺,需在衬套制造过程中完成油槽加工工序,此种加工方式不能满足装配后衬套油槽的改制优化。当衬套在使用过程中,发生受热变形,需要在衬套的内部增加油槽机构时,通常采用拆除更换衬套的方法。然而,该方法大大增加了衬套拆装的加工时间,且增加了衬套拆装过程中破坏装配系统中各个结构件的潜在风险。
技术实现要素:
4.本发明的目的在于提供一种加工已装配衬套油槽的装置,该装置能够在不损坏油管,不干涉装配系统的情况下进行切削,保证衬套在切削前后的表面环境不变。
5.为达此目的,本发明采用以下技术方案:
6.提供一种加工已装配衬套油槽的装置,包括:
7.刀座,所述刀座能够部分伸入衬套内并抵压于所述衬套的外端面;
8.刀具,能够沿所述衬套的径向伸出或缩入所述刀座内部,所述刀具用于加工所述衬套内的油槽;
9.调整组件,设置于所述刀座的内部,所述调整组件能够驱动所述刀具沿所述衬套的径向移动,并能够使所述刀具保持当前位置。
10.优选地,所述调整组件包括:
11.调节块,所述调节块沿所述刀座的轴向往复运动,以驱动所述刀具沿所述衬套的径向往复运动;
12.第一调节件和第二调节件,沿所述刀座的轴向相对设置于所述调节块的两侧,被配置为驱动所述调节块沿所述刀座的轴向往复运动。
13.优选地,所述加工已装配衬套油槽的装置还包括设置于所述刀座内部的弹性件,所述弹性件的一端抵压于所述刀具,另一端抵压于所述刀座,所述弹性件能够沿所述衬套的径向伸缩。
14.优选地,所述刀座的外周上靠近所述刀具处设置有斜面,所述斜面自所述刀具伸出所述刀座处向下倾斜延伸,所述斜面与所述衬套的内壁形成封闭空间,用于收集切削后金属屑。
15.优选地,所述加工已装配衬套油槽的装置还包括可拆卸连接于所述刀座的端盖。
16.优选地,所述弹性件为弹簧。
17.优选地,所述加工已装配衬套油槽的装置还包括止挡件,所述止挡件设置于所述端盖的一端,所述止挡件被配置为止挡所述调节块自所述端盖的一端脱出。
18.优选地,所述刀座上设置有连接轴,所述连接轴被配置为连接钻孔设备。
19.优选地,所述钻孔设备为手持钻孔设备。
20.优选地,所述连接轴的端部嵌入有滚动球。
21.本发明的有益效果:本发明中在加工衬套内的油槽时,上述刀座部分伸入衬套内部,此时,刀具也位于衬套内。此时,利用上述调整组件推动刀具沿衬套的径向移动,使刀具伸出刀座并能够使刀具保持当前位置,刀具沿径向运动伸出刀座的伸出量,即油槽的切削深度。当上述加工已装配衬套油槽的装置整体转动时,刀具在衬套的内孔中加工油槽。在加工过程中,通过刀座抵压于衬套的外端面,保证加工的油槽的位置精度。同时,通过调节组件控制刀具伸出刀座的伸出量,从而控制进刀量,加工的油槽尺寸准确。利用上述装置加工油槽的方式,适用于衬套在装配环境下加工油槽,能够在不损坏油管,以及不干涉装配系统的情况下进行切削,完成对装配的衬套的油槽的加工优化。
附图说明
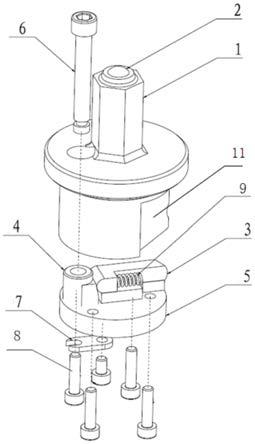
22.图1是本发明的加工已装配衬套油槽的装置的爆炸图;
23.图2是本发明的刀座的第一角度的结构示意图;
24.图3是本发明的刀座的第二角度的结构示意图;
25.图4是本发明的加工已装配衬套油槽的装置的结构示意图(不包括刀座、端盖和滚动球)。
26.图中:1-刀座;11-斜面;2-滚动球;3-刀具;4-调节块;41-倾斜面;5-端盖;6-第一调节件;7-止挡件;8-第二调节件;9-弹性件。
具体实施方式
27.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
28.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
29.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
31.在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解
为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
32.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
33.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
34.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
