薄膜激光半切装置及方法与流程
[0001]
本发明涉及激光切割领域,具体涉及一种薄膜激光半切装置及方法。
背景技术:
[0002]
现有激光切割技术在进行薄膜半切时,会出现切割变形或者出光不均匀造成切割深浅不一、效果不佳,且速度和效率较为低下,无法满足客户更高的生产要求。
[0003]
因此,需要对现有技术进行改进。
技术实现要素:
[0004]
本发明要解决的技术问题是提供一种高效的薄膜激光半切装置及方法;
[0005]
为解决上述技术问题,本发明提供一种薄膜激光半切装置,包括激光器、连接管、扩束镜、振镜、透镜、软件设置模块和控制模块;
[0006]
所述激光器、连接管、扩束镜、振镜和透镜依次连接;
[0007]
所述软件设置模块与控制模块信号连接,控制模块分别与激光器和振镜信号连接。
[0008]
作为对本发明薄膜激光半切装置的改进:
[0009]
所述振镜包括配合使用的x轴振镜和y轴振镜;
[0010]
所述x轴振镜与x轴电机的转轴固定连接,y轴振镜与y轴电机的转轴固定连接;
[0011]
通过x轴电机和y轴电机调整x轴振镜和y轴振镜的朝向角度,可以改变激光的照射在产品上的位置。
[0012]
作为对本发明薄膜激光半切装置的进一步改进:
[0013]
所述x轴振镜和y轴振镜为大光斑振镜;
[0014]
所述扩束镜选取八倍扩束镜;
[0015]
所述软件设置模块与控制模块信号连接,控制模块与激光器、x轴振镜和y轴振镜信号连接。
[0016]
本发明还提供一种薄膜激光半切方法,包括以下步骤:
[0017]
步骤1:在画布上编异形孔图案或采用u盘方式导入异形孔图案,输送给软件设置模块;
[0018]
步骤2:软件设置模块根据异形孔图案选择振镜与扩束倍数,设置图形尺寸大小;
[0019]
步骤3:对每个异形孔图案节点位置需要的功率单独调节,得到异形孔图案控制参数;
[0020]
步骤4:异形孔图案控制参数通过数据线传输给控制模块;
[0021]
步骤5:控制模块根据异形孔图案控制参数输出控制指令给发送激光器、z轴电机和y 轴电机;
[0022]
步骤6:开始半切直到图形半切结束。
[0023]
作为对本发明薄膜激光半切方法的改进:
[0024]
异形孔图案控制参数包括激光机的标刻速度,标刻速度影响激光机的出光时间以及振镜工作时的跳转时间。
[0025]
作为对本发明薄膜激光半切方法的改进:
[0026]
跳转时间设置,设置半切激光在图节点之间跳跃所需延迟的最小跳转时间和最大跳转延时;
[0027]
1)、当实际跳转距离<最小跳转距离时,实际跳转延时=实际跳转距离/最小跳转距离 *(跳转延时-最小跳转延时)+最小跳转延时;
[0028]
2)、当实际跳转距离≥最小跳转距离时,实际跳转延时=跳转延时。
[0029]
作为对本发明薄膜激光半切方法的改进:
[0030]
通过设置标刻速度,驱动振镜里面的检流计电机的摆动速度,及角度;通过开关光配合节点位置需要出光的部分,包括以下步骤;
[0031]
1)、先选择触犯信号控制;
[0032]
2)、再设置迎合方向。
[0033]
作为对本发明薄膜激光半切方法的改进:
[0034]
在软件设置模块中的笔号,一种笔号代表一种参数;设置好笔号后,在编辑对象时,可以选择对应的笔号,就可以设置对应的参数;在同一个文档中,不同的对象可以选用不同的笔号。
[0035]
本发明通过软件与硬件的配合,使薄膜半切效果得到很大提升,切割深浅度均匀。为薄膜半切提供切割效果更好的解决方案。
[0036]
本发明薄膜激光半切装置及方法的技术优势为:
[0037]
本发明基于薄膜半切应用通过设置标刻速度影响激光机的出光时间以及振镜工作时的跳转时间,配合大光斑振镜以及8倍扩束镜,使激光机达到更佳的聚焦状态,光斑更细,切割深浅统一,效果更佳。本发明薄膜激光半切方法可以提升生产效率,通过软件设置界面标刻速度与硬件部分振镜、扩束镜的配合,使薄膜半切效果更佳。
[0038]
本发明基于薄膜半切应用相比较现有技术,具有以下优点:
[0039]
1)、速度优势:相比现有技术提高3倍以上,可达到180米/分钟;
[0040]
2)、半切效果:解决现有的半切深度不一,孔径大小不一现象。此半切技术精度可打 0.12mm;
[0041]
3)、效率优势:可以多拼半切设备组合在一个平台上应用。解决现有技术一个个完成效率低下的问题。
附图说明
[0042]
下面结合附图对本发明的具体实施方式作进一步详细说明。
[0043]
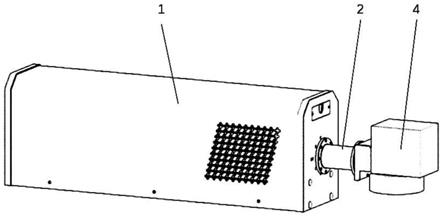
