一种连接螺钉加工设备及加工方法与流程
[0001]
本申请涉及机械加工的领域,尤其是涉及一种连接螺钉加工设备及加工方法。
背景技术:
[0002]
如图1、2所示,一种连接螺钉,包括钉盘11、一体设于钉盘11一端的第一钉柱12和一体设于第一钉柱12远离钉盘11一端的第二钉柱13,所述盯盘与第一钉柱12、第二钉柱13呈同心设置,所述第一钉柱12的外侧壁上开设有两个环槽121,所述环槽121的槽底开设有四个沿周向均匀设置的通孔122。
[0003]
上述连接螺钉在加工时,先通过切割设备切割下料得到坯料,再将坯料移动至钻削工位处人工下料加工出顶针孔,之后将坯料移动至车削工位处人工上料切削加工,最后将坯料移动至钻削工位处人工上料加工通孔。
[0004]
针对上述中的相关技术,发明人认为先通过切割设备切割下料得到工件,再将工件人工移动至钻削工位处人工上料钻削加工,转移工件浪费了时间,导致连接螺钉的加工效率低,尚有改进的空间。
技术实现要素:
[0005]
为了提高连接螺钉的加工效率,本申请提供一种连接螺钉加工设备及加工方法。
[0006]
第一方面,本申请提供一种连接螺钉加工设备,采用如下的技术方案:一种连接螺钉加工设备,包括机架、滑移连接于机架上的第一钻削机构,还包括设于机架上的下料机构、驱使坯料移动至下料机构的上料机构和将工件从下料机构移动至第一钻削机构的转移机构。
[0007]
通过采用上述技术方案,工件在下料之后,能够直接通过转移机构直接移动至钻削机构进行钻削加工,而无需人工移动工件和人工上料,减少了工件加工过程中时间的浪费,提高了连接螺钉的加工效率,降低了连接螺钉下料至钻削过程中的劳动强度。
[0008]
可选的,所述上料机构包括设于机架的上侧以夹持坯料的第一夹持气缸和固定于机架上以驱使第一夹持气缸夹持的坯料移动至下料机构的上料气缸。
[0009]
通过采用上述技术方案,实现了坯料的自动上料,而无需人工进行上料,提高了坯料上料的自动化,降低了坯料上料时的劳动强度。
[0010]
可选的,所述下料机构包括固定于机架上的支撑板、固定于支撑板一侧的下料架、转动连接于下料架上的切割盘、固定于下料架上驱使切割盘转动的下料电机和固定于支撑板一侧驱使下料架升降的直线电机,所述支撑板上设有供坯料穿设的穿设孔。
[0011]
通过采用上述技术方案,直线电机驱使下料架下降,下料电机驱使切割转动,以对穿过穿设孔的坯料进行切割下料,实现了坯料的自动下料。
[0012]
可选的,所述转移机构包括转动连接于机架上的分度盘和至少一个设于分度盘靠近边沿处以夹持工件的转移气缸。
[0013]
通过采用上述技术方案,实现了将下料之后工件直接移动至第一钻削机构处进行
钻削加工,而无需人工移动工件以及人工上料,减少了工件加工过程中时间的浪费,提高了连接螺钉的加工效率。
[0014]
可选的,还包括设于机架上且设于分度盘外边沿处的车削机构,所述转移机构还包括滑移连接于分度盘上且与转移气缸一一对应以驱使转移气缸转动的第一旋转气缸和固定于分度盘上且与转移气缸一一对应以驱使转移气缸向远离分度盘圆心的方向移动的驱使气缸。
[0015]
通过采用上述技术方案,分度盘转动将工件输送至车削机构对应位置处,第一旋转气缸旋转90
°
,使工件的轴线与车削机构两顶针的轴线互相平行,驱使气缸驱使工件移动至车削机构的两顶针之间,以方便车削机构对工件进行车削加工,而无需人工干预,减少了工件加工时的劳动强度,实现了工件加工的自动化,提高了工件加工的效率。
[0016]
可选的,还包括设于机架上的第二钻削机构和磨削机构,所述分度盘转动时驱使转移气缸依次经过下料机构、第一钻削机构、车削机构、第二钻削机构和磨削机构,所述机架上还设有与第二钻削机构对应的翻转机构,所述翻转机构包括设于机架上侧以夹持转移气缸上的工件的第二夹持气缸和固定于机架上驱使工件转动呈竖直设置的第二旋转气缸。
[0017]
通过采用上述技术方案,第二夹持气缸能够夹持转移气缸上的工件,之后第二旋转气缸能够驱使第二夹持气缸和工件旋转90
°
,使工件呈竖直设置,以方便第二钻削机构加工出工件上的通孔,而无需人工杆,减少了工件加工时的劳动强度,实现了工件加工的自动化,提高了工件加工的效率。
[0018]
