使用平面压印成形制作超长金属带状反射光栅尺的装置的制作方法
1.本发明属于光栅制造工艺中压印制造的技术领域,主要涉及使用平面压印成形制作超长金属带状反射光栅尺的装置。
背景技术:
2.光栅尺作为数控机床直线轴的位置检测元件,相当于人类的“眼睛”,能够该直线轴在执行数控系统的移动指令后,该直线轴是否能准确地运行到指令所要达到的位置。光栅尺作为数控机床的位置检测元件对机床的精度有着至关重要的影响,是数控机床的关键基础性功能部件。
3.光栅尺的材料可以是金属、玻璃等材料,其中采用高反射率的金属制作的光栅尺有着诸多优点,包括长量程、易裁剪、精度高、安装灵活等。在直线位移测量系统上被广泛使用。
4.光栅尺制造方法包括光刻法、激光刻划法、辊压压印法。光刻法刻划光栅尺虽然能得到较高的精度,但是需要造价昂贵的光刻设备,制造效率低且对环境要求高;激光刻划法由于激光器功率的限制,对微尺度深度的形貌需要多次刻划,而且往往由于瞬间高功率对金属产生碳化,从而弱化了反射率;辊压法的主要问题是圆形母辊加工工艺比平面困难,而且由于圆周π的周长计算,容易引入非整数误差,加大了制造难度和成本。
技术实现要素:
5.针对上述现有技术存在的问题,本发明提供使用平面压印成形制作超长金属带状反射光栅尺的装置。
6.为解决上述技术问题,本发明采用以下技术方案;使用平面压印成形制作超长金属带状反射光栅尺的装置,包括压印机构、往复运动机构和传输机构;所述压印机构包括z轴动力和压印模组, z轴动力由伺服电机、减速器、法兰基座、联轴器、丝杆和传动螺母组成,其中,伺服电机与减速器传动连接,并固定安装在法兰基座上,丝杆与联轴器形成轴孔配合固定;所述压印模组包括上基座、下基座、固定支撑柱、导杆、上固定板、下固定板、上模板和下模板;所述上基座和下基座通过固定支撑柱形成固定连接,所述上固定板固定到传动螺母,并通过导杆进行z方向上的导向,传动螺母与丝杆配合连接;所述导杆固定在下基座上,所述上模板固定到上固定板,在z轴动力作用下,上模板能够进行z方向的上下移动,实现开模和压印过程;所述下固定板固定到下基座,并通过导杆进行定位,下模板固定到下固定板;所述往复运动机构包括夹持装置、测量装置和x轴动力;所述夹持装置用来夹持固定栅尺,测量装置用来定位夹持装置的准确位置,夹持装置固定在x轴动力,由x轴动力提供x方向的往复运动,其中x轴动力提供的行程应大于上模板在x方向的长度;所述传输机构包括放卷端和收卷端,并与往复运动机构形成联动控制,当基材在压印
机构完成压印时,上模板向上运动,完成开模,然后由往复运动机构向x方向运动时,收卷端开始收卷,放卷端开始放卷,直到测量装置定位到预定位置,停止运动上模板开始向下运动,开始合模压印;如此形成连续往复压印过程。
7.作为优选的实施方案,进一步的,所述的测量装置是激光干涉仪,或采用高精度的光栅尺。
8.作为优选的实施方案,进一步的,所述的夹持装置采用对辊夹持,或是磁铁、真空吸附装置。
9.作为优选的实施方案,进一步的,所述的上模板选择ni、cr或者殷钢作为模具基材,采用激光刻蚀、机械刻蚀或者电化学进行制作表面有微结构的平面状光栅模具,其中微结构根据衍射效率采用三角形、矩形或抛物状。
10.作为优选的实施方案,进一步的,所述的下模板是无微结构的平面模板,或是与上模板一样带有微结构的模板。
11.其用来制作增量式光栅尺或绝对式光栅尺。
12.本发明与现有技术相比,其具有以下显著的优点:(1)使用平面模板,避免引入圆周计算(π)的非整数误差,更能依据栅尺周期进行加工,提高精度。
13.(2)使用平面压印,能够根据压印结果,调整保压时间,从而保证形貌稳定性。
14.(3)相对于辊压压印,平面压印更容易实现模板的刻划,能根据光栅间距,形成等距的增量式光栅,也可以实现非等距有编码的绝对式光栅。
15.(4)采用压印的方法,只需造价低廉,技术成熟的压印设备。
16.(5)配合往复运送平台,实现超长光栅的加工。
17.本发明能有效的满足现代企业连续生产要求,提高生产效率和成品率,具有较好的工程适应价值。