35.传统衬套油槽加工工艺,需在衬套制造过程中完成油槽加工工序,此种加工方式不能满足装配后衬套油槽的改制优化。当衬套在使用过程中,发生受热变形,需要在衬套内部增加油槽机构时,通常采用拆除更换的方法。然而,该方法大大增加了衬套拆装的加工时间,并增加了衬套拆装过程中破坏装配系统中各个结构件的潜在风险。
36.如图1所示,为解决上述问题,本实施例中提供了一种加工已装配衬套油槽的装置,包括刀座1、刀具3和调整组件,其中,刀座1能够部分伸入衬套内并抵压于衬套的外端面。刀具3能够沿衬套的径向伸出或缩入刀座1内部,刀具3用于加工衬套内的油槽。调整组件能够驱动刀具3沿衬套的径向移动,并能够使刀具3保持当前位置。
37.本实施例中在加工衬套内的油槽时,上述刀座1部分伸入衬套内部,此时,刀具3也位于衬套内。此时,利用上述调整组件推动刀具3沿衬套的径向移动,使刀具3伸出刀座1并能够使刀具3保持当前位置,刀具3沿衬套的径向运动伸出刀座1的伸出量,即油槽的切削深度。当上述加工已装配衬套油槽的装置整体转动时,刀具3在衬套的内孔中加工油槽。在加工过程中,通过刀座1抵压于衬套的外端面,保证加工的油槽的位置精度。同时,通过调节组件控制刀具3伸出刀座1的伸出量,从而控制进刀量,加工的油槽尺寸准确。利用上述装置加工油槽的方式,适用于衬套在装配环境下加工油槽,能够在不损坏油管,以及不干涉装配系统的情况下进行切削,完成对装配的衬套的油槽的加工优化。
38.结合图1和图2所示,对上述调整组件的具体结构及连接关系进行详细说明。
39.上述调整组件包括调节块4、第一调节件6和第二调节件8,其中,调节块4沿刀座1的轴向往复运动,以驱动刀具3沿衬套的径向往复运动。第一调节件6和第二调节件8沿刀座1的轴向相对设置且位于调节块4的两侧,第一调节件6和第二调节件8被配置为驱动调节块4沿刀座1的轴向往复运动。利用上述第一调节件6和第二调节件8驱动调节块4沿刀座1的轴向往复运动,调节块4的轴向运动转换为驱动刀具3径向往复运动。第一调节件6和第二调节件8通过手动方式调节,在其他实施例,还可以通过自动结构调整。本实施例第一调节件6和
第二调节件8均为螺钉,两个螺钉相对设置,两个螺钉均螺纹连接于调节块4,且两个螺钉均能够沿刀座1的轴向相对于刀座1运动。
40.如图1和图3、图4所示,上述刀座1由45#制成,刀座1的结构体积大,需要的材料多,采用45#成本低,加工工艺简单。刀座1上设置有连接轴,连接轴被配置为连接钻孔设备。连接轴的端部设置有滚动球2,钻孔设备为手持钻孔设备。
41.刀具3为圆弧刀,刀具3由w18cr4v制成,由成品的刀具改装而成,因刀具3并不是标准件,采用定制方式成本高,而本实施例中通过标准件改装,大幅降低生产成本。上述螺钉由m6*35的标准件改制,通过标准件改制降低生产成本。调节块4由45#制成,45#成本低,加工工艺简单,且调节块4与刀具3接触,调节块4沿刀座1的轴向往复运动的过程中,易出现磨损,选用45#的耐磨性能好,且更换零件成本低。
42.加工已装配衬套油槽的装置还包括可拆卸连接于刀座1的端盖5。端盖5通过螺钉紧固连接于刀座1。端盖5由45#制成。
43.本实施例中上述调节块4上设置有倾斜面41,沿刀座1的轴向,倾斜面41沿刀座1的轴向,自靠近第一调节件6的一端向靠近端盖5方向延伸,并逐渐向上倾斜。
44.具体地,加工已装配衬套油槽的装置还包括设置于刀座1内部的弹性件9,弹性件9的一端抵压于刀具3,另一端抵压于刀座1,弹性件9能够沿衬套的径向伸缩。通过设置弹性件9能够让刀具3更快地复位,同时,因刀具3的端部与倾斜面41接触,在工作过程中,刀具3可能出现轻微晃动,影响加工精度,设置弹性件9,保证刀具3始终与倾斜面41接触,提高加工精度。进一步具体地,弹性件9为弹簧,弹簧的中心轴线与刀具3的往复运动方向平行设置。
45.此外,如图3和图4所示,刀座1的外周上靠近刀具3处设置有斜面11,斜面11自刀具3伸出刀座1处向下倾斜延伸。设置的斜面11与衬套的内壁之间形成封闭的空间,使切削油槽产生的金属屑能够存储在此空间内,即用于收集切削后的铝屑或铁屑,从而保证加工后的装配环境与加工前一致。
46.此外,如图1和图2所示,加工已装配衬套油槽的装置还包括止挡件7,止挡件7设置于端盖5的一端,止挡件7被配置为阻止调节块4自端盖5的一端脱出。具体地,刀座1靠近端盖5的一端设置有凹槽,刀具3、弹性件9和调节块4自开口端装入,并利用端盖5扣合。在对应调节块4处,端盖5上设置有圆孔,调节块4结构如图1所示,为防止调节块4自端盖5的圆孔内脱出,在圆孔处设置止挡件7。
47.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1