可选的,还包括设于机架上的出料机构,所述分度盘转动时驱使转移气缸依次经过下料机构、第一钻削机构、车削机构、第二钻削机构、磨削机构和出料机构,所述出料机构包括设于机架上的集料盒、固定于机架上且设于集料盒远离分度盘一侧的固定板、固定于固定板上且活塞杆朝向分度盘设置的出料气缸和固定于出料气缸的活塞杆上以吸附转移气缸上的工件的吸盘。
[0019]
通过采用上述技术方案,实现了工件加工完成之后的自动下料,而无需人工干预,降低了连接螺钉加工时的劳动强度。
[0020]
第二方面,本申请提供一种连接螺钉加工方法,采用如下的技术方案:一种连接螺钉加工方法,包括以下步骤:s1、上料,第一夹持气缸夹持坯料,上料气缸的活塞杆伸出将坯料输送穿过支撑板的穿设孔;s2、下料,转移气缸夹持朝向分度盘伸出支撑板的坯料,直线电机驱使下料架下降,下料电机驱使切割盘转动对坯料切割下料;s3、钻削加工顶针孔,分度盘转动将转移气缸输送至第一钻削机构处,第一钻削机构对工件的两端钻削加工出顶针孔;s4、工件车削加工,分度盘转动将转移气缸输送至车削机构处,车削机构对工件车削加工,加工出钉盘、第一钉柱、第二钉柱和环槽;s5、钻削加工通孔,分度盘转动将转移气缸输送至第二钻削机构处,第二钻削机构对工件钻削加工通孔;s6、工件磨削加工,分度盘转动将转移气缸输送至磨削机构处,磨削机构对工件表面精磨;
s7、工件出料,分度盘转动将转移气缸输送至出料机构处,出料机构驱使工件出料收集。
[0021]
通过采用上述技术方案,工件在下料之后,能够直接通过转移机构依次移动至钻第一削机构、车削机构、第二钻削机构、磨削机构处进行加工,而无需人工移动工件和人工上料,减少了工件加工过程中时间的浪费,提高了连接螺钉的加工效率;还实现了工件的自动下料,降低了连接螺钉加工时的劳动强度。
[0022]
综上所述,本申请包括以下至少一种有益技术效果:1.减少了工件加工过程中时间的浪费,提高了连接螺钉的加工效率;2.实现了工件加工完成之后的自动下料,而无需人工干预,降低了连接螺钉加工时的劳动强度。
附图说明
[0023]
图1是相关技术中一种连接螺钉的侧视图。
[0024]
图2是图1中a-a向的剖视图。
[0025]
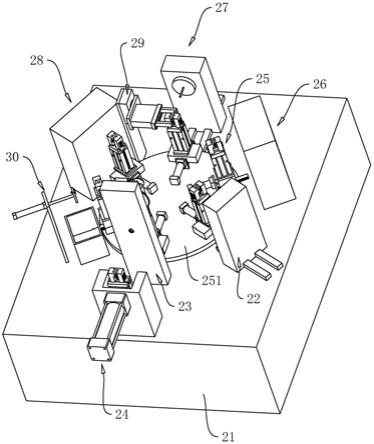
图3是本申请实施例的一种连接螺钉加工设备的结构示意图。
[0026]
图4是本申请实施例的上料机构的结构示意图。
[0027]
图5是本申请实施例的第一夹持气缸与第一夹持爪的爆炸示意图。
[0028]
图6是本申请实施例的两个第一夹持爪的爆炸示意图。
[0029]
图7是本申请实施例的下料机构与转移机构的结构示意图。
[0030]
图8是本申请实施例的转移机构的结构示意图。
[0031]
图9是本申请实施例的翻转机构的结构示意图。
[0032]
图10是本申请实施例的出料机构的结构示意图。
[0033]
附图标记说明:11、钉盘;12、第一钉柱;13、第二钉柱;121、环槽;122、通孔;21、机架;211、固定架;212、竖板;22、第一钻削机构;23、下料机构;231、支撑板;2311、穿设孔;232、下料架;233、切割盘;234、下料电机;235、直线电机;24、上料机构;241、第一夹持气缸;242、上料气缸;243、第一夹持爪;2431、夹持板;2432、夹持槽;2433、导向面;25、转移机构;251、分度盘;2511、基板;252、转移气缸;253、第一旋转气缸;254、驱使气缸;255、第二夹持爪;256、滑块;257、滑轨;26、车削机构;27、第二钻削机构;28、磨削机构;29、翻转机构;291、第二夹持气缸;292、第二旋转气缸;30、出料机构;301、集料盒;302、固定板;303、出料气缸;304、吸盘;305、立板。
具体实施方式
[0034]
以下结合附图3-10对本申请作进一步详细说明。
[0035]
本申请实施例公开一种连接螺钉加工设备。参照图3,连接螺钉加工设备包括机架21、下料机构23、上料机构24、转移机构25、第一钻削机构22、车削机构26、第二钻削机构27、磨削机构28和出料机构30;上料机构24设于机架21上,上料机构24用于驱使坯料向靠近下料机构23的方向移动上料;下料机构23设于机架21上,下料机构23用于切割坯料进行下料,转移机构25设于机架21上,转移机构25用于驱使下料得到的工件依次经过第一钻削机构22、车削机构26、第二钻削机构27、磨削机构28和出料机构30进行加工。
