喷嘴、系统和方法与流程
[0001]
本发明涉及一种喷嘴,特别是但不排他地涉及一种用于在焊接操作过程中导引焊料流的喷嘴。本发明涉及一种用喷嘴进行焊接的方法和一种制造喷嘴的方法。
背景技术:
[0002]
选择性焊接可以用于许多焊接应用中,例如焊接印刷电路板(pcb)的部件。一般而言,选择性焊接可以被分为两种方法:多波浸渍焊接和点对点焊接。
[0003]
在多波浸渍焊接过程中,通常使用具有板102的大尺寸焊钖槽或焊接组件100(如图1a所示),该焊钖槽或焊接组件包括喷嘴104,液态焊料被泵送到该喷嘴。pcb(未示出)朝向喷嘴下降,使得(例如在cu(铜)面板中的)连接器引线/引脚浸入存在于喷嘴中的液态焊料中,以在pcb上的对应位置处形成焊接连接/接头。也就是说,可以同时形成多个焊接连接。每个多波浸渍焊接组件具有特定的喷嘴板,其中喷嘴位于所需的焊接位置处。根据要被焊接的连接器和组件上的自由空间,喷嘴可以具有不同的形状。图1b展示了在多峰浸渍焊接过程中使用的典型的喷嘴104。对于具有高桥接风险的连接器,可以在喷嘴104中设置激光切割丝网106(与喷嘴本身分开设置),以帮助避免焊料的桥接。
[0004]
在点对点焊接过程中,通常使用小尺寸焊钖槽或焊接组件200(如图2所示),其通常仅包含一个喷嘴204。与连接器引脚被浸入喷嘴中的多波焊接相比,焊料从喷嘴204溢流,并且引脚被拖曳过或浸入流动的焊料中(或者相反地,可以相对于引脚移动喷嘴)。每个焊接接头被单独地焊接。一些已知的点对点焊接组件包括焊料引流调节器(sdc)213,该焊料引流调节器朝向喷嘴出口和已焊接的引脚投射去桥接流体射流或股流,以帮助防止焊料在相邻的已焊接的连接之间形成桥接。当前的sdc可能很庞大。
[0005]
在点对点焊接中,通常使用多个焊钖槽,各焊钖槽具有不同的喷嘴大小。例如,第一喷嘴可以是较小的喷嘴以焊接细间距部件,并且第二喷嘴可以是较大/较宽的喷嘴以在单次拖曳中焊接较大间距部件(例如双排部件)。如此对多个焊钖槽/喷嘴的需要可能会降低产量,因为必须停止生产以便在喷嘴之间进行切换。
[0006]
有利的是生产有助于克服上述问题的喷嘴。
技术实现要素:
[0007]
根据本发明的第一方面,提供了一种用于在焊接操作过程中导引焊料流的喷嘴,该喷嘴包括:
[0008]
主体部分,该主体部分具有:
[0009]
入口,该入口用于接收焊料的供应;
[0010]
出口部分,该出口部分具有用于从中分配焊料的一个或多个出口;以及
[0011]
至少一个通道,该至少一个通道将该入口流体地连接到该一个或多个出口;
[0012]
其中,该出口部分被适配成布置在该入口上方,使得在使用中,焊料沿着该至少一个通道在大致向上的方向上从该入口流到该出口部分,
[0013]
其中,该出口部分具有第一溢流区段和第二溢流区段,每个溢流区段与该一个或多个出口中的出口的外围边缘成一体或每个溢流区段连接到该外围边缘,使得在使用中,该焊料从该一个或多个出口中的出口分配并流过该第一溢流区段和/或该第二溢流区段,
[0014]
其中,该第一溢流区段的至少一部分具有第一宽度,使得在使用中,流过该第一溢流区段的焊料产生宽度基本上对应于该第一宽度的焊料流,并且
[0015]
其中,该第二溢流区段的至少一部分具有不同于该第一宽度的第二宽度,使得在使用中,流过该第二溢流区段的焊料产生宽度基本上对应于该第二宽度的焊料流。
[0016]
合适地,该第一溢流区段和该第二溢流区段与共同出口成一体或该第一溢流区段和该第二溢流区段连接到该共同出口。
[0017]
合适地,该出口部分具有第一出口和第二出口。
[0018]
合适地,该第一溢流区段与该第一出口成一体或该第一溢流区段连接到该第一出口,并且其中,该第二溢流区段与该第二出口成一体或该第二溢流区段连接到该第二出口。
[0019]
合适地,该主体部分包括第一通道和第二通道,该第一通道将该入口流体地连接到该第一出口,该第二通道将该入口流体地连接到该第二出口。
[0020]
合适地,该第一溢流区段和/或该第二溢流区段在该一个或多个出口中的出口的外围边缘中包括基本上平直的部分。
[0021]
合适地,该第一溢流区段和/或该第二溢流区段在该一个或多个出口中的出口的外围边缘内包括凹陷区段或阶梯式区段。
[0022]
合适地,该第一溢流区段和该第二溢流区段位于该出口部分的相对两侧上。
[0023]
合适地,该出口部分具有第三溢流区段,该第三溢流区段与该一个或多个出口中的出口的外围边缘成一体或该第三溢流区段连接到该外围边缘,其中,该第三溢流区段的至少一部分具有不同于该第一宽度和该第二宽度的第三宽度,使得在使用中,流过该第三溢流区段的焊料产生宽度基本上对应于该第三宽度的焊料流。
