超声波焊接的焊头连接模块和焊头的连接结构的制作方法
[0001]
本发明涉及超声波焊接技术领域,特别涉及一种超声波焊接的焊头连接模块和焊头的连接结构。
背景技术:
[0002]
超声波焊接是利用高频【频率>16hz】振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合;超声波预焊接是将多层极耳箔材焊接一起,裁切后,便于将预焊接后的箔材极耳与tab【极耳引片】焊接在一起;超声波主焊接是将预焊的foils【多层极耳箔材】和tab【极耳引片】焊接在一起。超声波焊接是一种声波磨具,系超声波发射端的通称,能将换能器产生的超声波耦合到被加工的物体中。为了将焊头的机械振动传递到工件上,超声波焊接的焊头的焊接区域上常常设有相应的纹路,即所谓的齿纹。超声波焊接设备中的焊头是超声波焊接设备的重要组成部分,其直接关系到超声波发生器的传动效果及接触面的焊接效果。
[0003]
申请号 201110395148. 6、申请公布号 cn 102513686 a、名称为“超声波焊头、具有超声波焊头的超声波焊接设备及使用该超声波焊接设备焊接电池极耳的方法”公开了一种超声波焊头,所述焊头自底部向顶部呈渐缩锥形结构,且焊头顶部为一平面,且若干焊头是以一定规律与超声波焊接设备的上模块成一体结构分布在超声波焊接设备的上模块上使用的。存在的问题是:超声波焊头在使用中是会发生损耗的,损耗到一定程度,该申请的焊头就必须和上模块一起更换,这就加大了使用成本。
技术实现要素:
[0004]
本发明的主要发明目的,是提供一种能解决动力锂离子电池在超声波焊接中主焊震裂预焊印,主焊印和预焊印重叠区域箔材易开裂等问题的超声波焊接设备的上模块和焊头的连接结构。
[0005]
本发明所用的技术方案是:一种超声波焊接的焊头连接模块和焊头的连接结构,所述焊头包括用于预焊的预焊头与用于主焊的主焊头;焊头连接模块包括模块主体、模块上分体、模块下分体;模块上分体、模块下分体均和模块主体可拆固连在一起,模块上分体的上表面位于模块下分体的下表面正上方,模块上分体的上表面和模块下分体的下表面相互平行且全等;模块上分体的上表面和模块下分体的下表面同时均设有若干预焊头或主焊头,这些预焊头或主焊头均和模块上分体、模块下分体相连成一体结构并成行成列地凸起在模块上分体的上表面上、模块下分体的下表面下;固定在模块上分体的上表面和模块下分体的下表面的预焊头之间或主焊头之间彼此上下对齐;设在模块上分体的上表面和模块下分体下表面上的主焊头分成若干个主焊头组,每个主焊头组内的主焊头至少成一列地凸起在模块上分体的上表面上、模块下分体的下表面下,且主焊头的列和预焊头的列相互平行;每个主焊头组内的主焊头均设在两列预焊头的相邻边缘确定的竖直平面之间且不和这两个竖直平面触连。
[0006]
这里同一列预焊头的相邻两个预焊头之间的间距是相等的,装有预焊头的超声波焊接的焊头连接模块和装有主焊头的超声波焊接的焊头连接模块全等。使用时,预焊工位装有的是设有预焊头的超声波焊接的焊头连接模块,主焊工位装有的是设有主焊头的超声波焊接的焊头连接模块,工件在预焊工位完成预焊后再拿到主焊工位进行主焊,预焊和主焊的焊接工艺参数是不一样的,主焊头的焊接点和预焊头的焊接点也是相互分离的,因此预焊后再进行主焊不会影响焊接的整体质量,因此可以大大提高焊接的整体成功率,从而降低生产成本。尤其重要的是,一旦预焊头和主焊头需要更换,也只需要更换相应的与预焊头和主焊头成一体结构的模块上分体及模块下分体,从而可以大大降低相应的生产材料的消耗成本。
[0007]
作为优选,模块上分体、模块下分体和模块主体三者在彼此相互触连的表面上均镀覆有一电镀层。本优选方案,有利于提高模块上分体、模块下分体和模块主体之间的导电性能,从而提高本发明的工作可靠性。
