一种电梯板材的冲孔机的压板结构的制作方法
1.本发明属于电梯板材加工领域,具体涉及一种电梯板材的冲孔机的压板结构。
背景技术:
2.电梯是高层建筑的载人承物不可缺少的一部分,电梯轿厢通常包括轿厢架和轿厢体,轿厢架为轿厢体外的牵引和承载结构,而轿厢体则为储物和载人提供封闭空间。
3.通常轿厢体按照安装位置分为轿厢顶、轿厢壁和轿厢顶,轿厢顶、轿厢壁和轿厢顶均为板材结构,在加工上述板材时需要先加工出板材的安装孔,然后将安装孔部位进行折弯,然后在轿厢体外侧通过安装孔进行组装。
4.目前,板材中的安装孔多采用打孔的方式进行处理,而打孔后需要对双侧面进行去毛刺,而如果采用冲孔的方式则不需要进行双侧处理。
技术实现要素:
5.本发明为解决现有技术存在的问题而提出,其目的是提供一种电梯板材的冲孔机的压板结构。
6.本发明的技术方案是:一种电梯板材的冲孔机的压板结构,包括支腿,所述支腿上设置有梁体,两个梁体之间设置有拼装板,所述拼装板中形成能够便于冲杆通过的拼装孔,所述拼装板下端形成安装槽,所述安装槽中设置有能够弹性压紧板材的压片。
7.更优的,所述压片包括水平的安装部,所述安装部一侧形成压紧弯折部,所述压紧弯折部一侧形成自由部。
8.更优的,所述安装部、自由部为平行的板状,所述安装部与安装槽固定。
9.更优的,所述压紧弯折部为弯折状,压紧弯折部的弯折处为圆弧弯折。
10.更优的,所述安装部中形成通孔,所述安装槽中形成螺纹孔,螺钉穿过上述通孔拧入到螺纹孔中对安装部进行固定。
11.更优的,所述安装部、螺钉螺帽的高度和不大于安装槽的深度。
12.更优的,所述安装槽为四个,安装槽位于拼装板的四角处。
13.本发明中拼装板下端形成安装槽,对压片和安装压片的螺钉进行容纳,同时压片的压紧弯折部探出安装槽,在板材上送的过程中,四个压片会接触并压紧板材,避免板材的局部接触造成的冲孔偏差问题,本发明能够有效的保证冲孔质量。
附图说明
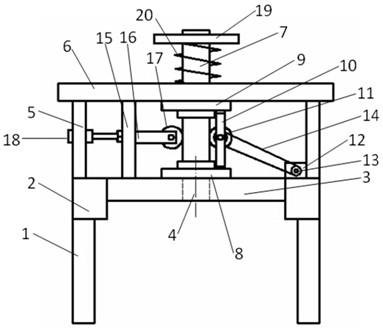
14.图1 是是本发明的整体结构示意图;图2 是本发明中拼装板的俯视图;图3 是本发明中拼装板的仰视图;图4 是本发明中支架的结构示意图;图5 是本发明中压片的结构示意图;
其中:1支腿
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2ꢀꢀ
梁体3拼装板
ꢀꢀꢀꢀꢀꢀꢀꢀ4ꢀꢀ
拼装孔5立板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6ꢀꢀ
顶板7冲杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ8ꢀꢀ
下导向件9上导向件
ꢀꢀꢀꢀꢀꢀ
10 支架11 定压轮
ꢀꢀꢀꢀꢀꢀꢀꢀ
12 驱动电机13 主动带轮
ꢀꢀꢀꢀꢀꢀ
14 驱动带15 滑动板
ꢀꢀꢀꢀꢀꢀꢀꢀ
16 滑动架17 动压轮
ꢀꢀꢀꢀꢀꢀꢀꢀ
18 横向液压缸19 限位板
ꢀꢀꢀꢀꢀꢀꢀꢀ
20 弹簧21 安装槽
ꢀꢀꢀꢀꢀꢀꢀꢀ
22 螺纹孔23 压片101竖向装配板
ꢀꢀꢀꢀ
102横向安装板231安装部
ꢀꢀꢀꢀꢀꢀꢀꢀ
232压紧弯折部233自由部。
具体实施方式
15.以下,参照附图和实施例对本发明进行详细说明:如图1~5所示,一种电梯板材的冲孔机的压板结构,包括支腿1,所述支腿1上设置有梁体2,两个梁体2之间设置有拼装板3,所述拼装板3中形成能够便于冲杆7通过的拼装孔4,所述拼装板3下端形成安装槽21,所述安装槽21中设置有能够弹性压紧板材的压片23。
16.所述压片23包括水平的安装部231,所述安装部231一侧形成压紧弯折部232,所述压紧弯折部232一侧形成自由部233。
17.所述安装部231、自由部233为平行的板状,所述安装部231与安装槽21固定。
18.所述压紧弯折部232为弯折状,压紧弯折部232的弯折处为圆弧弯折。
