切割插入件和切割工具的制作方法
[0001]
本发明涉及一种尤其用于铣削工具的切割插入件,其具有多边形上侧和多边形下侧,其中当沿着所述切割插入件的中心轴线检视时,所述上侧和所述下侧叠合,所述切割插入件具有:对应于所述上侧的拐角的数目的数个侧表面,其中所述侧表面中的每一个连接所述上侧的边缘与所述下侧的边缘,所述上侧的边缘与所述下侧的边缘沿着所述切割插入件的所述中心轴线相邻;及对应于所述上侧的拐角的数目的数个切割边缘,其中所述切割边缘设置在所述上侧的所述边缘上并且交替地配置为粗加工切割边缘和精加工切割边缘。
[0002]
本发明进一步涉及一种切割工具,尤其涉及一种铣削工具,其具有工具主体,至少一个此类切割插入件安置在所述工具主体上。
背景技术:
[0003]
此类切割插入件及切割工具从现有技术水平是已知的。
[0004]
此类切割插入件和配备有所述切割插入件的切割工具用于在单个机械加工步骤中实行粗加工操作和精加工操作。所述切割工具因此也被称作粗加工/精加工工具,并且所述切割插入件被称作粗加工/精加工切割插入件。在英语中,此类切割插入件也被称作刮片插入件(wiper insert)。具有多个切割边缘的切割插入件还通常被称作可转位插入件。
[0005]
由于对工件的组合的粗加工和精加工,高金属去除速率可与切割表面上的良好表面质量组合。工件因此可被快速地机械加工,而不必接受表面质量的任何劣化。
技术实现要素:
[0006]
本发明的目标接着为进一步改进此类切割插入件和相关联的切割工具。尤其意图产生制造起来简单且低廉并且同时具有长使用寿命,即工具寿命,的切割插入件。
[0007]
所述目标通过上文所提及的类型的切割插入件来实现,在所述切割插入件中,侧表面沿着所述切割插入件的中心轴线连续,并且在所述切割插入件中,精加工切割边缘限定直径相较于所述切割插入件的标称大小放大的内切圆,并且粗加工切割边缘限定直径相较于所述切割插入件的标称大小减小的内切圆。所述标称大小为切割插入件或可转位插入件的典型的大小规格。所述切割插入件可具有例如20mm的标称大小。精加工切割边缘的内切圆的直径由此为例如20.15mm,并且粗加工切割边缘的内切圆为例如19.95mm。其它示例性的标称大小为10mm和16mm。将侧表面配置成连续使得切割边缘,即精加工切割边缘和粗加工切割边缘,尤其稳定。换句话说,切割插入件被设计成使得切割边缘以任何其它方式断裂或损坏的风险极低。这会促成切割插入件的长使用寿命,并且因此促成长工具寿命。在此情形下,侧表面尤其被设计成不具有梯级。因为侧表面在切割插入件的整个高度上为连续的,所以切割插入件的制造被简化。在此情形下,例如,切割插入件的外围可在单个遍次中被磨削。这使得切割插入件的制造尤其快速且简单。
[0008]
在一优选实施例中,精加工切割边缘的内切圆被选择成使得当切割插入件在操作中时,即当其安装于切割工具中时,精加工切割边缘突出超出粗加工切割边缘0.02mm到
0.06mm。这使得有可能组合高金属去除速率与良好表面质量。
[0009]
粗加工切割边缘的内切圆尤其被选择成使得切割插入件的粗加工切割边缘可以与已知的纯粗加工切割插入件的粗加工切割边缘完全相同的方式定位于切割工具中。切割插入件因此适于所谓的混合放置。所述切割插入件因此可连同已知的纯粗加工切割插入件一起用于切割工具中。
[0010]
根据一个实施例,切割边缘还设置在下侧的边缘上,其中所述切割边缘交替地配置为粗加工切割边缘和精加工切割边缘,并且类似切割边缘沿着所述切割插入件的中心轴线安置成彼此相邻。切割边缘的数目因此对应于切割插入件的拐角的数目的两倍。切割边缘的数目因此相较于仅在其上侧上具有切割边缘的切割插入件加倍。因此,此类切割插入件使用起来特别经济。
[0011]