[0024]
合适地,该溢流区段围绕该出口部分的周缘间隔开。
[0025]
合适地,该喷嘴包括多个堆叠层,该多个堆叠层被设置成限定该至少一个通道。
[0026]
合适地,这些堆叠层在增材制造或3d打印过程中被沉积。
[0027]
合适地,这些堆叠层包含不锈钢或钛。
[0028]
根据本发明的第二方面,提供了一种用于焊接部件的系统,该系统包括:
[0029]
液体焊料供应部;
[0030]
根据本发明的第一方面的喷嘴;
[0031]
泵设备,该泵设备被构造成将焊料从该焊料供应部泵送到该喷嘴;以及
[0032]
致动装置,该致动装置被构造成改变该喷嘴与要被焊接的部件之间的相对取向。
[0033]
合适地,该喷嘴具有纵向轴线。
[0034]
合适地,该致动装置被构造成使该喷嘴绕其轴线旋转。
[0035]
合适地,该致动装置被构造成使该喷嘴轴线和/或该要被焊接的部件倾斜,以改变两者之间的角度。
[0036]
根据本发明的第三方面,提供了一种制造用于在焊接操作过程中导引焊料流的喷嘴的方法,该方法包括:
[0037]
在增材制造或3d打印过程中沉积材料层以构建根据本发明的第一方面的喷嘴。
[0038]
合适地,该材料是不锈钢或钛。
[0039]
根据本发明的第四方面,提供了一种焊接部件的方法,该方法包括:
[0040]
提供根据本发明的第二方面的系统;
[0041]
提供要被焊接的部件;
[0042]
基于所需的焊料宽度选择优选的溢流区段;
[0043]
调整该喷嘴与该要被焊接的部件之间的相对取向,使得在焊接操作过程中,将使用在焊料流过该优选的溢流区段时产生的焊料流焊接该部件;以及
[0044]
执行焊接操作。
[0045]
适当地,该部件是印刷电路板。
[0046]
合适地,通过使该喷嘴绕其轴线旋转来调整该喷嘴与该要被焊接的部件之间的相对取向。
[0047]
合适地,通过使该喷嘴轴线和/或该要被焊接的部件倾斜以改变两者之间的角度来调整该喷嘴与该要被焊接的部件之间的相对取向。
[0048]
合适地,该方法进一步包括以下步骤:
[0049]
基于另一所需的焊料宽度选择另一优选的溢流区段;
[0050]
调整该喷嘴与该要被焊接的部件之间的相对取向,使得在焊接操作过程中,将使用在焊料流过该另一优选的溢流区段时产生的焊料流焊接该部件;以及
[0051]
执行进一步的焊接操作。
[0052]
本发明的某些实施例提供的优点在于,提供了一种用于在焊接操作过程中导引焊料流的喷嘴,该喷嘴可以用于产生不同宽度的焊料流。由此,可以减少或完全消除在焊接操作过程中在喷嘴之间进行切换的必要性。这有助于提供更快、更有效、并且具有更少延时的焊接过程。
[0053]
本发明的某些实施例提供的优点在于,提供了一种焊接部件的方法,该方法比已知方法导致更少的生产延时。
[0054]
如本文所用,当提到在喷嘴内使用的“焊料”时,应该理解的是,焊料处于液态。
[0055]
如本文所用,应该理解的是“出口的外围边缘”是限定出口的边界或嘴部的边缘。外围边缘可以被认为是界定出口的单个连续的边缘或者连接/结合以限定出口的多个边缘。
[0056]
如本文所用,应该理解的是,“喷嘴的轴线”指的是喷嘴的纵向轴线(即,与焊料流动的方向大致同轴的喷嘴的轴线)。在所描述的示例中,喷嘴轴线通常对应于喷嘴的通道(即,该轴线在使用中通常基本上竖直延伸)。
[0057]
如本文所用,应该理解的是,“溢流区段”是一结构区段(例如出口部分或出口),在焊料从喷嘴出口“溢流”时焊料流过该结构区段。溢流区段可以是边缘(例如出口的外围边缘)、边缘的区段或连接到边缘的表面。换句话说,对于被布置成使得焊料在大致向上的方向上朝向出口流动并随后从该出口流出的喷嘴,焊料从喷嘴出口流出(即从喷嘴出口分配)、流过溢流区段(在流过溢流区段之前、之后或期间趋于平缓)、然后沿着(或邻近)该喷嘴的外表面(由于重力)在大致向下的方向上流动。一般而言,在焊料已经至少部分地流过溢流区段之后,要被焊接的连接器引脚被拖曳过或浸入流动的焊料中。
[0058]
如本文所用,应该理解的是,“溢流区段的宽度”通常指的是与从中流过的焊料横
交或垂直的溢流区段(即边缘、边缘区段或表面)的尺寸。应当理解的是,“溢流区段的宽度”可以是溢流区段的仅一部分的宽度。例如,溢流区段可以包括一表面,该表面的宽度尺寸朝向嘴部部分变窄。对于作为溢流区段的弯曲边缘或喷口,宽度可以是弯曲的边缘的多个端点之间的距离。
[0059]
