用于电弧焊炬的被涂布的喷嘴的制作方法
1.本发明涉及电弧焊炬,并且确切地说,涉及包括耐火涂层的焊炬喷嘴。
背景技术:
2.产生等离子体进行切割或焊接是金属加工行业中的一个重要工具。等离子体是在各种工艺期间产生,包含等离子体转移电弧焊接、mig焊接(又称为gmaw)、tig焊接(又称为gtaw)、等离子体切割、等离子体喷涂。在这些方法中,等离子体可达到超过20,000℉的温度。在这些温度下,切割和焊渣通常很多,并且不可避免地沉积于焊接设备上。因此,需要定期维护设备。维护可包含清洁或更换具有熔融金属沉积物的部件。当例如用pta、mig或等离子体切割进行焊接时,焊接烟尘和焊渣往往会积累于喷嘴表面上,由此中断电弧转移,降低焊接和/或切割效率并堵塞粉末或线端口。通常,取决于累积的严重程度,将停止焊接或切割以清洁喷嘴表面或完全更换喷嘴。此类停止是很常见的,因为当前喷嘴一般展现最长1-2小时的连续切割或焊接时间。此有限的操作时间窗限制了焊接和切割效率并使操作成本增加。
技术实现要素:
3.在一个方面,本文中描述了用于电弧焊炬的喷嘴,所述喷嘴包括耐火涂层,通过抵抗焊熔金属飞溅和相关熔融金属沉积物的积累来增加喷嘴的操作寿命。在一个方面,用于电弧焊炬的喷嘴包括第一主体,所述第一主体包含中心孔和外表面。涂层通过热喷涂、物理气相沉积(pvd)或化学气相沉积(cvd)而粘附于外表面,所述涂层包括耐火层,所述耐火层包含选自由以下组成的组的一种或多种金属元素:铝、硅和周期表第iiib-viiib族的金属元素;以及选自周期表第iiia、iva、va和via族的一种或多种非金属元素。在一些实施例中,耐火层展现至少45kgf的临界载荷(l
c
)和/或至少2gpa的残余压缩应力条件。此外,本文所描述的被涂布的喷嘴展现的连续焊接寿命可以是未涂布喷嘴的寿命的两倍。
4.在另一个方面,本文描述了焊接或切割的方法。在一些实施例中,方法包括提供包括喷嘴的电弧焊炬,所述喷嘴包含第一主体,所述第一主体包括中心孔和外表面;以及通过热喷涂、物理气相沉积(pvd)或化学气相沉积(cvd)而粘附于所述外表面的涂层。所述涂层包括耐火层,所述耐火层包含选自由以下组成的组的一种或多种金属元素:铝、硅和周期表第iiib-viiib族的金属元素;以及选自周期表第iiia、iva、va和via族的一种或多种非金属元素。用等离子体炬焊接和/或切割金属或合金工件。在一些实施例中,被涂布的喷嘴的连续焊接或切割寿命是未涂布喷嘴的连续焊接或切割寿命的两倍。
5.这些和其它实施例在以下具体实施方式中更详细地描述。
附图说明
6.图1示出根据一些实施例的被涂布的喷嘴的透视图。
7.图2是根据一些实施例,粘附于喷嘴外表面的ti
0.40
al
0.60
n涂层的横截面扫描电子
(sem)显微照片。
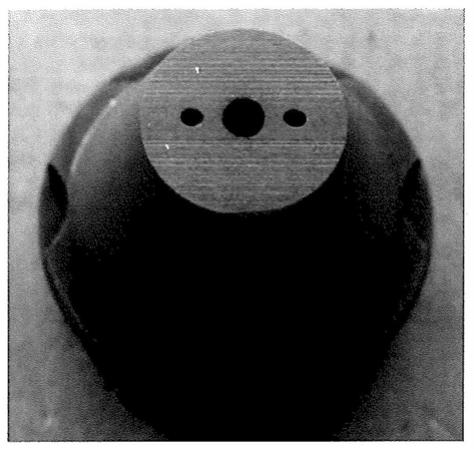
8.图3是在连续焊接stellite 6合金七小时之后图1的喷嘴的图片。
具体实施方式
9.本文所描述的实施例可以通过参考以下详细描述和实例以及其先前描述和以下描述而更容易地理解。然而,本文所描述的元件、装置和方法不限于详细描述和实例中呈现的具体实施例。应当认识到,这些实施例仅仅说明本发明的原理。本领域的技术人员将在不脱离本发明的精神和范围的情况下容易地显而易知许多修改和调整。
10.i.电弧焊炬喷嘴
11.如本文所描述,用于电弧焊炬的喷嘴包括第一主体,所述第一主体包括中心孔和外表面。涂层通过热喷涂、物理气相沉积(pvd)或化学气相沉积(cvd)而粘附于外表面,所述涂层包括耐火层,所述耐火层包含选自由以下组成的组的一种或多种金属元素:铝、硅和周期表第iiib-viiib族的金属元素;以及选自周期表第iiia、iva、va和via族的一种或多种非金属元素。
12.现转而参看具体组分,耐火层可包括在以上参数范围内的任何组成。耐火层例如可包括选自由以下组成的组的一种或多种金属的碳化物、氮化物、碳氮化物、氧化物、氧氮化物或氧碳氮化物:铝、硅和周期表第iiib-viiib族的金属元素。在一些实施例中,例如,耐火层包括m