配置为粗加工切割边缘的切割边缘可相对于上侧或下侧倾斜、成凸形或凹形。安置在上侧上的切割边缘因此相对于上侧倾斜、成凸形或凹形,并且安置在下侧上的切割边缘相对于下侧倾斜、成凸形或凹形。在此情形下,倾斜的粗加工切割边缘为以在所述切割边缘的整个范围上基本上恒定的角度相对于上侧或下侧倾斜的粗加工切割边缘。凹形粗加工切割边缘此外为以下粗加工切割边缘:其从对所述粗加工切割边缘进行定界的切割插入件的第一拐角开始,起初在切割插入件的中心的方向上下落,且接着在对所述粗加工切割边缘进行定界的第二拐角的方向上再次上升。凸形粗加工切割边缘因此起初从对所述粗加工切割边缘进行定界的切割插入件的第一拐角上升,且接着再次在对所述粗加工切割边缘进行定界的第二拐角的方向上下落。凹形和凸形粗加工切割边缘因此还可为以可变角度倾斜的粗加工切割边缘。使粗加工切割边缘倾斜、成凹形或凸形允许容易地设定所需切割行为。这尤其使得有可能确保待机械加工的工件上的均匀接合。因此保证高机械加工质量和高金属去除速率。
[0012]
替代地或另外,配置为精加工切割边缘的切割边缘相对于上侧或下侧倾斜、成凸形或凹形。安置在上侧上的切割边缘因此相对于上侧倾斜、成凸形或凹形,并且安置在下侧上的切割边缘相对于下侧倾斜、成凸形或凹形。术语“倾斜、成凸形和凹形”对于粗加工切割边缘为相同的。当切割插入件用于切割工具中时,切割边缘的倾斜确保待机械加工的工件上的所述切割边缘的均匀接合。有效倾角可因此设定为恒定值。因此保证高机械加工质量和高金属去除速率。
[0013]
至少部分地,配置为粗加工切割边缘的切割边缘及/或配置为精加工切割边缘的切割边缘可相对于上侧或下侧以3
°
到20
°
的角度、尤其以5
°
到15
°
的角度倾斜。当在标准切割工具中使用切割插入件时,此类倾斜角会在机械加工质量与金属去除速率之间产生良好折衷。上文所提及的用于倾斜切割边缘的角度规格为恒定倾斜角。凸形或凹形切割边缘仅部分地以前述角度延伸。
[0014]
根据一个变型,持续地连接相邻切割边缘的连接边缘在切割插入件的每一拐角区中设置在上侧和下侧上。切割边缘在切割插入件的外围上的任何偏移因此通过连接边缘补偿。此会产生切割插入件的连续边缘。切割插入件因此易于制造。
[0015]
在一个实施例中,配置为精加工切割边缘的切割边缘比配置为粗加工切割边缘的切割边缘更倾斜。在机械加工之后,高金属去除速率因此可与高表面质量组合。
[0016]
与精加工切割边缘相关联的侧表面有利地为用于抵靠工具主体邻接切割插入件
的邻接表面。切割插入件因此可以限定的方式定位于工具主体上。此使得有可能实现精确的机械加工结果。
[0017]
侧表面此外可为相邻切割边缘的自由表面。相关联的前倾面因此安置于上侧和下侧的区域中。此使得切割插入件的设计尤其简单。
[0018]
切割插入件优选地包括偶数个拐角,尤其为四个、六个或八个拐角。
[0019]
所述目标进一步通过上文所提及的类型的切割工具来实现,所述切割工具配备有根据本发明的切割插入件。所述切割工具尤其为铣削工具。根据本发明的切割插入件可补充有常规的切割插入件。所述切割插入件可为纯粗加工切割插入件。根据其优选实施例,此类切割工具因此包括一个或两个根据本发明的切割插入件以及另外的常规切割插入件。以此方式,高金属去除速率可与高质量机械加工结果组合。设计根据本发明的切割插入件还使得有可能配置有效倾角,使得所述倾角在整个工具上基本上相同。出于此目的,就其倾斜度、凸度或凹度而言,根据本发明的切割插入件的粗加工切割边缘通常以与常规切割插入件的主要切割边缘相同的方式设计。一般来说,因此,根据本发明的切割插入件的粗加工切割边缘以与常规切割插入件的粗加工切割边缘完全相同的方式定位于切割工具中。
[0020]
优选地,与精加工切割边缘中的一个相关联的切割插入件的至少一个侧表面邻接工具主体的对应邻接表面。切割插入件因此可靠地并且精确地定位于工具主体上。此会产生精确工作产品。
附图说明
[0021]
本发明在下文借助于设计实例加以解释,所述设计实例在附图中展示。诸图展示:
[0022]-图1:根据本发明的切割工具,其具有根据本发明的切割插入件,其中仅部分地展示切割工具,
