固态化妆材料成型方法以及填充其材料的固态化妆品容器与流程
[0001]
本发明涉及一种固态化妆材料成型方法以及填充其化妆材料的固态化妆品容器,更具体地,涉及一种以如下内容为特征的固态化妆材料成型方法以及填充其化妆材料的固态化妆品容器,其特征在于:不与化妆品容器的内容器的内侧面抵触且具有剩余空间地填充将上面磨成粉而使用的固态化妆材料,并进行固化,顺畅地纵向引导装有化妆材料的化妆材料盘体,随着化妆品容器的局部旋转,顺利地切削固态化妆材料的上面,每次等量排放。
背景技术:
[0002]
化妆品大体上由浸渍化妆成分的化妆材料和保存化妆材料的化妆材料容器组成。通常,化妆品需要具备便利性、安全性、使用感、卫生安全性等,根据化妆材料的剂型,化妆品容器的结构也不相同,以符合以上要求条件。并且,化妆材料的代表性制造及使用剂型有固态、液态或凝胶状,根据以上化妆材料的剂型及化妆材料的使用方式,化妆品容器的制造同样采用多元化模式。
[0003]
传统的固态化妆品容器利用粉扑,将形成于内容器的固态化妆材料沾到粉扑之后,涂于皮肤。这种方式需要反复拿起粉扑,将化妆材料沾到粉扑,很不方便,而且,由于化妆材料的上部被开放,在长时间保管和卫生安全方面,具有脆弱性。并且,固态化妆材料不容易调整用量,难以防止化妆材料的浪费,在等量或少量使用方面,存在局限性。
[0004]
并且,固态化妆材料是压缩或搅拌粉体并固化而成,因此,利用传统的化妆品容器也无妨,但包含蜡的固态化妆材料很容易因为外力,从化妆品容器的内容器脱落,适用于包含蜡的固态化妆材料时,具有局限性。
[0005]
鉴于此,注册实用新型第20-0404009号公开了:在粉饼容器内向一方向旋转时,可以刮起固态化妆材料而使用的粉饼容器。但是,所述传统技术的弊端在于:形成锯齿,只可以向一方向旋转,因此,随着锯齿的移动,化妆材料发生划痕,出现凸台。如此,化妆材料的表面不均匀时,日后向一方向旋转时,由于化妆材料上部面的表面不均匀,不能排放出所需量的化妆材料。
[0006]
并且,传统技术中,将包含蜡的固态化妆材料填充到化妆品容器的方式在高温熔融散装化妆材料而制备成液体,将其装入化妆材料内容器进行固化。但是,该固化过程会发生内容器壁面粘住化妆材料的现象。其结果,化妆材料不容易沿着化妆品容器的内容器壁面向上移动,化妆材料不能与旋转磨轮的旋转相对应地向上移动,致使旋转磨轮空转,最终导致无法排放化妆材料。
[0007]
【先行技术文献】
[0008]
【专利文献】
[0009]
注册实用新型公报第20-0404009号
技术实现要素:
[0010]
所要解决的课题
[0011]
为了解决上述弊端,本发明的目的在于:将固态化妆材料填充到化妆品容器并固化,利用填充导引部件,在内容器的内侧面和已固化化妆材料的侧面之间形成剩余空间,以使化妆材料不粘附到化妆品容器的内容器,顺利排放。
[0012]
本发明的另一目的在于:随着磨轮的旋转,化妆材料上部面被切削,从而使其表现保持平整,并且,在切削过程中,将被挤到外侧的部分化妆材料装入剩余空间,从而使化妆材料上部面保持更光滑的状态。
[0013]
本发明的另一目的在于:构成容易旋转切削的切削刀刃,从而防止化妆材料的不均匀划伤或压伤,保证日后使用时,使化妆材料正常刮开和排放。
[0014]
本发明的又另一目的在于:使化妆材料盘体的启动过程保持平衡,使化妆材料上部面均匀切削,从而根据所需量,恒量排放化妆材料。
[0015]
本发明的又另一目的在于:排放的化妆材料容易沾到粉扑,防止化妆材料的上部开放,便于长时间保管,还可以保证使用的卫生安全性。
[0016]
课题解决方案
[0017]
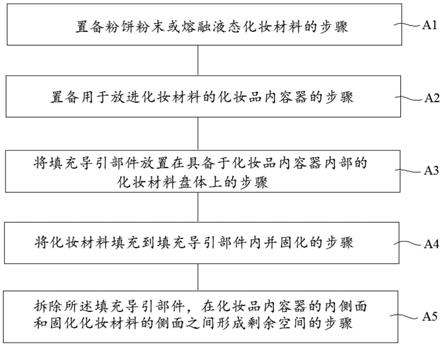
为了达到上述目的,本发明提供一种固态化妆材料成型方法,其特征在于:在化妆品容器里成型固态化妆材料的方法中,具备于所述化妆品容器的化妆品内容器10的化妆材料盘体30放置填充导引部件70,所述填充导引部件70内填充化妆材料并固化,在所述化妆品内容器10的内侧面和固化化妆材料的侧面之间形成剩余空间。
[0018]
并且,本发明提供一种固态化妆材料成型方法,其特征在于:在化妆品容器里成型固态化妆材料的方法中,包括:
[0019]
(a)置备用于放进化妆材料的化妆品内容器10的步骤;
[0020]
(b)将填充导引部件70放置在具备于所述化妆品内容器10内部的化妆材料盘体30上的步骤;
[0021]
(c)将化妆材料填充到所述填充导引部件70内并固化的步骤;以及
[0022]
(d)拆除所述填充导引部件70,在所述化妆品内容器10的内侧面和固化化妆材料的侧面之间形成剩余空间的步骤。
[0023]
并且,本发明的固态化妆材料成型方法中,放置所述填充导引部件70的步骤包括:
[0024]