1-x
al
x
n,其中0.3≤x≤0.9并且m是钛、铬或锆。在一些实施例中,0.4≤x≤0.6。耐火层还可包括ti
1-x-y
me
y
al
x
n,其中me选自周期表第ivb-vib族,并且x>0,y≥0且0.3≤x+y≤0.9。或者,耐火层可包括金属氧化物。在一些实施例中,氧化物选自由以下组成的组:氧化铬、氧化钇稳定氧化锆和氧化钛铝。本文所描述的耐火层的陶瓷性质使耐火层电绝缘。
13.耐火层可通过物理气相沉积(pvd)、化学气相沉积(cvd)或热喷涂沉积。在一些实施例中,耐火层展现压缩残余应力条件。在一些实施例中,耐火层例如可具有至少2gpa的残余压缩应力。耐火层还可具有选自表i的残余压缩应力。
14.表i-耐火层的残余压缩应力
15.残余压缩应力,gpa1-42-40.5-30.1-1
16.在未具体指明是压缩的情况下,本文所描述的残余应力值可被赋予负值以指示残余应力是压缩应力。本领域的技术人员应理解,在未具体指明的情况下,残余应力被赋予正值以指示拉伸应力,且负值指示压缩应力。
17.对于本文所描述的耐火层,使用修改的sin2ψ方法,采用了seemann-bohlin(s-b)聚焦几何形状来确定残余应力和剪应力。参见v.valvoda,r.kuzel,r.cerny,d.s.rafaja,j.musil,c.kadlec,a.j.perry,《固体薄膜(thin solid films)》193/194(1990)401。根据此方法,使用掠入射x射线衍射几何确定具有不同米勒(hkl)指数的所有可测量衍射峰的平面间距。[在以与试样呈固定入射束角度进行的单次2θ扫描中,收集不同(hkl)平面的衍射峰。]由于在perry等人的方法中,衍射平面与样品表面法线产生不同角度,故不需要样品倾
斜ψ。perry等人提出,角度ψ实际上对应于布拉格角(bragg angle)θ减去掠射角γ(ψ=θ-γ)。因此,在单次2θ扫描中,当以不同2θ角度测量具有不同米勒指数的多个布拉格峰时,自动地选择ψ角度的范围。接着,由从不同峰计算的晶格参数随sin2ψ变化的图得出残余应力。
[0018]
对于包括m
1-x
al
x
n且其中m是钛的耐火层,例如,残余应力和剪应力是通过x射线衍射法,使用掠入射sin2ψ方法,针对tialn结晶相的多次(hkl)反射确定。用于确定残余应力的仪器是装备eulerian支架用于试样操纵的panalytical xpert pro mrd。x射线源是以45kv和40ma操作的铜制长细聚焦x射线管。所述仪器被配置成具有平行光束光学装置,用于确定涂层中的应力。入射光学装置包含x射线镜和0.04度索勒狭缝(soller slit)。接收光学装置包含0.27度平行板准直仪、平整石墨单色器和密封式正比计数器。
[0019]
选出altin的(111)、(200)、(220)、(311)、(222)、(331)、(420)及(422)反射以测量残余应力水平。掠入射角度的选择应使衬底反射减到最少,同时保证在分析中包含整个耐火层厚度。对于每次(hkl)反射,调整针对步长和计数时间的数据采集参数以获得适当峰强度,由此准确地确定峰位置。
[0020]
接着,使用以下公式,针对吸收和透明度校正峰数据:
[0021]
吸收校正
[0022][0023]
透明度校正
[0024][0025]
其中
[0026]
且
[0027]
其中:
[0028]
t=层厚度
[0029]
μ=线性吸收系数(cm-1
)
[0030]
θ=2θ/2(度)
[0031]
(ω-θ)=ω偏移角(度)
[0032]
ψ=倾斜角(psi应力)(度)
[0033]
τ=信息深度(微米)
[0034]
r=测角仪的半径(mm)
[0035]
使用以下公式,针对洛仑兹偏振(lorentz polarization)校正峰数据:
[0036]
偏振校正
[0037][0038]
2θ
mon
=石墨单色器的衍射角
[0039]
使用ladell模型移除kα2峰。使用修改的lorentzian形状轮廓函数使峰位置精确
化。
[0040]