如本文所用,应该理解的是,溢流区段的宽度可以被构造成:通过引导或限制焊料在溢流区段上的流动,“使得在使用中,流过溢流区段的焊料产生宽度基本上对应于该溢流区段的宽度的焊料流”。一般来说,由于溢流区段上焊料的表面张力,焊料的流动可以被引导或限制。例如,当溢流区段是边缘(特别是相邻的邻接边缘之间成角度的边缘)时,流过边缘的焊料的表面张力可以帮助确保焊料基本上仅流过边缘(即,而不是溢出到相邻边缘上)。在其他示例中,溢流区段可以通过使用物理屏障来引导或限制焊料从其上流过,该物理屏障限定了溢流区段的宽度(即限定了溢流区段的端点),从而使焊料流动过某一宽度。
[0060]
如本文所用,应该理解的是,短语“倾斜”用于描述特征/部件相对于基准面或另一特征/部件的倾斜度或角度的变化。例如,pcb可以相对于水平面倾斜。也就是说,pcb的平面与水平面之间的角度可以增大或减小。作为另一示例,pcb可以相对于焊接喷嘴倾斜(反之亦然)。也就是说,pcb的平面与喷嘴轴线之间的角度可以增大或减小。
附图说明
[0061]
下文将参考附图进一步描述本发明的实施例,在附图中:
[0062]
图1a和图1b(分别)展示了用于在多波浸渍焊接过程中使用的焊钖槽和喷嘴的立体图;
[0063]
图2展示了用于在点对点焊接过程中使用的焊钖槽的侧视图;
[0064]
图3至图5展示了用于在焊接操作过程中导引焊料流的喷嘴的示例的立体图;
[0065]
图6展示了图3至图5的喷嘴的横截面;
[0066]
图7a和图7b展示了焊接操作过程中的图3至图5的喷嘴;
[0067]
图8展示了用于在焊接操作过程中导引焊料流的喷嘴的另一示例的横截面视图;
[0068]
图9a和图9b展示了焊接操作过程中的图8的喷嘴的立体图;
[0069]
图10a和图10b展示了焊接操作过程中的图8的喷嘴;
[0070]
图11展示了用于在焊接操作过程中导引焊料流的喷嘴的另一示例的横截面视图;
[0071]
图12a和图12b展示了图11的喷嘴的平面视图;
[0072]
图13和图14展示了包括图3至图5的喷嘴的焊接组件的立体图;并且
[0073]
图15展示了用于在焊接操作过程中导引焊料流的喷嘴的另一示例的横截面视图。
[0074]
在附图中,相似的附图标记表示相似的部件。
具体实施方式
[0075]
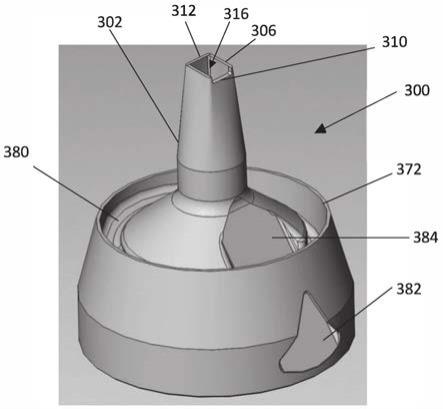
图3至图6展示了用于在焊接操作过程中导引焊料流的本发明的喷嘴300的示例性实施例。喷嘴300包括主体部分302,该主体部分具有入口304,该入口用于接收焊料的供应。主体部分302进一步包括出口部分,该出口部分具有用于从中分配焊料的出口316。主体部分302进一步包括通道314,该通道将入口304流体地连接到出口316。在此示例中,入口304位于主体部分302的第一端部处,并且出口316位于主体部分302的相反的第二端部处。
[0076]
在此示例中,通道314具有与入口304相对应的较大/较宽的嘴部部分,并且朝向较窄的出口316大体上逐渐变细。在此示例中,喷嘴300的外部轮廓对应于通道314(也就是说,具有较大/较宽的底部,朝向较窄的出口部分逐渐变细)。然而,在其他示例中,通道314和喷嘴外部轮廓可以具有任何合适的形状/大小/轮廓。
[0077]
出口部分(即出口316)被适配成布置在入口304上方,使得在使用中,焊料沿着通道314在大致向上的方向上从入口304流到出口316。换句话说,在使用中,喷嘴被布置成使得焊料从入口304流到出口316,并从该出口“溢流”。在此示例中,在使用中,喷嘴300竖直布置(即出口316位于入口304正上方),然而在其他示例中,喷嘴300可以稍微倾斜。
[0078]
出口316由外围边缘306限定。换句话说,外围边缘限定了出口316的边界。出口316具有第一溢流区段310和第二溢流区段312。在此示例中,每个溢流区段310、312与出口316的外围边缘成一体。也就是说,溢流区段310、312是出口316的外围边缘的区段。在此示例中,第一溢流区段310和第二溢流区段312是一个或多个出口中的出口的外围边缘中基本上平直的部分,然而在其他示例中,溢流区段可以对应于弯曲的外围边缘中的部分。在此示例中,第一溢流区段310和第二溢流区段312相对于外围边缘的相邻部分成角度。
[0079]
焊料从出口316分配,并流过第一溢流区段310和第二溢流区段312中的一个或两个。在一些示例中,焊料可以同时在两个溢流区段310、312上分配,由此产生两股不同的焊料流。在其他示例中,例如,如果到达并越过一个溢流区段的流动路径具有较低的阻力,焊料可以优先在这个溢流区段上分配(例如,由于具有朝向特定溢流区段成坡度的出口,比如图3至图6的示例,其中当喷嘴竖直布置时,焊料优先流过溢流区段310)。在这样的示例中,喷嘴可能需要偏离竖直方向倾斜,以允许流过非优先的溢流区段。