(b-1)在所述化妆材料盘体30上螺丝结合盘轴20的步骤;
[0025]
(b-2)在所述化妆品内容器10的底面放置与所述盘轴20结合的化妆材料盘体30的步骤;以及
[0026]
(b-3)放置填充导引部件70,以使所述化妆材料盘体30的上部边缘和化妆品内容器10的内侧面相抵触的步骤。
[0027]
并且,本发明的固态化妆材料成型方法中,所述(b-2)步骤在形成于所述化妆品内容器10内侧面的至少一个以上凸起导向件,约束地结合形成于化妆材料盘体30外侧面的至少一个以上导槽。
[0028]
并且,本发明的固态化妆材料成型方法中,所述填充导引部件70是上部向外侧形成法兰的空心桶状结构,具有抵触于所述化妆品内容器10内侧面的直径。
[0029]
并且,本发明的固态化妆材料成型方法中,所述填充导引部件70阳极氧化处理或
硅胶防粘处理与所述化妆材料相连的内侧面。
[0030]
并且,本发明的固态化妆材料成型方法中,形成所述剩余空间的步骤拆除所述填充导引部件70,在化妆品内容器10的内侧面和化妆材料的侧面之间,形成相当于所述填充导引部件70厚度的剩余空间(c)。
[0031]
并且,本发明的固态化妆材料成型方法中,形成所述剩余空间的步骤降落放置切削所述化妆材料过程中挤出的化妆材料或者由于所述磨轮40的平整底面挤出的化妆材料。
[0032]
并且,本发明的固态化妆材料成型方法中,还包括:所述化妆品内容器10的上部结合磨轮40,所述磨轮40插入结合盘轴20,所述磨轮40的底面放置于化妆材料上面的步骤。
[0033]
并且,本发明的填充化妆材料的化妆品容器包括:化妆品内容器10;盘轴20,其放置于所述化妆品内容器10的内侧底面;化妆材料盘体30,其与所述盘轴20结合,放置化妆材料(p);以及磨轮40,其的结合用于回转所述盘轴20,纵向移动所述化妆材料盘体30,其的放置用于旋转而切削所述化妆材料(p)的上部面。
[0034]
并且,本发明的化妆品容器中,所述化妆品内容器10具备上部开放,内部收纳化妆材料(p)的收纳部,侧面使第1侧面部11和第2侧面部12存在层差地从内部向外部依次相隔一定间距。
[0035]
并且,本发明的化妆品容器中,所述第1侧面部11的内侧面纵向突出多个第1凸起导向件11a。
[0036]
并且,本发明的化妆品容器中,所述收纳部的底面中央使具有任一高度的导壁15形成给定大小的内直径,所述导壁15的内侧面纵向形成第2凸起导向件15a。
[0037]
并且,本发明的化妆品容器中,所述盘轴20由具有给定大小的旋转板21和在所述旋转板21的中心部垂直一体化的旋转轴杆22组成。
[0038]
并且,本发明的化妆品容器中,所述旋转轴杆22纵向形成截面呈多边形的轴杆贯通孔22a。
[0039]
并且,本发明的化妆品容器中,所述轴杆贯通孔22a插入磨轮40的轴44,以使盘轴20随着所述磨轮40的旋转进行回转。
[0040]
并且,本发明的化妆品容器中,所述旋转轴杆22的外侧面形成螺纹。
[0041]
并且,本发明的化妆品容器中,所述化妆材料盘体30包括:盘体上面部31,其用于放置所述化妆材料(p);盘体侧面部32,其从所述盘体上面部31的边缘向下折弯,并具有一定高度;以及轴结合部33,其向下形成,以便于与形成于所述盘体上面部31中心部的结合贯通孔连通,并且,内部形成螺纹。
[0042]
并且,本发明的化妆品容器中,所述轴结合部33与所述盘轴20的旋转轴杆22螺丝结合。
[0043]
并且,本发明的化妆品容器中,所述盘体侧面部32形成多个第1导槽32a,其被所述化妆品内容器10的第1凸起导向件11a约束,被纵向导引。
[0044]
并且,本发明的化妆品容器中,所述化妆材料盘体30的下部形成具有给定高度的环状导槽壁35,所述导槽壁35的外侧面纵向形成多个第2导槽35a。
[0045]
并且,本发明的化妆品容器中,所述导槽壁35的内直径小于或等于形成于所述化妆品内容器10底面的导壁15的内直径。
[0046]
并且,本发明的化妆品容器中,所述导槽壁35的高度小于或等于所述化妆材料盘
体30的盘体侧面部32的高度。
[0047]
并且,本发明的化妆品容器中,所述导槽壁35的内直径大于所述盘轴20的旋转板21的直径。
[0048]
并且,本发明的化妆品容器中,所述磨轮40包括:磨轮上部面41,其边缘向上突起,底面呈平整的井型,底面形成多个排放槽41a;磨轮侧面部42,其从所述磨轮上部面41的边缘向下方具有给定高度地折弯,并在外侧面边缘形成环形槽42a;环形密封部43,其形成于所述磨轮上面部41的下部,具有给定大小的高度和内直径;以及轴44,其在所述磨轮40的下部中心部,与下部面一体化,截面呈多边形。
[0049]
并且,本发明的化妆品容器中,所述排放槽41a的下部一侧切边沿着所述排放槽41a,凸起形成一定高度的切削刀刃41b。
