一种链条销套的出料组件的制作方法
1.本发明属于链条加工领域,具体涉及一种链条销套的出料组件。
背景技术:
2.链条是一种工业中常常用到的传动及传送结构,链条通常由多个结构相同的链节单元组成,每个链节通常包括内链板、外链板、销轴、销套组成,相邻链节单元之间的外链板、销轴进行相邻连接。
3.链条中的销套是设置在内链板的通孔中,将两侧的内链板连接在一起,同时,其内部中空是用于销轴的穿过,销轴两端与分别与外链板相连,同时,销轴与销套之间为间隙配合,二者的转动完成了链条的关节活动,因此,链条中的销套是尤为重要的一个关键件。
4.目前,针对于冲压头如何能够快速稳定出料是一个问题。
技术实现要素:
5.本发明为解决现有技术存在的问题而提出,其目的是提供一种链条销套的出料组件。
6.本发明的技术方案是:一种链条销套的出料组件,包括底板,所述底板内侧设置有固定的背部固定板,所述背部固定板端部设置有中心定杆,所述中心定杆从底板中穿出,所述中心定杆上设置有沿其滑动的推环,所述推环能够将冲压后的销套顶出。
7.所述底板中形成阶梯孔,阶梯孔的小径段便于中心定杆的穿过,阶梯孔的大径段用于容纳推环。
8.所述推环的端面与底板的端面平齐。
9.所述推环的背部设置有直接驱动件或间接驱动件。
10.所述直接驱动件包括设置在背部固定板上的液压缸,所述液压缸的缸杆与推环相连。
11.所述间接驱动件包括设置在背部固定板上的液压缸,所述推环背部设置有过渡连接套,所述液压缸的缸杆与过渡连接套相连。
12.所述推环与背部固定板之间还设置有导向件。
13.所述导向件包括设置在背部固定板中的套筒,所述套筒中设置有导杆,所述导杆的一端与推环或者过渡连接套相连。
14.本发明通过底板中形成的阶梯孔实现中心定杆的探出固定,同时能够对推环进行容纳,且推环的端面与底板平齐避免推环对冲压过程造成干涉,通过直接连接或者间接连接的液压缸实现对推环的伸缩推送,同时通过导杆、套筒实现另一侧的导向,本发明能够快速、稳定的将销套送出。
附图说明
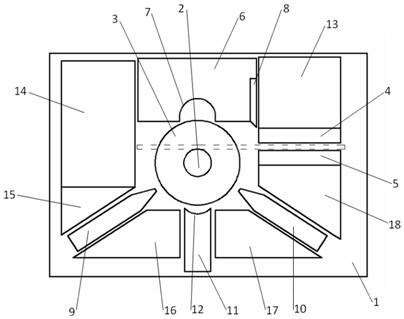
15.图1 是本发明的整体结构示意图;
图2 是本发明中推环的一种安装示意图;图3 是本发明中推环的另一种安装示意图;其中:1底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2ꢀꢀ
中心定杆3推环
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ4ꢀꢀ
进料上导板5进料下导板
ꢀꢀꢀꢀꢀ6ꢀꢀ
切压块7上压槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ8ꢀꢀ
切刀9ⅰ号顶压杆
ꢀꢀꢀꢀꢀ
10
ꢀⅱ
号顶压杆11 顶收块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12 弧形槽13
ꢀⅰ
号导块
ꢀꢀꢀꢀꢀꢀꢀ
14
ꢀⅱ
号导块15
ꢀⅲ
号导块
ꢀꢀꢀꢀꢀꢀꢀ
16
ꢀⅳ
号导块17
ꢀⅴ
号导块
ꢀꢀꢀꢀꢀꢀꢀ
18
ꢀⅵ
号导块19 液压缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20 背部固定板21 导杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22 套筒23 过渡连接套。
具体实施方式
16.以下,参照附图和实施例对本发明进行详细说明:如图1~3所示,一种链条销套的出料组件,包括底板1,所述底板1内侧设置有固定的背部固定板20,所述背部固定板20端部设置有中心定杆2,所述中心定杆2从底板1中穿出,所述中心定杆2上设置有沿其滑动的推环3,所述推环3能够将冲压后的销套顶出。
17.所述底板1中形成阶梯孔,阶梯孔的小径段便于中心定杆2的穿过,阶梯孔的大径段用于容纳推环3。
18.所述推环3的端面与底板1的端面平齐。
19.所述推环3的背部设置有直接驱动件。
20.所述直接驱动件包括设置在背部固定板20上的液压缸19,所述液压缸19的缸杆与推环3相连。
21.所述推环3与背部固定板20之间还设置有导向件。
22.所述导向件包括设置在背部固定板20中的套筒22,所述套筒22中设置有导杆21,所述导杆21的一端与推环3相连。
23.又一实施例一种链条销套的出料组件,包括底板1,所述底板1内侧设置有固定的背部固定板20,所述背部固定板20端部设置有中心定杆2,所述中心定杆2从底板1中穿出,所述中心定杆2上设置有沿其滑动的推环3,所述推环3能够将冲压后的销套顶出。