由以下通用公式计算耐火层残余应力:
[0041][0042]
其中σ
φ
=σ1cos2φ+σ2sin2φ
[0043][0044]
d
o
=无应变晶格常数
[0045][0046]
ψ=试样倾斜角
[0047]
σ1和σ2=试样表面中的主应力张量
[0048][0049]
s1&1/2s2=x射线弹性常数
[0050][0051]
对于本发明的tialn,泊松比(poisson’s ratio)(υ)设定成0.20,并且弹性模量(e,以gpa为单位)是根据iso标准14577,使用vickers压头,通过用fischerscope hm2000进行的纳米压痕分析确定。压痕深度设定成0.25μm。如本领域技术人员所知,对于具有其它组成的耐火层,可按类似方式,通过选择适合这些组成的多次(hkl)反射,利用xrd执行残余应力分析。另外,也可通过如本文所描述的纳米压痕分析确定其它耐火层的泊松比(υ)和弹性模量(e)。
[0052]
在一些实施例中,涂层的耐火层可展现至少45kgf的临界载荷(l
c
)。在其它实施例中,耐火层展现至少60kgf的临界载荷(l
c
)。耐火层的临界载荷也可具有选自表ii的值。
[0053]
表ii
–
耐火层的临界载荷(l
c
)
[0054]
45-60kgf60-100kgf≥100kgf
[0055]
表征耐火层的粘附力的临界载荷是根据以下方案确定。采用具有表面标尺的vicker压头,该压头没有裂纹、碎裂、缺陷及粘附的表面碎片。还采用了点砧座(0.25英寸直径)和平砧座(2英寸直径)。选择适当的预载荷(10kg)以施加压头载荷。选择被涂布的衬底的平坦表面,并将在砧座上且在金刚石压头和升降螺杆下方的位置调整至所需的零标尺位置。在所希望的表面载荷(例如45、60、100、150kgf等)下施加压痕。将升降螺杆释放并将样品侧向定位以施加下一载荷。凹痕被间隔开以避免相邻压痕的干扰效应或影响。推荐的间隔距离是3-5
×
压痕的直径。通过将样品沉浸于超声波浴中若干分钟,可去除任何脱粘但仍粘附的耐火层。或者,可使用胶带去除脱粘的耐火层。在光学显微镜(10
×-
100
×
)下,沿凹痕的表面周边检查带凹痕样品的剥落和分层情况。临界载荷(l
c
)是以使得在凹痕直径以外发生涂层剥落和/或分层的载荷报告。本文所描述的耐火层可具有任何所希望的厚度。耐火层的厚度可根据若干考虑因素选择,包含但不限于该层的组成属性和沉积技术。pvd或cvd耐火层一般可具有1-10μm的厚度。在一些实施例中,pvd或cvd耐火层的厚度是2-5μm。或者,
通过热喷涂沉积的耐火层可具有25μm至500μm的厚度。
[0056]
在一些实施例中,耐火层可经历一种或多种涂布后处理。耐火层例如可用各种湿式和/或干式粒子组合物喷砂处理。涂布后喷砂处理可通过任何所希望的方式施用。在一些实施例中,涂布后喷砂处理包括喷丸处理或加压喷砂处理。加压喷砂处理可通过多种形式施用,包含压缩空气喷砂处理、湿式压缩空气喷砂处理、加压液体喷砂处理、湿式喷砂处理及蒸汽喷砂处理。例如,湿式喷砂处理是使用如氧化铝之类无机和/或陶瓷粒子和水的浆液实现。粒子浆液可通过气动方式喷射至被涂布的切割工具主体的表面处以冲击涂层的表面。无机和/或陶瓷粒子的大小一般可在约20μm与约100μm之间的范围内。喷砂处理参数包含压力、冲击角、与部件表面的距离及持续时间。
[0057]
在其它实施例中,耐火层经历涂布后抛光处理。抛光可用具有适当菱形或陶瓷粗粒大小的糊浆施用。在一些实施例中,糊浆的粗粒大小在1μm至10μm范围内。在一个实施例中,使用了5-10μm的菱形粗粒糊浆抛光涂层。本文所描述的耐火层可被喷砂处理或抛光一段足以实现所希望的表面粗糙度(r
a
)和/或其它参数,如增加耐火层的残余压缩应力的时间。在一些实施例中,经历涂布后处理的耐火层具有选自表iii的表面粗糙度(r
a
)。
[0058]
表iii
–
涂布后表面粗糙度(r
a
)
–
nm
[0059]
≤500≤250<200
[0060]