[0050]
并且,本发明的化妆品容器中,所述排放槽41a的长度大于放置在所述化妆材料盘体30的化妆材料的半径。
[0051]
并且,本发明的化妆品容器中,所述排放槽41a与所述磨轮40的旋转方向相对应地,先于所述切削刀刃41b定位,以便于排放切削的化妆材料。
[0052]
并且,本发明的化妆品容器中,所述排放槽41a具备至少一个以上,其大小或间隔相同或不相同。
[0053]
并且,本发明的化妆品容器中,所述切削刀刃41b具备至少一个以上,其高度或间隔相同或不相同。
[0054]
并且,本发明的化妆品容器中,所述切削刀刃41b倾斜,以使下方末端全向具有给定梯度。
[0055]
并且,本发明的化妆品容器中,所述切削刀刃41b下方末端垂直延伸,是具有45
°
角的直角三角形。
[0056]
并且,本发明的化妆品容器中,所述磨轮侧面部42的内侧面边缘形成环形槽42a,插入结合到环状凸起13,该环状凸起13形成于所述化妆品内容器10的第2侧面部12的外侧上部边缘。
[0057]
并且,本发明的化妆品容器中,还包括:平衡保持手段,其使所述化妆材料盘体30保持平衡。
[0058]
并且,本发明的化妆品容器中,所述平衡保持手段是第1平衡保持手段610,该第1平衡保持手段610以所述化妆材料盘体30的中心轴为准,在给定距离,以放射状排列多个被压缩弹性体(s)。
[0059]
并且,本发明的化妆品容器中,所述第1平衡保持手段610的各弹性体(s)的前端被约束地固定在化妆材料盘体30的下面一定位置,而所述各弹性体(s)的后端被约束地固定在化妆品内容器10的底面的对应位置。
[0060]
并且,本发明的化妆品容器中,所述平衡保持手段是多个齿轮部连动工作的第2平衡保持手段620。
[0061]
并且,本发明的化妆品容器中,所述第2平衡保持手段620包括:盘轴200,其由锯齿状旋转板210和旋转轴杆220组成,该锯齿状旋转板210结合到形成于所述化妆材料盘体30中心部的轴结合部330,该旋转轴杆220以90
°
角形成于所述旋转板210的中心部;多个齿轮部621,其由锯齿状连动旋转板621a和连动旋转轴杆621b组成,该锯齿状连动旋转板621a啮
合到所述旋转板210而回转,该连动旋转轴杆621b以90
°
角形成于所述连动旋转板621a的中心部,外侧面形成螺纹;以及螺母状多个连动轴结合部622,其向下方形成于所述化妆材料盘体30的下部面一定位置,与所述连动旋转轴杆621b螺丝结合。
[0062]
并且,根据本发明,在化妆品容器成型固态化妆材料的方法,包括:
[0063]
(a)将填充导引部件70放置在化妆材料盘体30的步骤;
[0064]
(b)将化妆材料填充到所述填充导引部件70内进行固化的步骤;
[0065]
(c)拆除所述填充导引部件70的步骤;以及
[0066]
(d)将放置所述化妆材料的化妆材料盘体30结合到所述内容器10内部,在所述化妆品内容器10的内侧面和固化化妆材料的侧面之间形成剩余空间的步骤。
[0067]
发明效果
[0068]
本发明的化妆品容器里填充固态化妆材料进行固化时,利用填充导引部件,在内容器内侧面和固化化妆材料的侧面之间形成剩余空间,从而使化妆材料不粘附到化妆品容器的内容器里,顺利排放。
[0069]
并且,随着磨轮的旋转,切削化妆材料上部面,从而使其表面保持平整的同时,将在切削过程中挤到外侧的部分化妆材料放置在剩余空间里,从而使化妆材料上部面保持更光滑的状态。
[0070]
并且,切削刀刃容易旋转切削,从而防止化妆材料的不均匀划伤或压伤,保证日后使用时,使化妆材料正常刮开和排放。
[0071]
并且,使化妆材料盘体的启动过程保持平衡,使化妆材料上部面均匀切削,从而根据所需量,恒量排放化妆材料。
[0072]
并且,排放的化妆材料容易沾到粉扑,防止化妆材料的上部开放,便于长时间保管,还可以保证使用的卫生安全性。
[0073]
并且,可以适用于压缩或搅拌粉体并固化的固态化妆材料乃至包含蜡的固态化妆材料。
附图说明
[0074]
图1示出了本发明一实施例的固态化妆材料成型方法。
[0075]
图2示出了本发明一实施例的填充导引部件以及化妆材料成型方法。
[0076]
图3是本发明一实施例的装有固态化妆材料的化妆品容器的平面图。
[0077]
图4是本发明一实施例的固态化妆品容器的分解剖视图。
[0078]
图5是本发明一实施例的盘轴和化妆材料盘体的运行图。
[0079]
图6是本发明一实施例的磨轮的截面图。
[0080]
图7-a是示出本发明一实施例的排放槽、形成倾斜,使下方末端具有给定梯度的切削刀刃的磨轮局部截面图;图7-b是示出本发明另一实施例的排放槽、下方末端垂直延伸并呈45
°