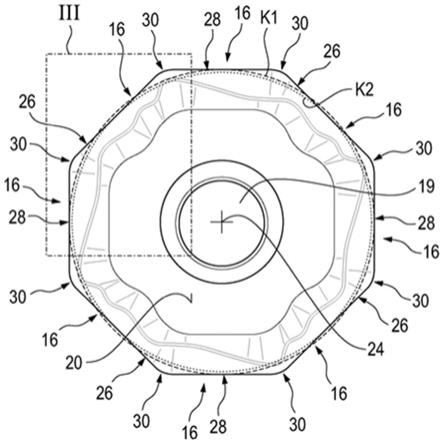
[0023]-图2:图1的根据本发明的切割插入件的平面视图,
[0024]-图3:图2的切割插入件的放大部分iii,且
[0025]-图4:图1到3的切割插入件的侧视图。
具体实施方式
[0026]
图1展示切割工具10,其在此处配置为铣削工具。所述切割工具包括切割插入件14附接到的工具主体12。当然,切割工具10还可包含其它切割插入件。然而,未展示其它切割插入件。
[0027]
为了精确定位切割插入件14,所述切割插入件将工具主体12的相应的相关联对应邻接表面18a、18b与其侧表面16中被标识为16a和16b的两个侧表面邻接。
[0028]
被标识为16a和16b的侧表面16因此为用于抵靠工具主体12邻接切割插入件14的邻接表面。
[0029]
切割插入件此外可通过开口19使用并未更仔细地描绘的螺钉附接到工具主体。
[0030]
所展示切割插入件14为八边形。
[0031]
因此,所述切割插入件具有多边形上侧20,其具有八个拐角。下侧22也是八边形。
[0032]
当沿着切割插入件24的中心轴线检视时,上侧20与下侧22叠合。
[0033]
切割插入件因此总共具有八个侧表面16,但其中仅两个用作邻接表面(参见上
文)。
[0034]
每一侧表面16将上侧20的边缘连接到下侧22的边缘,所述上侧的边缘与所述下侧的边缘沿着切割插入件24的中心轴线相邻。
[0035]
侧表面16沿着切割插入件24的中心轴线为连续的;即配置成不具有梯级、凸肩等等。
[0036]
切割边缘还配置于上侧20的边缘上,即配置在上侧20与相关联的侧表面16之间的过渡区处,其中所述切割边缘为交替的粗加工切割边缘26和精加工切割边缘28。
[0037]
这同样适用于下侧22。在此处也提供交替的粗加工切割边缘26和精加工切割边缘28。
[0038]
在上侧20和下侧22两者上,精加工切割边缘28限定内切圆k1,且粗加工切割边缘26限定内切圆k2。内切圆k1的直径相较于切割插入件14的标称大小放大,且内切圆k2的直径相较于切割插入件14的标称大小减小。
[0039]
粗加工切割边缘26和精加工切割边缘28因此安置在不同内切圆上。
[0040]
相对于粗加工切割边缘26和精加工切割边缘28,侧表面16均形成自由表面。
[0041]
相关联的前倾面分别设置在上侧20和下侧22上。
[0042]
设置在上侧20上的粗加工切割边缘26此外为凹形,且设置在上侧20上的精加工切割边缘28相对于上侧20以大约10
°
的恒定角度倾斜。粗加工切割边缘26因此起初在切割插入件的中心的方向上从对所述粗加工切割边缘进行定界的切割插入件的第一拐角下落,且接着在对所述粗加工切割边缘进行定界的第二拐角的方向上再次上升。
[0043]
这同样适用于设置在下侧22上的粗加工切割边缘26和精加工切割边缘28。
[0044]
作为图4中的实例,设置在上侧20上的正面描绘的精加工切割边缘28倾斜的角度为α,且设置在下侧22上的同样正面描绘的精加工切割边缘28倾斜的角度为β。
[0045]
其余的精加工切割边缘28和粗加工切割边缘26相对于上侧20和下侧22倾斜的角度以类似方式来测量。
[0046]
理所当然,此角度在凸形或凹形精加工切割边缘28或粗加工切割边缘26的范围上为可变的。
[0047]
为了即使在精加工切割边缘28倾斜且粗加工切割边缘26凹入的情况下也能够确保上侧20和下侧22的连续外围边缘,用于上侧20的切割边缘的连接边缘32和用于下侧22的切割边缘的连接边缘32设置在切割插入件14的每一拐角区30中。
[0048]
连接边缘32连续地连接相应的相邻粗加工切割边缘26与精加工切割边缘28。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1