图1是本发明薄膜激光半切装置的结构示意图;
[0044]
图2是图1的爆炸图;
[0045]
图3是激光器1与振镜4配合使用的结构示意图;
[0046]
图4是软件设置模块操作界面示意图;
[0047]
图5是笔号操作界面示意图;
[0048]
图6跳转时间设置示意图;
[0049]
图7位打印顺序示意图。
具体实施方式
[0050]
下面结合具体实施例对本发明进行进一步描述,但本发明的保护范围并不仅限于此。
[0051]
实施例1、薄膜激光半切装置,如图1-7所示,包括激光器1、连接管2、扩束镜3、振镜4、透镜5、软件设置模块和控制模块。
[0052]
激光器1、连接管2、扩束镜3、振镜4和透镜5依次连接。
[0053]
连接管2起到连接振镜4和激光器1的作用,扩束镜3设置在连接管2中。
[0054]
振镜4包括配合使用的x轴振镜41和y轴振镜42,x轴振镜41与x轴电机411的转轴固定连接,y轴振镜42与y轴电机421的转轴固定连接。通过x轴电机411和y轴电机 421调整x轴振镜41和y轴振镜42的朝向角度,可以改变激光的照射在产品上的位置。
[0055]
振镜4(x轴振镜41和y轴振镜42)选型为大光斑振镜。在面对薄膜半切应用中切割不规则图形时,大光斑振镜保证了激光机的出光质量,避免了切割深度深浅不一,效果不佳等情况;
[0056]
扩束镜3选取8倍扩束镜。高倍数的扩束镜配合大光斑振镜可使激光机聚焦效果更佳,光斑更细,切割效果更佳。
[0057]
软件设置模块与控制模块信号连接,控制模块与激光器1、x轴电机411和y轴电机421 信号连接。
[0058]
薄膜激光半切方法,包括以下步骤:
[0059]
步骤1:在画布上编异形孔图案或采用u盘方式导入异形孔图案,输送给软件设置模块;
[0060]
异形孔图案即为不规则图形。
[0061]
步骤2:软件设置模块根据异形孔图案选择振镜与扩束倍数,设置图形尺寸大小。
[0062]
根据所需要的半切要求,预选倍数。确定振镜与扩束光束倍数。
[0063]
步骤3:对每个异形孔图案节点位置需要的功率单独调节,得到异形孔图案控制参数;
[0064]
异形孔图案控制参数包括激光机的标刻速度,标刻速度影响激光机的出光时间以及振镜工作时的跳转时间。
[0065]
通过在软件设置模块中的笔号来实现,一种笔号代表一种参数;
[0066]
设置好笔号后,在编辑对象时,可以选择对应的笔号,就可以设置对应的参数。在同一个文档中,不同的对象可以选用不同的笔号。
[0067]
通过设置标刻速度,驱动振镜里面的检流计电机的摆动速度,及角度。通过开关光配合节点位置需要出光的部分。
[0068]
1)、先选择触犯信号控制;
[0069]
2)、再设置迎合方向。
[0070]
跳转时间设置(工作速度),设置半切激光在图节点之间跳跃所需延迟的最小跳转时间和最大跳转延时。
[0071]
跳转时间设置:
[0072]
1)、当实际跳转距离<最小跳转距离时,实际跳转延时=实际跳转距离/最小跳转距离 *(跳转延时-最小跳转延时)+最小跳转延时;
[0073]
2)、当实际跳转距离≥最小跳转距离时,实际跳转延时=跳转延时;
[0074]
3)、速度补偿:
[0075]
举例如图7所示当有两个半切文字对象:abc和dc,并且它们位于绘图区振镜工作范围处。若使用扩展区域,当软件检查到c加上编码器传回的补尝值,让整个字元c都位于振镜工作范围内,软件就会打标c字符。依次类推打标e-b-d-a。焦点位置迎向迎合流水线方向。
[0076]
软件定义:(单位为mm/s),扫描头内部x.y两路振镜在跳转时所摆动的速度。范围为(1-20000mm/s);初始值:设为1500mm/s;操作方法:控制半切图案时笔划与笔划之间跳转的速度。即打笔划最后一点,振镜转到下一个起笔节点点或笔划起笔点所移动的速度,这中间是不出激光的。
[0077]
步骤4:异形孔图案控制参数通过数据线传输给控制模块。
[0078]
步骤5:控制模块根据异形孔图案控制参数输出控制指令给发送激光器1、x轴电机411 和y轴电机421。
[0079]
步骤6:开始半切直到图形半切结束。
[0080]
最后,还需要注意的是,以上列举的仅是本发明的若干个具体实施例。显然,本发明不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本发明公开的内容直接导出或联想到的所有变形,均应认为是本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1