的直角三角形状切削刀刃的磨轮局部截面图。
[0081]
图8示出了本发明一实施例的平衡保持手段。
[0082]
图9是本发明一实施例的平衡保持手段的运行图。
[0083]
图10示出了本发明另一实施例的平衡保持手段。
[0084]
图11示出了本发明另一实施例的平衡保持手段的盘轴和齿轮杆。
[0085]
*附图标记*
[0086]
10:化妆品内容器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11:第1侧面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11a:第1凸起导向件
[0087]
12:第2侧面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13:环状凸起
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14:法兰型支架
[0088]
15:导壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15a:第2凸起导向件
[0089]
c:剩余空间
[0090]
20、200:盘轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、210:旋转板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、220:旋转轴杆
[0091]
22a:轴杆贯通孔
[0092]
30:化妆材料盘体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31:盘体上面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32:盘体侧面部
[0093]
32a:第1导槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33、330:轴结合部
ꢀꢀꢀꢀꢀꢀꢀ
35:导槽壁
[0094]
35a:第2导槽
[0095]
41:磨轮上面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41a:排放槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41a-1:第1排放槽
[0096]
41a-2:第2排放槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41b:切削刀刃
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41b-1:第1切削刀刃
[0097]
41b-2:第2切削刀刃
ꢀꢀꢀꢀꢀꢀꢀꢀ
42:磨轮侧面部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42a:环形槽
[0098]
42b:防滑部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43:环形密封部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
44:轴
[0099]
50:粉扑垫板
[0100]
610:第1平衡保持手段
ꢀꢀꢀꢀꢀꢀ
620:第2平衡保持手段
ꢀꢀꢀꢀ
621:齿轮部
[0101]
621a:连动旋转板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
621b:连动旋转轴杆
ꢀꢀꢀꢀꢀꢀ
622:连动轴结合部
[0102]
s:弹性体
[0103]
70:填充导引部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70a:同心圆筒状
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70b:二等分状
[0104]
p:化妆材料
具体实施方式
[0105]
以下,参考附图具体说明本发明的实施例。本发明的实施例可以变形为多种形态,不能解释为,本发明的范围被以下描述的实施例限定。本实施例用于为本技术领域的通常技术人员更详细地说明本发明。因此,为了更清楚地强调描述,可以放大表示附图中出现的各构件的形状。
[0106]