24.所述底板1中形成阶梯孔,阶梯孔的小径段便于中心定杆2的穿过,阶梯孔的大径段用于容纳推环3。
25.所述推环3的端面与底板1的端面平齐。
26.所述推环3的背部设置有间接驱动件。
27.所述间接驱动件包括设置在背部固定板20上的液压缸19,所述推环3背部设置有
过渡连接套23,所述液压缸19的缸杆与过渡连接套23相连。
28.所述推环3与背部固定板20之间还设置有导向件。
29.所述导向件包括设置在背部固定板20中的套筒22,所述套筒22中设置有导杆21,所述导杆21的一端与过渡连接套23相连。
30.所述过渡连接套23的内壁能够沿着中心定杆2进行滑动,所述过渡连接套23的外壁沿着底板1中阶梯孔的小径段滑动。
31.所述导杆21与液压缸19的缸杆分别位于中心定杆2的两侧。
32.所述底板1上设置有中心定杆2,所述底板1上设置有对进料钢条进行导向的进料导件,所述底板1上还设置有对进料钢条进行长度限定的ⅱ号导块14,所述进料钢条通过进料导件后沿着中心定杆2顶在ⅱ号导块14侧壁,所述底板1上设置有对进料钢条进行切断的切断件和将进料钢条压成筒状的多个压头。
33.所述切断件包括切刀8,所述切刀8设置在切压块6的侧壁处,所述切压块6沿着进料导件的端面移动。
34.所述进料导件包括进料上导板4、进料下导板5,所述进料上导板4、进料下导板5平行,所述进料上导板4、进料下导板5之间形成进料槽,所述进料槽的延长线与中心定杆2相切。
35.所述切压块6中形成与中心定杆2相对应的上压槽7,所述上压槽7将切断后的进料钢条压在中心定杆2上,将进料钢条压成u型板。
36.所述底板1上还设置有对u型板的两个自由端进一步压向中心定杆2的ⅰ号顶压杆9、ⅱ号顶压杆10,将u型板压成收口板。
37.所述ⅰ号顶压杆9、ⅱ号顶压杆10的移动方向均朝向中心定杆2的轴线,所述ⅰ号顶压杆9、ⅱ号顶压杆10沿中心定杆2的轴线左右对称。
38.所述底板1上还设置有将收口板压成销套的顶收块11,所述顶收块11顶部形成与销套相适应的圆弧槽12。
39.所述上压槽7中包括半圆部和平行部,所述半圆部的半径长度为中心定杆2的半径与进料钢条的厚度之和。
40.所述切压块6两侧设置有升降的导向结构,该导向结构包括ⅰ号导块13,所述ⅰ号导块13与进料上导板4相连,且ⅰ号导块13、进料上导板4平齐,该导向结构还包括ⅱ号导块14,所述切压块6在ⅰ号导块13、ⅱ号导块14之间滑动。
41.所述切刀8的端部探出切压块6。
42.所述ⅰ号顶压杆9两侧同样设置有导向结构,该导向结构包括ⅲ号导块15、ⅳ号导块16,所述ⅲ号导块15与ⅱ号导块14相连,所述ⅲ号导块15呈三角形状。
43.所述ⅱ号顶压杆10两侧同样设置有导向结构,该导向结构包括
ⅴ
号导块17、
ⅵ
号导块18,所述
ⅵ
号导块18与进料下导板5相连,所述
ⅵ
号导块18、进料下导板5端部平齐。
44.所述ⅳ号导块16、
ⅴ
号导块17之间围合形成供顶收块11移动的导向结构。
45.所述ⅲ号导块15为三角形状,所述ⅳ号导块16、
ⅴ
号导块17、
ⅵ
号导块18为直角梯形状。
46.所述切压块6、ⅰ号顶压杆9、ⅱ号顶压杆10、顶收块11均由液压缸进行驱动。
47.所述中心定杆2上套有将销套推出的推环3。
48.本发明的工作过程如下:首先,将进料钢条通过进料上导板4、进料下导板5的导向进行送入直到进料钢条顶到ⅱ号导块14侧壁处,停止送料。
49.然后,驱动顶收块11探出,直至顶收块11顶住中心定杆2,实现切压块6进行弯板作业的背部支撑。
50.再后,驱动切压块6朝向中心定杆2移动,切压块6先于对进料钢条进行切断,切压块6继续移动通过上压槽7对切断后的进料钢条进行弯压,压成u型板。
51.再后,顶收块11缩回,同时ⅰ号顶压杆9、ⅱ号顶压杆10同步探出,切压块6作为此工序的支撑,ⅰ号顶压杆9、ⅱ号顶压杆10进一步将u型板的两个平行的自由端向内进行收敛压紧。
52.再后,再次探出顶收块11,切压块6、ⅰ号顶压杆9、ⅱ号顶压杆10作为此工序的支撑,顶收块11的弧形槽12,将收口板的两个自由端进一步压到中心定杆2外壁,从而形成销套。
53.再后,顶收块11、切压块6、ⅰ号顶压杆9、ⅱ号顶压杆10同时退回。
54.最后,液压缸19推动推环3沿着中心定杆2滑动,将加工后的销套推出。
55.本发明通过底板中形成的阶梯孔实现中心定杆的探出固定,同时能够对推环进行容纳,且推环的端面与底板平齐避免推环对冲压过程造成干涉,通过直接连接或者间接连接的液压缸实现对推环的伸缩推送,同时通过导杆、套筒实现另一侧的导向,本发明能够快速、稳定的将销套送出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1