[0008]
作为优选,模块上分体、模块下分体均用若干螺钉和模块主体可拆固连在一起。模块上分体、模块下分体和模块主体的可拆固连可选方案无疑有多种公知方案可选,本优选方案,具有结构简单,加工制造容易,模块上分体、模块下分体和模块主体分拆方便的优点。
[0009]
作为优选,每个主焊头列内的主焊头的个数等于每个预焊头列内的预焊头的个数。进一步地优选,预焊头和主焊头的形态全等。本优选方案,通过主焊头和预焊头的合理布局,有利于在保证使用质量的前提下,降低本发明的加工制造和使用成本。
[0010]
综上所述,本发明具有结构合理、使用维护方便、加工制造和使用成本低等优点。
附图说明
[0011]
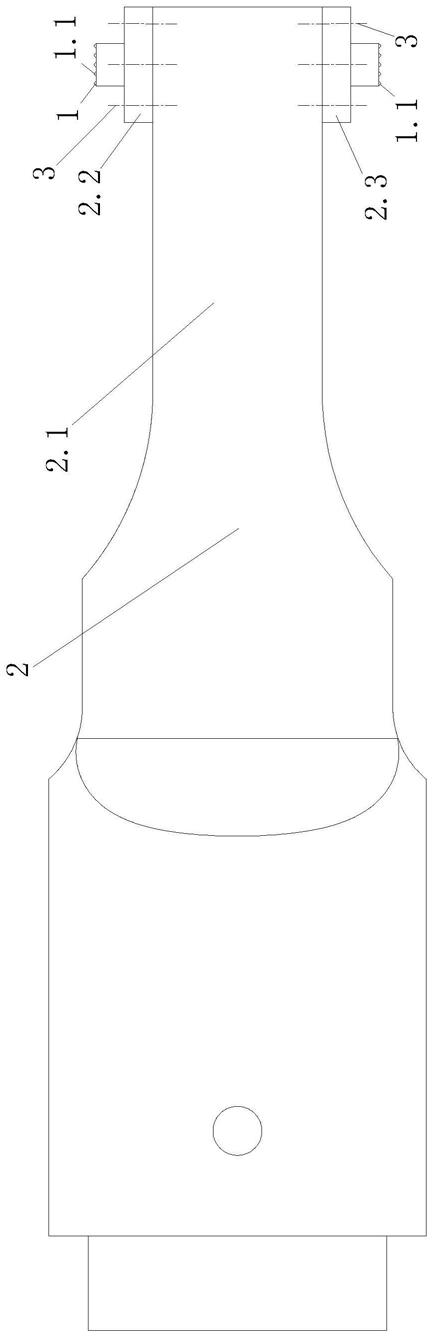
图1:超声波焊接的焊头连接模块和预焊头的连接结构主视示意图;图2:超声波焊接的焊头连接模块和预焊头的连接结构的俯视示意图;图3:超声波焊接的焊头连接模块和主焊头的连接结构主视示意图;图4:超声波焊接的焊头连接模块和主焊头的连接结构的俯视示意图;其中图2、图4里的虚线分别表示位于模块下分体上的预焊头和主焊头,左右走向的若干预焊头、主焊头分别构成预焊头列、主焊头列,前后走向的预焊头、主焊头分别构成相应的预焊头行、主焊头行。
具体实施方式
[0012]
下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
[0013]
如图1、图2、图3、图4所示,本发明中,所述焊头1包括用于预焊的预焊头1.1与用于主焊的主焊头1.2;焊头连接模块2包括模块主体2.1、模块上分体2.2、模块下分体2.3;模块上分体2.2、模块下分体2.3均和模块主体2.1可拆固连在一起,模块上分体2.2的上表面位于模块下分体2.3的下表面正上方,模块上分体2.2的上表面和模块下分体2.3的下表面相互平行且全等;模块上分体2.2的上表面和模块下分体2.3的下表面同时均设有若干预焊头1.1或主焊头1.2,这些预焊头1.1或主焊头1.2均和模块上分体2.2、模块下分体2.3相连成一体结构并成行成列地凸起在模块上分体2.2的上表面上、模块下分体2.3的下表面下;固定在模块上分体2.2的上表面和模块下分体2.3的下表面的预焊头1.1之间或主焊头1.2之
间彼此上下对齐;设在模块上分体2.2的上表面和模块下分体2.3下表面上的主焊头1.2分成若干个主焊头组,每个主焊头组内的主焊头1.2至少成一列【本实施例为一列】地凸起在模块上分体2.2的上表面上、模块下分体2.3的下表面下,且主焊头1.2的列和预焊头1.1的列相互平行;每个主焊头组内的主焊头1.2均设在两列预焊头1.1的相邻边缘确定的竖直平面之间且不和这两个竖直平面触连。
[0014]
作为优选,模块上分体2.2、模块下分体2.3和模块主体2.1三者在彼此相互触连的表面上均镀覆有一电镀层。模块上分体2.2、模块下分体2.3均用若干螺钉3和模块主体2.1可拆固连在一起。每个主焊头列内的主焊头1.2的个数等于每个预焊头列内的预焊头1.1的个数。预焊头1.1和主焊头1.2的形态全等,均为四棱台形、六棱台形、圆台形或圆柱形中的一种。
[0015]
以上所述之具体实施例仅为本发明较佳的实施方式,而并非以此限定本发明的具体实施结构和实施范围。事实上,依据本发明所述之形状、结构和设计目的也可以作出一些等效的变化。因此,凡依照本发明所述之形状、结构和设计目的所作出的一些等效变化理应均包含在本发明的保护范围内,也即这些等效变化都应该受到本发明的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1