图1示出了本发明一实施例的固态化妆材料成型方法;图2示出了本发明一实施例的填充导引部件以及化妆材料成型方法;图3是本发明一实施例的装有固态化妆材料的化妆品容器的平面图;图4是本发明一实施例的固态化妆品容器的分解剖视图;图5是本发明一实施例的盘轴和化妆材料盘体的运行图;图6是本发明一实施例的磨轮的截面图;图7-a是示出本发明一实施例的排放槽、形成倾斜,使下方末端具有给定梯度的切削刀刃的磨轮局部截面图;图7-b是示出本发明另一实施例的排放槽、下方末端垂直延伸并呈45
°
的直角三角形状切削刀刃的磨轮局部截面图;图8示出了本发明一实施例的平衡保持手段;图9是本发明一实施例的平衡保持手段的运行图;图10示出了本发明另一实施例的平衡保持手段;图11示出了本发明另一实施例的平衡保持手段的盘轴和齿轮杆。
[0107]
本发明的固态化妆材料的成型方法中,化妆品容器的化妆品内容器10里填充化妆材料(p),进行固化并成型的方法通过以下工艺步骤实施。
[0108]
(a1)化妆材料置备步骤
[0109]
用粉饼粉末状或包含蜡的经过熔融的液态化妆材料等置备化妆材料(p)。
[0110]
这表示化妆材料成型步骤将粉饼粉末状化妆材料或包含蜡的液态化妆材料填充到化妆品容器内进行固化,压缩粉饼粉末或搅拌分体进行固化而成型为固态化妆材料,或者填充包含蜡的液态化妆材料之后,进行固化而成型为固态化妆材料。
[0111]
(a2)放置化妆材料的化妆品内容器的置备步骤
[0112]
填充本发明的化妆材料并进行固化的化妆品容器采用以下方法构成。
[0113]
固态化妆品容器包括:化妆品内容器10;盘轴20,其放置在化妆品内容器10的内侧底面;化妆材料盘体30,其与盘轴20结合,放置化妆材料(p);以及磨轮40,其回转盘轴20,以使化妆材料盘体30纵向移动,旋转时切削化妆材料(p)的上部面。
[0114]
化妆品内容器10具备:收纳部,其上部开放,内部收纳化妆材料(p);侧面具有层差地,从外部向内部,依次相隔一定间距形成第1侧面部11和第2侧面部12,第2侧面部12的外侧上部边缘形成环状凸起13,而环状凸起13的下部一定位置具备法兰型支架14。
[0115]
并且,化妆品内容器10的第1侧面部11的内侧面纵向突起形成多个第1凸起导向件11a。该第1凸起导向件11a引导与下述盘轴20结合的化妆材料盘体30不旋转,仅纵向移动。
[0116]
并且,收纳部的底面中央中,具有任一高度的导壁15具有给定大小的内直径,导壁15的内侧面也纵向形成第2凸起导向件15a。
[0117]
盘轴20放置在化妆品内容器10的内侧底面,由具有给定大小的旋转板21以及在旋转板21的中心部,以90
°
角垂直一体化的旋转轴杆22组成。旋转轴杆22纵向形成截面呈多边形的轴杆贯通孔22a。该轴杆贯通孔22a插入下述磨轮40的轴44,随着磨轮40的旋转,回转盘轴20。
[0118]
并且,盘轴20的旋转轴杆22的外侧面形成螺纹。
[0119]
化妆材料盘体30放置化妆材料(p),与盘轴20螺丝结合,从而随着盘轴20的回转纵向移动,其包括:盘体上面部31,其放置化妆材料(p);盘体侧面部32,其从盘体上面部31的边缘向下折弯,并具有一定高度;轴结合部33,其向下方形成,以使与形成于盘体上面部31中心部的结合贯通孔连通,内部形成螺纹。
[0120]
轴结合部33螺丝结合上述盘轴20的旋转轴杆22,化妆材料盘体30通过随着磨轮40的旋转向左侧或右侧回转的旋转轴杆22,向上或向下进行纵向平行运动。
[0121]
盘体侧面部32的外侧面与多个第1凸起导向件11a对应地纵向形成:被形成于化妆品内容器10的第1侧面部11的内侧面的多个第1凸起导向件11a约束,纵向导引的多个第1导槽32a。
[0122]
并且,化妆材料盘体30的下部以轴结合部33为准,形成具有给定高度的环状导槽壁35。如此,导槽壁35可以分散盘体上面部31承受的负荷,增强支撑力度。并且,导槽壁35的外侧面与多个第2凸起导向件15a对应地纵向形成:被形成于化妆品内容器10底面的导壁15的第2凸起导向件15a约束,纵向导引的多个第2导槽35a。
[0123]
其中,最佳地,导槽壁35略小于或等于形成于化妆品内容器10底面的导壁15的内直径,最佳地,导槽壁35和导壁15的高度略小于或等于化妆材料盘体30的盘体侧面部32的高度。
[0124]
这不仅防止:化妆品内容器10底面和化妆材料盘体30之间的空间扩张,致使放置化妆材料(p)的化妆材料盘体30的上部空间相对变少;还防止:化妆材料盘体30的中央部分由于放置在化妆材料盘体30上部的化妆材料(p)施加的负荷向下部弯曲,致使形成于盘体
侧面部32的第1凸起导向件11a从化妆品内容器10的第1导槽32a脱离,或者螺丝结合到轴结合部33的盘轴20的旋转轴杆22的螺丝结合被错开,致使纵向导引受到阻碍。
[0125]
并且,导槽壁35的内直径大于盘轴20的旋转板21的直径,运行之前,旋转板21位于导槽壁35的内直径内,旋转板21的下部面位置与导槽壁35的底部位置相等,或者更高于底部位置。