[0080]
第一溢流区段310具有第一宽度。换句话说,第一溢流区段310具有与其上的焊料流动横交的宽度尺寸。第一溢流区段310的宽度使得在使用中,流过第一溢流区段的焊料产生宽度基本上对应于(第一溢流区段310的)第一宽度的焊料流。类似地,第二溢流区段312具有第二宽度,使得在使用中,流过第二溢流区段312的焊料产生宽度基本上对应于第二宽度的焊料流。第二溢流区段312的宽度不同于第一溢流区段310的宽度。换句话说,第一溢流区段310和第二溢流区段312的大小被设计成使得当从输出分配焊料时第一溢流区段310和第二溢流区段312产生具有不同宽度的不同焊料流。
[0081]
溢流区段可以根据所需用途具有任何合适的宽度。在此示例中,第一溢流区段310可以具有从约1mm至4mm、适宜地2mm的宽度,并且第二溢流区段312可以具有从约4mm至10mm、适宜地6mm的宽度。
[0082]
在此示例中,第一溢流区段310和第二溢流区段312位于出口部分(在这种情况下仅仅是出口316)的相对或相反的两侧。然而,在其他示例中,溢流区段310、312可以围绕出口316或出口部分以其它的量分开,例如溢流区段可以被布置成使得流过这些溢流区段的多股焊料流彼此形成从约30度至160度、适宜地从约40度至100度的角度。
[0083]
在此示例中,第一溢流区段310在出口316的外围边缘306内包括凹陷区段或阶梯式区段。也就是说,第一溢流区段310从外围边缘306的相邻部分向下凹陷。这种凹陷区段或阶梯式区段可以提供明确的边界,焊料流在该边界内被引导以产生特定宽度的流。在其他示例中,溢流区段310、312在外围边缘内都可以包括或都可以不包括凹陷区段或阶梯式区段。
[0084]
在此示例中,喷嘴300的外表面包括至少一个引导部分,该至少一个引导部分被构造成引导从出口316分配的焊料。引导部分可以是通道、凹槽、平坦的引导表面等。
[0085]
在此示例中,喷嘴300的主体部分302被侧壁部分372围绕。在主体部分302与隆起的壁部分372之间的接合处限定了第一引导部分,即通道380,该通道被构造成引导从出口316分配的焊料。通道380围绕喷嘴300的外表面延伸,并将溢流液体焊料引导回到液体焊料的供应部(即焊钖槽或焊料储存器)中。换句话说,通道部分380被构造成起到沟槽的作用,该沟槽位于喷嘴300的主体部分302周围,以将焊料顺畅地引导回到焊料供应部。
[0086]
焊料可以例如通过通道部分380的侧壁部分372中的开口382被引导回到焊料供应部。
[0087]
在此示例中,喷嘴300包括第二引导部分,即引导表面384。在此示例中,引导表面384是主体部分302上的平坦区段,该平坦区段沿着喷嘴300的外部纵向延伸。在此示例中,引导表面384与溢流区段310纵向对齐(即从该溢流区段向下延伸)。由此,在焊料流过溢流区段310时,焊料可以沿着引导表面向下流回到焊料供应部。应当理解的是,喷嘴300可以包括从两个溢流区段延伸的引导表面。
[0088]
图3至图6的喷嘴被构造成在用于焊接部件的系统中使用,该系统进一步包括液体焊料供应部、泵设备,该泵设备被构造成将焊料从焊料供应部泵送到喷嘴(或更具体地泵送到喷嘴的出口部分/出口)。例如,该系统可以是本领域已知类型的系统,例如vitrionics soltec zevam。
[0089]
在此示例中,该系统用于焊接部件,例如印刷电路板(pcb)。
[0090]
在一些示例中,该系统可以包括传送系统,该传送系统被构造成支撑pcb并将该pcb从第一装载非焊接位置移动到焊接位置(例如在系统内的焊接工位处)。可以使用任何合适的传送系统,例如引脚支撑链条。
[0091]
一旦处于焊接位置,就可以进行焊接操作。在焊接操作过程中,将焊料泵送到喷嘴出口,使得焊料从该喷嘴出口溢流。然后,将连接器引脚拖曳过或浸入与其中一个溢流区段相对应的溢流焊料中(或者相反,喷嘴可以相对于pcb的连接器引脚移动)。换句话说,在焊接操作过程中,喷嘴、pcb或喷嘴与pcb两者可相对于彼此移动(即,喷嘴与pcb之间的相对位置被调整)。
[0092]
当焊接pcb的特定区段(对所需的焊料宽度具有具体要求)时,可以基于所需的焊料宽度选择优选的溢流区段。换句话说,选择产生优选宽度的焊料流的溢流区段。在焊接操作过程中,然后可以将pcb的连接器引脚拖曳入或浸入所述焊料流中。
[0093]
可以由系统的控制器进行选择。控制器可以使得该选择基于根据预编程信息的信息。例如,控制器可以包括(或可以访问)存储器,该存储器包括与针对pcb的特定区段的焊料流的优选宽度相关的信息。
[0094]