在一些实施例中,耐火层可直接粘附于喷嘴的外表面上。或者,涂层还可在喷嘴外表面与耐火层之间包括一个或多个中间层。涂层的中间耐火层可包括选自由铝及周期表第ivb、vb和vib族金属元素组成的组的一种或多种金属元素,以及选自由周期表第iiia、iva、va和via族非金属元素组成的组的一种或多种非金属元素。例如,在一些实施例中,一个或多个中间层tin、altin、tic、ticn或al2o3可定位于喷嘴外表面与耐火层之间。中间层可具有与本发明的目的一致的任何所希望的厚度。在一些实施例中,中间层具有在100nm至5μm范围内的厚度。
[0061]
如本文所描述,电弧焊炬的喷嘴包括第一主体,所述第一主体包括中心孔和外表面。在一些实施例中,第二主体被布置于中心孔中,其中在所述第一主体与所述第二主体之间形成通道。第二主体例如可同心地布置于第一主体的中心孔中。类似地,喷嘴可包括布置于中心孔中的额外主体,其中在第二主体与所述额外主体之间形成通道。在第一主体、第二主体和/或额外主体之间形成的通道可执行各种功能,包含用于保护气体、水冷却和/或粉末或线状焊接材料的通路。取决于功能,第二主体和/或额外主体可未被涂布或至少部分用本文所描述的耐火层涂布。
[0062]
图1示出根据一些实施例的被涂布的喷嘴的透视图。如图1中所示,喷嘴包括粘附有涂层的外表面。在图1的实施例中,ti
0.40
al
0.60
n耐火层粘附于外表面。ti
0.40
al
0.60
n耐火层呈现灰色。喷嘴包括中心孔口,用于将焊炬产生的电弧转移至工件。喷嘴还包含邻近于中心孔口的两个孔口。这些孔口可运输保护气体或粉末状焊接材料。图2是粘附于喷嘴外表面的ti
0.40
al
0.60
n耐火层的横截面sem。
[0063]
喷嘴可由与本发明的目的一致的任何材料形成。在一些实施例中,例如,喷嘴由铜或铜合金形成。本文所描述的包括涂层的喷嘴展现的连续焊接或切割寿命可以是未涂布喷
嘴的寿命的两倍。连续焊接或切割寿命是指焊炬产生电弧并参与焊接或切割操作的时间。因此,连续焊接或切割寿命不包含焊炬不产生电弧时的时间。在一些实施例中,本文所描述的喷嘴具有至少5小时的连续焊接或切割寿命。本文所描述的被涂布的喷嘴可用于任何类型的电弧焊炬,包含等离子体电弧焊炬、等离子体转移电弧焊炬、等离子体切割器和/或用于mig焊接和tig焊接的焊炬。
[0064]
图1的被涂布的喷嘴经历7小时的stellite 6合金连续焊接。被涂布的喷嘴是可购自kennametal stellite的焊炬的一部分。图3是在7小时完成时喷嘴的图片。值得注意的是,中心孔口和邻近孔口未被焊熔金属飞溅产生的熔融金属沉积物堵塞。比较性未涂布的插入件也经历使用焊炬进行的stellite 6合金连续焊接。在三小时的连续焊接之后,未涂布的喷嘴需要更换。
[0065]
ii.焊接和/或切割的方法
[0066]
在另一个方面,本文描述了焊接或切割的方法。在一些实施例中,方法包括提供包括喷嘴的电弧焊炬,所述喷嘴包含第一主体,所述第一主体包括中心孔和外表面;以及通过热喷涂、物理气相沉积(pvd)或化学气相沉积(cvd)而粘附于所述外表面的涂层。所述涂层包括耐火层,所述耐火层包含选自由以下组成的组的一种或多种金属元素:铝、硅和周期表第iiib-viiib族的金属元素;以及选自周期表第iiia、iva、va和via族的一种或多种非金属元素。用电弧焊炬焊接和/或切割金属或合金工件。在一些实施例中,被涂布的喷嘴的连续焊接或切割寿命是未涂布喷嘴的连续焊接或切割寿命的两倍。本文所描述的方法中采用的喷嘴可具有以上第i部分中所描述的任何组成和/或特性。本文所描述的被涂布的喷嘴可用于任何类型的电弧焊炬,包含等离子体电弧焊炬、等离子体转移电弧焊炬、等离子体切割器和/或用于mig焊接和tig焊接的焊炬。
[0067]
已经在本发明的各种目标的实现中描述本发明的各种实施例。应当认识到,这些实施例仅仅说明本发明的原理。所属领域的技术人员将在不脱离本发明的精神和范围的情况下容易地显而易知许多修改和调整。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1