[0126]
如上所述,由于化妆材料盘体30的构成,化妆材料盘体30不旋转,而盘体侧面部32则被化妆品内容器10的第1凸起导向件11a约束,被纵向导引;或者盘体侧面部32被化妆品内容器10的第1凸起导向件11a约束,被纵向导引;形成于盘体上面部31下部的导槽壁35则被形成于化妆品内容器10导壁15的第2凸起导向件15a约束,被纵向导引;从而在稳定地放置化妆材料(p)的状态下,被纵向导引而移动。
[0127]
磨轮40中,与盘轴20连接,将旋转力传达到盘轴20而回转盘轴20,致使化妆材料盘体30通过回转的盘轴20纵向移动,并进行旋转而切削化妆材料p的上部面,以排放到外部;边缘向上部突出,底面呈平整的井型,底面由以下部件组成:磨轮上面部41,其形成多个排放槽41a;磨轮侧面部42,其从磨轮上面部41的边缘向下方具有给定高度地折弯,内侧面边缘形成环形槽42a;环形密封部43,其具有给定高度和内直径地形成于磨轮上面部41的下部;轴44,其在所述磨轮40的下部中心部,与下部面一体化,截面呈多边形。
[0128]
排放槽41a形成于磨轮上面部41的底面,其以底面的中心轴为准,形成自中心部至边缘又窄又长的贯通式开口型,各排放槽41a的下部一侧切边沿着排放槽41a,以一定高度凸起形成长长的切削刀刃41b,从而随着磨轮40的旋转,薄薄地切削化妆材料(p)的上面,通过排放槽41a,排放到底面上部。
[0129]
此时,最佳地,排放槽41a的长度大于放置在化妆材料盘体30的化妆材料的半径,其设置目的在于:放置如以下所述,切削的或挤到形成于化妆品内容器10的第1侧面部11的内侧面和化妆材料(p)侧面之间的剩余空间(c)的化妆材料。
[0130]
其中,如图7之(a)所示,切削刀刃41b可以倾斜,使其下方末端全向具有给定梯度,以容易切削化妆材料(p)而排放到排放槽41a的上侧,使未排放的切削的化妆材料的剩余量达到最低。并且,如图7之(b)所示,切削刀刃41b的下方末端垂直延伸,呈具有45
°
角的直角三角形。
[0131]
除了本发明的事例之外,当然,可以多元化设置下方末端的形态和角度,以使旋转切削容易。通过上述过程,防止化妆材料的不均匀划伤或压伤,保证化妆材料的正常切削和排放。
[0132]
并且,可以单体具备排放槽41a和切削刀刃41b。此时,所述切削刀刃41b的高度可以根据其下方末端的梯度等的形态变化进行变更。
[0133]
并且,可以具备多个排放槽41a和切削刀刃41b。其中,形成于第1排放槽41a-1的第1切削刀刃41b-1和形成于第2排放槽41a-2的第2切削刀刃41b-2的高度可以相同或不相同,此时,第2排放槽41a-2可以应用为:未能通过第1排放槽41a-1排放的化妆材料(p)的排放辅助手段。
[0134]
此时,使多个切削刀刃的高度依次变小或具有周期性高低,以使用户可以用到经济合理的化妆材料。
[0135]
即,使形成于第2排放槽41a-2的第2切削刀刃41b-2的高度低于形成于第1排放槽
41a-1的第1切削刀刃41b-1的高度,从而使通过磨轮40的1旋转排放到第2排放槽41a-2的化妆材料的量少于排放到第1排放槽41a-1的化妆材料的量,由此,调整排放到磨轮40上部的化妆材料的总量,最终,使用户用到经济合理的化妆材料。
[0136]
当然,多个切削刀刃41b的高度也可以根据其下方末端的梯度、排放槽41a及切削刀刃41b的数量、切削刀刃41b之间的间隔等的形态变化,可以统一或单独进行多种变更。这是因为,依据40的旋转角度,化妆材料盘体30向上移动的同时,化妆材料(p)的表面也随之上升。
[0137]
并且,当然,排放槽41a与磨轮40的旋转方向相对应地,先于切削刀刃41b定位,以使切削刀刃41b切削的化妆材料通过排放槽41a排放。
[0138]
并且,环形密封部43的内直径与化妆品内容器10的第1侧面部11的外直径相等,其设置目的在于:使环形密封部43位于化妆品内容器10的第1侧面部11和第2侧面部12之间并进行旋转,抵触结合到第1侧面部11的上部外侧,以防止收纳于化妆品内容器10的第1侧面部11的内侧面内的化妆材料(p)流露到外部。
[0139]
并且,使轴44插入结合到盘轴20的旋转轴杆22的轴杆贯通孔22a里,约束旋转轴杆22,轴44的截面形状与轴杆贯通孔22a的截面形状相同,呈多边形。其设置目的在于:使轴44的旋转力直接用于旋转旋转轴杆22。
[0140]
并且,环形槽42a形成于磨轮侧面42的内侧面边缘,插入结合到形成于化妆品内容器10的第2侧面12的外侧上部边缘的环状凸起13,磨轮40与外部施加给磨轮40的旋转力相对应地,以空心纵向中心轴为准,相对于化妆品内容器10,沿着圆周进行旋转。
[0141]