在一些示例中,附加的识别/确定步骤可以在选择步骤之前。也就是说,可以例如通过对pcb的目视检查来识别或确定与pcb(具体地,pcb的特定区段)相关的信息。选择步骤然后可以基于这个识别/确定的信息。
[0095]
图7a展示了使用喷嘴300在pcb 800上进行焊接操作的示例。在此示例中,当焊接一排引脚801时,溢流区段310已经被选择为优选的溢流区段。
[0096]
在焊接操作之前,可能需要调整喷嘴与pcb之间的相对取向和/或位置,使得在焊
接操作过程中,将使用在焊料流过优选的溢流区段时产生的焊料流焊接pcb。换句话说,可以调整喷嘴与pcb之间的相对取向和/或位置,以将pcb的连接器引脚与从优选的溢流区段溢流的焊料对齐(考虑焊接操作过程中pcb与喷嘴之间的相对运动的方向)。作为示例,考虑图7a中的引脚801,一旦溢流区段310已被选择为优选的溢流区段,可能需要调整喷嘴与pcb之间的相对位置和取向,以将引脚801与流过溢流区段310的焊料流对齐。
[0097]
在一些示例中,通过使喷嘴轴线和/或pcb倾斜以改变两者之间的角度来调整喷嘴与pcb之间的相对取向。也就是说,喷嘴可以相对于pcb倾斜和/或pcb可以相对于喷嘴倾斜。
[0098]
在此示例中,通过使pcb 800相对于喷嘴300(其保持竖直)倾斜来调整喷嘴300与pcb 800之间的相对取向。换句话说,pcb 800背离水平面地倾斜。由于利用重力而以较低的桥接风险更好地引流焊料,使pcb倾斜有利于焊接过程。
[0099]
在一些示例中,通过使喷嘴绕其轴线旋转来调整喷嘴与pcb之间的相对取向。也就是说,在pcb处于固定位置的情况下,喷嘴绕其纵向轴线旋转,以调整两者之间的相对取向。在此示例中,喷嘴300已经被旋转,直到焊料流过优选的溢流区段310的路径与喷嘴300相对于pcb 800的移动方向基本上对齐。
[0100]
在此示例中,喷嘴300平行于pcb 800移动(见箭头1000),以将连接器引脚浸入溢流焊料中。特别地,喷嘴向下移动,但平行于pcb 800的倾斜度。也就是说,喷嘴相对于pcb的位移具有水平分量和竖直分量两者。具体地,在焊接操作过程中,为了允许pcb 800的连接器引脚被拖曳过溢流焊料(不管非水平pcb 800与竖直喷嘴之间的相对角度如何),调整喷嘴的高度。
[0101]
在某些情况下,可能需要用第一宽度的焊料流焊接pcb的某些区段,而用第二宽度的焊料流焊接pcb的其他区段。例如,可以用不同厚度的焊料流焊接不同类型/大小的连接器引脚。类似地,根据连接器引脚在pcb上的布置,可能需要较小的焊料流(例如,双排连接器可能需要更细的焊接间距)。作为示例,第一组引脚可能需要约2mm的焊料宽度,而同一pcb上的第二组引脚可能需要6mm的焊料宽度。
[0102]
返回参考图7a的示例,在焊接引脚801之后,可以基于针对焊接引脚803优选的所需的焊料宽度重复选择过程。如果需要(例如,如果针对引脚803的优选的溢流区段与针对引脚801的优选的溢流区段不相同),可以在进一步焊接操作之前调整喷嘴与pcb之间的相对取向。
[0103]
在此示例中,溢流区段312被选择为用于焊接引脚803的优选的溢流区段。图7b展示了pcb 800和喷嘴300绕其轴线旋转之后的喷嘴300。在此示例中,由于溢流区段310、312位于出口316的相对两侧上,喷嘴旋转180度以从使用溢流区段310切换到使用溢流区段312。在其他示例中,旋转的量将取决于溢流区段的相对位置。
[0104]
在此示例中,还通过使喷嘴300相对于pcb 800倾斜来调整喷嘴300与pcb 800之间的相对取向。换句话说,喷嘴轴线背离竖直方向倾斜。这有助于焊料的流动不再自然地优先流过溢流区段310(由于出口的斜度)。然而,在没有这种优先流动的其他示例中,可能不需要倾斜喷嘴。
[0105]
在调整喷嘴与pcb之间的相对取向之前,根据要被焊接的连续多个连接器引脚之间的相对位置,还可能进行pcb与喷嘴之间的相对位置的调整。例如,如果一排引脚801和一排引脚803位于pcb的不同部位(而不是对齐的),则可以平移pcb和/或喷嘴以重新定位pcb
和/或喷嘴。
[0106]
将pcb的倾斜和喷嘴的旋转相组合在使用细间距焊接时,例如在焊接双排连接器时,有助于减少切换使用中的焊钖槽/喷嘴的必要性。
[0107]
为了调整喷嘴与pcb之间的相对位置和取向,该系统进一步包括致动装置。根据需要,致动装置可以被构造成使喷嘴绕其轴线旋转和/或使喷嘴轴线和/或pcb倾斜,以改变两者之间的角度和/或调整pcb与喷嘴的相对位置。
[0108]