附图说明
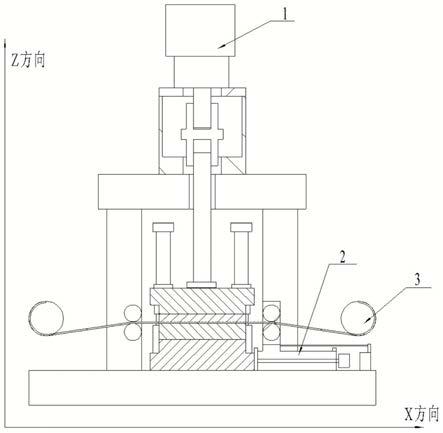
18.图1为本发明装置整体结构图;图2为本发明装置主零部件示意图;图3为本发明夹持装置不同结构示意图;图4为本发明上模板不同形貌示意图;附图中的标记编号说明如下:1、压印机构;2、往复运动机构;3、传输机构;4、基材;101、伺服电机;102、减速器;103、法兰基座;104、联轴器;105、丝杆;106、上基座;107、固定支撑柱;108、上固定板;109、上模板;110、下基座;111、下固定板;112、下模板;113、导杆;114、传动螺母;201、夹持装置;202、测量装置;203、x轴动力;301、放卷端;302、收卷端;2011、吸附装置;2022、吸附固定座。
具体实施方式
19.下面结合附图所示实施例进一步说明本发明的内容及其具体实施方式。
20.如图1和图2所示,本发明使用平面压印成形制作超长金属带状反射光栅尺的装置主要由三部分构成,包括压印机构1、往复运动机构2和传输机构3。其中压印机构1主要实现
对基材4的压印成型过程,是压印光栅尺的关键。压印机构1中的伺服电机101与减速器102通过法兰基座103安装固定在上基座106上,并通过联轴器104与丝杆105固连。上固定板108固连在传动螺母114上,并通过导杆113进行z方向上的导向,传动螺母114与丝杆105配合连接。当伺服电机101转动时就能通过传动螺母114与丝杆105传动带动上固定板做上下运动。上模板109固定在上固定板108,从而能随着上固定板108一起做上下运动。
21.上基座106和下基座110通过固定支撑柱107形成固定连接,法兰基座103固定在上基座106。导杆113固定在下基座110。下固定板111固定到下基座110,并通过导杆113进行定位,下模板112固定到下固定板111。
22.往复运动机构2中的夹持装置201固定在x轴动力203,由x轴动力提供x方向的往复运动。x轴动力203固定在下基座110。
23.本发明的工作过程如下:(1)压印开始前。将基材4从放卷端301依次通过下模板112、夹持装置201、收卷端302,通过传输机构3对基材4提供一定量的张紧力,使得基材4处于绷紧状态,此时的夹持装置201处在x轴方向的最左端。
24.(2)开始压印时。启动伺服电机101,通过丝杆105和传动螺母114带动上模板109向下垂直运动,根据输入控制系统的下压量以及压力传感器的读数值来判断下压位置,并能根据具体输入量,确定保压时间。
25.(3)压印结束后。伺服电机101如前所述带动上模板109向上垂直运动,形成开模。然后夹持装置201对基材4形成夹紧状态,启动x轴动力203,带动夹持装置201沿x轴方向向右运动到指定位置。到位判断通过测量装置202进行测量与数值反馈。当夹持装置201向右运动时,就会带动基材4向右移动,此时,收卷端302收卷,放卷端同时放卷,一段无压印的基材4就会重新移动到下模板112上。当夹持装置201向右运动到位结束后,开始松开基材,重新向左运动到指定位置。不断往复运动,从而压印出连续长光栅尺。
26.其中,测量装置202可以是激光干涉仪,也可以采用高精度的光栅尺。
27.如图3所示,夹持装置201可以是对辊装置,下辊固定,上辊可以上下移动,从而对基材4形成夹持力。也可以是采用电磁吸附或者真空吸附装置,将吸附装置2011固定在吸附固定座2022,当需要夹持基材4时,启动吸附装置2011。
28.如图4所示,上模板109可以选择ni、cr或者殷钢作为模具基材,采用激光刻蚀、机械刻蚀或者电化学等方法进行制作表面有微结构的平面状光栅模具。微结构可以根据衍射效率采用三角形、矩形、抛物状等。其中下模板112可以是无微结构的平面模板,也可以与上模板109一样,加工成带有微结构的模板。
29.本发明可以用来制作增量式光栅尺或绝对式光栅尺。
30.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1