当然,磨轮侧面42的外侧面还可以具备凸起或槽等防滑部42b,以便于用户把住旋转时,起到防滑作用。
[0142]
并且,形成排放槽41a的磨轮上面部41的底面的上部可以增添用于密封排放槽41a的密封纸(未图示)。
[0143]
并且,磨轮40的上部面还可以具备以拆卸式打开和关闭的盖子型粉扑垫板50。其设置目的在于:防止化妆品内容器10内部的化妆材料(p)和磨轮40上部面的污染,单独保管粉扑。
[0144]
并且,本发明还可以具备平衡保持手段,从而防止在运行化妆材料盘体30的过程中,以中心轴为准左右晃动,以保持平衡。其设置目的在于:使放置在化妆材料盘体30的化妆材料(p)的上部面被均匀切削,从而根据所需量,恒量排放化妆材料。
[0145]
平衡保持手段可以具备在化妆材料盘体30的上部面和化妆品内容器10的底面之间,可以由以下部件组成:第1平衡保持手段610,其由多个弹性体组成;或者第2平衡保持手段620,其连动多个齿轮部而运行。
[0146]
其中,如图8及图9所示,第1平衡保持手段610以所述化妆材料盘体30的中心轴为准,在给定距离,以放射状排列多个被压缩弹性体(s),各弹性体(s)的前端被约束地固定在化妆材料盘体30的下面一定位置,各弹性体(s)的后端被约束地固定在化妆品内容器10底面的对应位置。此时,化妆材料盘体30随着盘轴20的回转向上移动时,各弹性体(s)被解除弹性压缩,并托住向上移动的化妆材料盘体30的下部面,从而防止晃动。
[0147]
并且,如图10所示,第2平衡保持手段620是多个齿轮部621连动运行的结构,其包括:盘轴200,其由锯齿状旋转板210和旋转轴杆220组成,该锯齿状旋转板210结合到形成于
所述化妆材料盘体30中心部的轴结合部330,该旋转轴杆220以90
°
角形成于所述旋转板210的中心部;多个齿轮部621,其由锯齿状连动旋转板621a和连动旋转轴杆621b组成,该锯齿状连动旋转板621a啮合到所述旋转板210而回转,该连动旋转轴杆621b以90
°
角形成于所述连动旋转板621a的中心部,外侧面形成螺纹;以及螺母状多个连动轴结合部622,其向下方形成于所述化妆材料盘体30的下部面一定位置,与连动旋转轴杆621b螺丝结合。
[0148]
其中,轴结合部33形成于化妆材料盘体30的中心部,螺丝结合所述盘轴200的旋转轴杆220,而多个连动轴结合部622螺丝结合多个齿轮部621的各连动旋转轴杆621b。此时,旋转轴杆220的螺纹方向和连动旋转轴杆621b的螺纹方向相反,据此,轴结合部33的螺纹方向和连动轴结合部622的螺纹方向也相反。这是因为:随着盘轴200的旋转板210回转,向啮合的齿轮部621的连动旋转板621a提供回转力,致使旋转板210和连动旋转板621a的回转方向相反。
[0149]
由于上述第2平衡保持手段620的构成,化妆材料盘体30通过随着磨轮40的旋转向左侧或向右侧回转的旋转轴杆220以及与其连动而向右侧或向左侧旋转的连动旋转轴杆621b,向上方或向下方进行纵向平行运动时,化妆材料盘体30可以不向一侧倾斜或晃动,在保持平衡的状态下,进行纵向移动。
[0150]
即,由于盘轴200和多个齿轮部621同时托住纵向移动的化妆材料盘体30的下部面,可以保持平衡。
[0151]
当然,本发明的第2平衡保持手段620的构成中,由于化妆品内容器10的底面不能形成导壁15,不需要在化妆材料盘体30的下部面构成导槽壁35,因此,不需要形成第2凸起导向件15a和第2导槽35a。
[0152]
上述平衡保持手段可以防止具备于化妆材料盘体30上的化妆材料(p)被不对称地切削。
[0153]
当然,本发明中,为了磨轮40的旋转变容易,如附图所示,化妆品内容器10呈圆形,但本发明不受其限定,可以构成能够旋转磨轮40的多种形态。
[0154]
(a3)具备于化妆品内容器内部的化妆材料盘体30上放置填充导引部件70的步骤
[0155]
为了将化妆材料(p)填充到具有上述结构的固态化妆品容器的化妆品内容器10里,进行固化而成型,首先,化妆材料盘体30螺丝结合盘轴20,使旋转轴杆22向化妆材料盘体30的中心上部突出之后,在化妆品内容器10的底面放置与盘轴20结合的化妆材料盘体30。
[0156]
此时,形成于化妆品内容器10的第1侧面部11的内侧面的多个第1凸起导向件11a被约束地结合形成于化妆材料盘体30的盘体侧面部32的多个第1导槽32a。
[0157]
然后,放置形成纵向通孔的填充导引部件70,以便于抵触化妆材料盘体30的上部边缘和化妆品内容器10的第1侧面部11的内侧面。
[0158]
其中,填充导引部件70是上部向外侧形成法兰的空心桶状结构,具有抵触化妆品内容器10内侧面的直径。
[0159]