可以使用任何合适的致动装置,例如电或机械致动器。应当理解的是,致动装置可以包括例如由控制器集中控制的单个致动装置(例如包括独立的致动器,每个致动器被构造成提供对位置/取向的特定调整)。在其他示例中,致动装置可以包括各自被单独控制和操作的多个单独的致动器。
[0109]
图8、图9a和图9b展示了用于在焊接操作过程中导引焊料流的喷嘴600的另一示例。喷嘴600包括许多与前述示例的喷嘴300共同的特征,其中相似的部件以相同的方式标记,但是具有前缀标号6-。喷嘴600适用于与前述示例描述的相同的系统,并且以基本上相同的方式操作。
[0110]
在此示例中,出口部分包括多于一个的出口。在此特定示例中,出口部分包括两个出口616
1-2
。也就是说,出口部分包括两个不同的出口,焊料在焊接操作过程中从这两个出口分配。在其他示例中,可以使用任何数量的出口,例如3个、4个或更多个出口。
[0111]
在此示例中,存在与每个出口616
1-2
相关联的溢流区段610、612,然而在其他示例中,每个出口616
1-2
可以包括多于一个的溢流区段。在此示例中,每个出口的溢流区段连接到对应的出口。特别地,在此示例中,溢流区段是对应的出口的外围边缘的区段。
[0112]
在此示例中,喷嘴600包括通道620和622,其中每个通道将对应的出口616
1-2
流体地连接到入口604。在此示例中,通道620和622经由同一通道614将对应的出口616
1-2
流体地连接到入口。然而,在其他示例中,每个通道可以独立地从入口604延伸到对应的出口616
1-2
。
[0113]
在喷嘴中使用多于一个的通道允许更好地控制液相焊料的流动。例如,如前述示例所指示的,当使用具有多个溢流区段的单个通道时,焊料将选取最小阻力的路径(例如,焊料通常将流过最低的溢流区段)。这可能导致在一个溢流区段上的流量较高,而在另一溢流区段上几乎没有流量。由此,当需要时,喷嘴可能需要朝向非优先的溢流区段倾斜。为每个出口和/或每个溢流区段提供单独的供应通道允许对焊料选取的路径进行更好的控制。在一些示例中,这些通道中的一个或多个可以具有位于通道内的限流元件,例如螺钉或类似物,以限制/控制从中经过的流体。在一些示例中,如果对应的出口或溢流区段没有被使用,则通道可以被手动关闭(并且然后在需要时被重新打开)。
[0114]
在此示例中,如图9a和图9b所示,在使用中,焊料同时流过每个溢流区段610、612,以产生两股不同的焊料流。图10a和图10b展示了焊接操作中使用的喷嘴600。具体地,图10a展示了当溢流区段610是优选的溢流区段时使用中的喷嘴600。与前述示例一样,通过使pcb 800相对于喷嘴600(其保持竖直)倾斜来调整喷嘴600与pcb 800之间的相对取向。在此示例中,pcb 800倾斜的方式使得当喷嘴600平行于pcb 800移动时(见箭头1000),连接器引脚仅被浸入到从优选的溢流区段(即溢流区段610)溢流的焊料中。换句话说,pcb 800朝向优选的溢流区段倾斜。pcb 800的倾斜防止连接器引脚被浸入到流过非优选的溢流区段612的焊
料流中。
[0115]
图10b展示了当溢流区段612是优选的溢流区段时使用中的喷嘴600。在此示例中,喷嘴600已经从图10a所展示的布置经过旋转(在此示例中旋转了大致180度),直到焊料流过优选的溢流区段612的路径与喷嘴600相对于pcb 800的移动方向基本上对齐。在喷嘴600旋转之后,倾斜pcb确保连接器引脚现在将仅被浸入到从溢流区段612溢流的焊料中,而不会被浸入现在是非优选的溢流区段610中。
[0116]
图11、图12a和图12b展示了用于在焊接操作过程中导引焊料流的喷嘴400的另一示例。喷嘴400包括许多与前述示例的喷嘴共同的特征,其中相似的部件以相同的方式标记,但是具有前缀标号4-。喷嘴400适用于在与前述示例描述的相同的系统,并且以基本上相同的方式操作。
[0117]
在此示例中,喷嘴400包括三个出口416
1-3
,每个出口具有对应的溢流区段。特别地,在此示例中,每个溢流区段包括从对应的出口的外围边缘延伸的表面。在使用中,焊料从每个出口流出,并流过对应的溢流区段的表面。在此示例中,喷嘴400包括三个通道420、422、424(然而通道420在图中不可见)。每个通道420、422、424经由导管414将对应的出口流体地连接到入口404。
[0118]
在此示例中,每个溢流区段的表面包括边界壁或边缘,该边界壁或边缘为流过溢流区段的表面的焊料提供边界。换句话说,每个溢流区段的表面的焊料可以流过的部分由壁或边缘界定(在表面的一部分处的诸个边界壁之间的距离是表面的“宽度”)。这可以有助于引导焊料从其上流过,并还防止从不同出口分配的焊料之间的混合。
[0119]