19.所述安装部231中形成通孔,所述安装槽21中形成螺纹孔,螺钉穿过上述通孔拧入到螺纹孔中对安装部231进行固定。
20.所述安装部231、螺钉螺帽的高度和不大于安装槽21的深度。
21.所述安装槽21为四个,安装槽21位于拼装板3的四角处。
22.优选的,所述拼装板3为两块,每个拼装板3上形成两个安装槽21,安装槽21中的压片23相向设置。
23.所述安装部231、压紧弯折部232、自由部233为一体结构的弹性钢板结构。
24.压紧状态下,压紧弯折部232被压紧板材缩到安装槽21中,自由部233延伸到安装槽的槽壁。
25.所述梁体2上端设置有立板5,所述立板5顶部设置有顶板6,所述拼装板3、顶板6中设置有竖向升降冲孔用的冲杆7,所述冲杆7上端探出顶板6,所述冲杆7的探出段套有弹簧20,所述冲杆7上端设置有限位板19,所述弹簧20一端与顶板6接触,其另一端与限位板19接触。
26.所述限位板19中形成螺纹孔,所述冲杆7上部形成外螺纹,所述限位板19、冲杆7之间为螺纹配合。
27.所述拼装板3中形成便于冲杆7通过的拼装孔4。
28.所述顶板6、拼装板3中均设置有对冲杆7进行导向的导向件。
29.所述导向件包括下导向件8、上导向件9,所述下导向件8、上导向件9结构相同。
30.所述下导向件8包括固定板81、套筒82,所述固定板81、套筒82为一体结构。
31.所述固定板81中形成通孔,螺栓穿过通孔拧入到顶板6/拼装板3中对下导向件8进行固定。
32.所述下导向件8设置在顶板6下端,所述上导向件9设置在拼装板3上端。
33.所述下导向件8的固定板81与上导向件9的固定板之间设置有支架10。
34.所述支架10包括两个结构相同的固定体,所述固定体包括两个横向安装板102,在两个横向安装板102之间设置有竖向装配板101,所述竖向装配板101中嵌装有轴承,定压轮11的两个安装段插入到轴承中。
35.所述冲杆7另一侧设置有接近或远离冲杆7的动压轮17。
36.所述动压轮17设置在滑动架16上,所述滑动架16设置在滑动板15上,所述滑动板15在拼装板3、顶板6之间滑动。
37.所述拼装板3中形成导槽,所述滑动板15、导槽组成滑动副。
38.所述立板5中设置有横向液压缸18,所述横向液压缸18的缸杆与滑动板15的背部相连。
39.所述定驱动组件包括与冲杆7相接触的定压轮11,所述定压轮11设置在支架10上。
40.所述定压轮11、动压轮17位于同一平面且分别位于冲杆7两侧。
41.所述拼装板3上设置有驱动电机12,所述驱动电机12的主轴上设置有主动带轮13,所述定压轮11一侧形成从动带轮,所述主动带轮13、从动带轮之间设置有驱动带14。
42.所述主动带轮13、从动带轮为齿形带轮,所述驱动带14为齿形带。
43.优选的,所述顶板6下端形成与导槽相对应的导向槽,从而对滑动板15上端进行导向。
44.所述滑动架16为u字型结构。
45.所述定压轮11、动压轮17的轮面均形成与冲杆7相适应的弧形槽,所述冲杆7与定压轮11、动压轮17面接触。
46.本发明的工作过程如下:首先,初始状态下动压轮17与冲杆7脱离,冲杆7在弹簧20、限位板19的作用下处于抬起状态,即冲杆7下端不探出拼装板3。进行板材送料直至板材压在拼装板3的下端。
47.板材在向上送至拼装板3下端时,首先与压片23接触,随着板材上升,压片23逐渐被挤压,在变形力的作用下对板材进行弹性压紧。
48.然后,驱动横向液压缸18的缸杆向外探出,直至动压轮17与冲杆7相接触。
49.最后,将定压轮11逆时针转动,从而驱动冲杆7向下移动,直至穿过拼装孔后完成冲孔作业。
50.本发明中拼装板下端形成安装槽,对压片和安装压片的螺钉进行容纳,同时压片的压紧弯折部探出安装槽,在板材上送的过程中,四个压片会接触并压紧板材,避免板材的
局部接触造成的冲孔偏差问题,本发明能够有效的保证冲孔质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1