此时,填充导引部件70的内侧面利用阳极氧化工艺(通过利用+极和-极稀释的氧化液进行氧化,在加工品表面形成氧化膜,进行涂色的作业工艺)进行表面处理,在填充化妆材料(p)之后,拆除填充导引部件70时,最佳地,使化妆材料(p)不粘连,脱落干净。当然,为了防止填充导引部件70上粘住化妆材料(p),在填充导引部件70的内侧面进一步涂布硅
胶防粘剂等而利用。
[0160]
如上所述,设置填充导引部件70的目的在于:防止化妆材料(p)的固化过程中,粘到化妆品内容器10内侧面的现象,并在化妆品内容器10的内侧面和化妆材料(p)的侧面之间,形成给定直径的剩余空间。
[0161]
本发明只示出了填充导引部件70呈空心圆筒状的情况,但本发明不受其限定,也可以是空心圆筒状的内部还具备小直径空心圆筒的同心圆筒状70a,或者空心圆筒状的内部设置隔板,将空间分成两份的二等分状70b、分成n份的n等分状等,以填充不同的异种或异形化妆材料(p)。
[0162]
(a4)填充导引部件70内填充化妆材料进行固化的步骤
[0163]
将粉末长或熔融的液态化妆材料(p)填充到填充导引部件70的通孔内,进行冷却而固化。
[0164]
如上所述,在填充和固化化妆材料(p)的过程中,使用填充导引部件70,从而防止粉末状或熔融的液态化妆材料(p)在紧贴到化妆品内容器10的第1侧面部11的内侧面和形成于内侧面的多个第1凸起导向件11a的状态下被固化。
[0165]
显然,紧贴到化妆材料(p)化妆品内容器(10)的第1侧面部11的内侧面和形成于内侧面的多个第1凸起导向件11a的状态下,进行固化时,化妆材料盘体30的第1导槽32a难以随着第1凸起导向件11a被纵向导引。
[0166]
(a5)拆除填充导引部件70,在化妆品内容器的内侧面和固化化妆材料的侧面之间形成剩余空间的步骤
[0167]
固化化妆材料(p)之后,拆除填充导引部件70,在化妆品内容器10的第1侧面部11的内侧面和化妆材料(p)的侧面之间,形成相当于填充导引部件70厚度的剩余空间(c)。
[0168]
由于上述剩余空间(c),化妆材料(p)的侧面不会紧贴到形成于化妆品内容器10的第1侧面部11的内侧面以及形成于内侧面的多个第1凸起导向件11a,由此,化妆材料盘体30的第1导槽32a随着第1凸起导向件11a,顺利地被纵向导引。
[0169]
并且,形成于化妆品内容器10的第1侧面部11的内侧面和化妆材料(p)侧面之间的给定直径的剩余空间(c)可以降落放置:在切削化妆材料(p)上面的过程中挤出的化妆材料,或者由于磨轮40的平整底面挤出的化妆材料。
[0170]
即,通过磨轮40的旋转切削化妆材料(p)上面的过程中,从化妆材料(p)的上面边缘侧切削的化妆材料中,部分被排放,部分被挤出,并降落放置在剩余空间(c)。并且,通过正在旋转的磨轮40的切削刀刃41b,切削化妆材料(p)上面的一定部分的同时,被切削的上面和未切削的上面会发生高度差,与此次同时,未切削的化妆材料(p)上面由于正在旋转的磨轮40的底面,受到压挤力,被挤出,此时,被挤出的化妆材料中,一部分降落到剩余空间(c)放置,从而保持化妆材料(p)上部表面的光滑。
[0171]
经过上述过程,完成化妆品容器内成型固态化妆材料的步骤后,
[0172]
化妆品内容器10的上部结合磨轮40,磨轮40插入结合到盘轴20的旋转轴杆22,而磨轮40的底面放置在化妆材料(p)的上面。
[0173]
另外,根据本发明的描述,填充和固化化妆材料(p)的过程在内容器10内部完成,但是,根据化妆材料盘体30上部面的结构、化妆材料盘体30和填充导引部件70的结合结构,也可以在内容器10外部填充和固化化妆材料(p),放置所述化妆材料(p)的化妆材料盘体30
移动到内容器10内部。
[0174]
详细说明本发明运行固态化妆材料容器的过程如下。
[0175]
用户把住磨轮40的侧面,相对于化妆品内容器10,朝着一方向旋转时,与磨轮40结合的盘轴20会旋转。
[0176]
随着盘轴20的旋转,与盘轴20螺纹结合的化妆材料盘体30随着具备于化妆品内容器10的第1凸起导向件11a及/或第2凸起导向件15a,向上移动。
[0177]
随着化妆材料盘体30的向上移动,具备于化妆材料盘体30上部面的化妆材料(p)也随之向上移动,向上移动的化妆材料(p)通过正在旋转的磨轮40的切削刀刃41b切削化妆材料(p)上面的同时,被切削的化妆材料(p)将通过排放槽41a,排放到磨轮40的上面部。
[0178]
应当解释为,虽然本发明描述了与上述最佳实施例相关的内容,但是,在不脱离本发明要点和范围的情况下,可以进行多种不同的修改或变形,与权利要求书处于同等范围内的所有差异均应该包括在本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1