在此示例中,每个溢流区段所具有的宽度不同于其他溢流区段的宽度,使得在使用中,流过每个溢流区段的焊料产生具有不同宽度的焊料流。例如,与第一出口4161相关联的溢流区段的表面可以具有从约1mm至4mm、适宜地2mm的宽度,与第二出口4162相关联的溢流区段的表面可以具有从约2mm至6mm、适宜地4mm的宽度,并且与第三出口4163相关联的溢流区段的表面可以具有从约4mm至8mm、适宜地6mm的宽度。
[0120]
在此示例中,出口部分具有大致矩形的轮廓(从上方观察),然而其他轮廓也是可能的。溢流区段围绕出口部分的周缘间隔开,使得流过溢流区段的焊料在不同的方向上被导引(如图12b所示)。由此,通过旋转喷嘴,例如通过旋转90度或180度,可以提供不同宽度的焊接流。
[0121]
图13和图14展示了焊接组件500,该焊接组件包括用于在焊接操作过程中导引焊料流的喷嘴300。在所展示的示例中,喷嘴300对应于图3至图6所展示的喷嘴,然而在其他示例中,此示例的喷嘴可以对应于喷嘴400、喷嘴600或本文讨论的任何变体。
[0122]
在此示例中,焊接组件进一步包括遮挡组件410,该遮挡组件包括遮挡部412,该遮挡部被构造成至少部分地围绕喷嘴300。特别地,遮挡部412被构造成至少部分地围绕喷嘴300的侧部(即侧壁部分372),由此允许喷嘴延伸穿过遮挡部412的孔或中空内腔。在此示例中,遮挡部412具有中空截头圆锥形轮廓。然而,在其他示例中,遮挡部412可以具有其他轮廓,例如圆柱形。
[0123]
遮挡部412被构造成在使用中容纳来自喷嘴300的焊料的飞溅物,并帮助将焊料从喷嘴300引导回到焊料供应部。
[0124]
在此示例中,遮挡组件410进一步包括导管414,该导管被构造成投射、发射或分配
去桥接流体。在此示例中,导管414具有第一端部,该第一端部被构造成连接到去桥接流体(例如惰性气体流,比如氮气)的供应部。导管414具有第二端部,该第二端部被定位在喷嘴出口406附近。在使用中,去桥接流体通过导管414从流体供应部供应,并且作为去桥接流体股流或射流从导管414的第二端部投射。去桥接流体的供应可以是连续的或间歇的(例如,对应于连接器引脚的焊接)。在一些示例中,去桥接流体流的温度和/或速度是可调节的。
[0125]
导管414被构造成将去桥接流体投射到喷嘴300的出口316附近的区域。也就是说,去桥接流体射流或股流朝向喷嘴300的出口316附近的区域被导引或成角度。如此,去桥接流体射流或股流朝向由从出口分配的溢流焊料流最近焊接的部件投射。例如,当正使用焊接组件焊接pcb上的连接器引脚时,在连接器引脚从溢流焊料流中露出时,连接器引脚被去桥接流体撞击。遮挡部412有助于在焊接区域提供惰性环境。也就是说,去桥接流体被吹入焊钖槽中,并将沿着喷嘴逸出。遮挡部降低了氧气水平,并且避免了焊接过程中的氧化,并且有助于促进焊料润湿。
[0126]
在此示例中,在使用中,导管414是有指向的/成角度的,以便朝与pcb与喷嘴之间的相对运动相反的方向导引去桥接流体射流或股流。
[0127]
在一些示例中,导管(其可以与遮挡部成一体,也可以不与遮挡部成一体)可相对于喷嘴300旋转。也就是说,在喷嘴300相对于pcb旋转时,导管(以及在示例中还有遮挡部)可以保持固定,使得射流或股流基于使用中的溢流区段(相对于喷嘴)重新定向。在一些示例中,在喷嘴在不同溢流区段的使用之间切换时,导管可以相对于pcb保持固定取向,并且仅喷嘴可以旋转。在其他示例中,导管和喷嘴两者都可以一定程度地旋转。换句话说,导管可以独立于喷嘴旋转。
[0128]
因为去桥接流体撞击已焊接的部件,因此减少了或防止了相邻的已焊接的部件(例如,一排连接器引脚内的相邻的连续焊接的连接器引脚)之间的桥接。也就是说,当溢流焊料桥接相邻的连接器引脚时,溢流焊料可能变得不稳定,其中这种不稳定性通过撞击去桥接流体被校正。此外,使用热气体(例如处于高于约230摄氏度(通常对应于焊料的液相线温度)的温度下的氮气)作为去桥接流体提高了可热焊性。
[0129]
在此示例中,导管的第二端部是基本上扁平的。也就是说,导管具有大致管状的轮廓,其中第二管状端部被扁平化以从中提供更集中的流动。
[0130]
修改
[0131]
对上述详细设计的各种修改是可能的。例如,应当理解的是,上述示例(及其变化形式)的各方面可以以任何合适的方式组合。在非限制性示例中,上述喷嘴可以具有任何合适数量的出口,每个出口与任何合适数量的(上述任何构型的)溢流区段一体形成或者连接至任何合适数量的溢流区段。溢流区段可以围绕出口部分的周缘布置在任何合适的位置,以允许从其上流过。
[0132]
所描述的示例的喷嘴可以以任何合适的方式制造。例如,喷嘴可以包括多个堆叠层,该多个堆叠层被设置成限定至少一个通道。堆叠层可以例如在增材制造或3d打刷过程中被沉积。例如,堆叠层可以包含不锈钢或钛。以这种方式(例如通过增材制造或3d打印)构造喷嘴允许生产不同的形状和型号,这些形状用铣床或钻床通常是不可实现的。由此,可以生产功能改进的喷嘴和/或更有效使用材料的喷嘴。3d打印的喷嘴可以具有合适的涂层以提高耐腐蚀性(例如碳化铬的扩散涂层)。使用3d打印来生产所描述的示例的喷嘴允许有效
地生产这种喷嘴(几何形状复杂,包括多于一个的溢流区段)。
[0133]
类似地,在所描述的示例的其他方面,可以在增材制造或3d打印过程中生产例如屏蔽件412、导管414。
[0134]
在一些示例中,例如如图15所示,导管可以与喷嘴成一体。例如,导管可以从喷嘴的端部延伸。例如,导管可以位于溢流区段之间(图15展示了从图8所展示的类型的喷嘴700延伸的导管714)。以这种方式,导管被适当地定位以对两个溢流区段都起作用。通过同时朝向两个溢流区段投射去桥接流体,导管可以对两个溢流区段都起作用。替代性地,导管可以相对于溢流区段旋转,使得在喷嘴旋转时(在溢流区段的使用之间切换),喷嘴相对于导管旋转,并且因此导管总是与使用中的溢流区段对齐。
[0135]
应当理解的是,在“基本上对应于”第一/第二溢流区段的宽度时,产生的焊料流的宽度可以与第一/第二溢流区段的宽度完全相同。然而,产生的焊料流的宽度可以与第一/第二溢流区段的宽度略有不同。例如,(特别是如果溢流区段不包括凹陷部分或阶梯式部分或边界壁),产生的焊料流的宽度可以大于或小于对应的溢流区段的宽度。焊料流的宽度大于或小于对应的溢流区段的宽度的量可以根据泵的输出而变化。
[0136]
同样,应当理解的是,焊料流的宽度可以随着距出口的距离而变化。例如,溢流区段可以仅在一定距离上引导/限制焊料的流动(例如直到焊料已经完全或至少部分地流过溢流区段),之后焊料流的宽度可以增加或减少。
[0137]
在一些示例中,pcb在焊接操作过程中可以是水平的。在这样的示例中,一个或多个通道可以被关闭,使得焊料仅流过单个溢流区段。替代性地,可以相对于喷嘴升高pcb,其方式为使得连接器引脚被拖曳过位置最高的焊料流。然后,可以倾斜pcb或喷嘴,以切换到使用另一溢流区段。
[0138]
在一些示例中,pcb可以沿着多于一条的轴线倾斜。例如,pcb限定了-xy平面,该pcb可以沿x和y方向中的任何一个方向(以正角度和负角度)倾斜。
[0139]
在上述示例中,喷嘴在整个焊接操作中保持竖直。然而,在其他示例中,喷嘴可以倾斜(即,喷嘴的轴线可以相对于水平面倾斜)。特别地,喷嘴可以被倾斜成使得焊料仅流过其中一个溢流区段(即喷嘴倾斜朝向的溢流区段)。喷嘴可以如上所述沿其轴线旋转,以在溢流区段的使用之间切换。
[0140]
在上述示例中,在焊接操作过程中,pcb倾斜并且喷嘴沿着pcb的斜度向下移动。然而,在其他示例中,喷嘴可以以其他方式相对于pcb移动。也就是说,回过头来参考图7a和图7b,喷嘴可以移入或移出页面。
[0141]
对于本领域技术人员来说,将清楚的是,关于上述任何实施例描述的特征可以在不同的实施例之间可互换地应用。上述实施例是用于展示本发明的各种特征的示例。
[0142]
贯穿本说明书的说明书部分和权利要求,词语“包括”和“包含”以及它们的变化形式意味着“包括但不限于”,并且它们不旨在(并且不)排除其他部分、添加物、部件、整体或步骤。贯穿本说明书的说明书部分和权利要求,单数涵盖复数,除非上下文另有要求。特别地,在使用不定冠词的情况下,说明书应被理解为考虑了复数形式以及单数形式,除非上下文另有要求。
[0143]
结合本发明的特定方面、实施例或示例描述的特征、整体、特性、化合物、化学部分或基团应被理解为适用于本文描述的任何其它方面、实施例或示例,除非与其不相容。在本
说明书(包括任何所附权利要求、摘要和附图)中披露的所有特征和/或如此披露的任何方法或过程的所有步骤都可以按任何组合方式进行组合,除非这些组合中的至少一些这样的特征和/或步骤是相互排斥的。本发明不限于任何前述实施例的细节。本发明扩展到本说明书(包括任何所附权利要求、摘要和附图)中所披露的这些特征中的任何新颖特征或任何新颖的特征组合、或扩展到在如此披露的任何方法或过程的这些步骤中的任何新颖步骤或任何新颖的步骤组合。
[0144]
读者应当注意与本申请相关的本说明书同时提交或之前提交的、并且与本说明书一起公开以供公众查阅的所有论文和文件,并且所有这些论文和文件的内容通过援引并入本文。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1