[0036]
第一钻削机构22与第二钻削机构27均为钻床,车削机构26为车床,磨削机构28为磨床,第一钻削机构22、车削机构26、第二钻削机构27与磨削机构28均为本领域公知常识,此处不做赘述。
[0037]
参照图3、4,上料机构24包括第一夹持气缸241和上料气缸242;机架21上固定有固定架211,固定架211设于下料机构23远离转移机构25的一侧,上料气缸242固定于固定架211上,上料气缸242的活塞杆贯穿固定架211朝向下料机构23设置,第一夹持气缸241固定于上料气缸242的活塞杆上,第一夹持气缸241为气动手指。
[0038]
参照图4、5,上料机构24还包括第一夹持爪243,第一夹持爪243的数量为两个,两个第一夹持爪243一一对应固定于第一夹持气缸241的两个夹爪上。
[0039]
参照图5、6,两个第一夹持爪243的相对侧壁上均一体设有至少一个夹持板2431,此处一个第一夹持爪243上优选有两个夹持板2431,两个第一夹持爪243上的夹持板2431呈错位设置,以方便两个第一夹持爪243配合夹持坯料;夹持板2431远离第一夹持爪243的一侧具有开口朝向远离第一夹持爪243的一侧设置的夹持槽2432,夹持槽2432的开口处具有导向面2433,以方便引导第一夹持爪243夹持于坯料上。
[0040]
参照图3、7,下料机构23包括支撑板231、下料架232、切割盘233、下料电机234和直线电机235;支撑板231固定于机架21上,支撑板231位于分度盘251的附近,支撑板231上开设有穿设孔2311,穿设孔2311供坯料穿设,直线电机235固定于支撑板231远离上料机构24的一侧,直线电机235位于穿设孔2311的正上方,下料架232固定于直线电机235的输出端上,直线电机235用于驱使下料架232升降,下料电机234固定于下料架232远离支撑板231的一侧,下料电机234的输出轴贯穿下料架232朝向支撑板231设置,切割盘233设于下料架232靠近支撑板231的一侧,切割盘233固定于下料电机234的输出轴上,切割盘233在下料电机234的驱使下转动以对穿过穿设孔2311的坯料切割下料。
[0041]
在一个实施例中,下料机构23还可以为激光切割机。
[0042]
转移机构25包括分度盘251、转移气缸252、第一旋转气缸253和驱使气缸254;分度盘251转动连接于机架21上,转移气缸252、第一旋转气缸253和驱使气缸254的数量一一对应且数量均至少为一个,此处转移气缸252、第一旋转气缸253和驱使气缸254的数量均为六个,转移气缸252、第一旋转气缸253和驱使气缸254均沿分度盘251的周向均匀分布,第一旋转气缸253沿分度盘251的径向滑移连接于分度盘251上,第一旋转气缸253设于分度盘251的外边沿处,分度盘251上固定有基板2511,基板2511位于第一旋转气缸253靠近分度盘251轴线的一侧,驱使气缸254固定于基板2511远离第一旋转气缸253的一侧,驱使气缸254的活塞杆贯穿基板2511朝向第一旋转气缸253设置,驱使气缸254的活塞杆与第一旋转气缸253固定连接,以驱使第一旋转气缸253沿分度盘251的径向靠近或远离分度盘251的轴线;转移气缸252固定于第一旋转气缸253的活塞杆上,转移气缸252为气动手指,转移气缸252的两个夹爪开启时向两侧翻转,转移气缸252的两个夹爪上均固定有两个第二夹持爪255,第二夹持爪255的结构与第一夹持爪243的结构相同,第二夹持爪255的夹持槽2432与穿设孔2311呈同心设置。
[0043]
参照图3、8,分度盘251的上侧固定有滑轨257,第一旋转气缸253的下侧固定有滑块256,滑块256滑移连接于滑轨257上,以引导第一旋转气缸253沿分度盘251的径向滑移。
[0044]
下料机构23、第一钻削机构22、车削机构26、第二钻削机构27、磨削机构28与出料
机构30沿分度盘251的周向均匀分布;第一钻削机构22的钻孔刀沿分度盘251的径向设置,第一钻削机构22用于给工件钻削加工顶针孔,分度盘251转动将工件移动至第一钻削机构22对应的位置,此时第一钻削机构22的钻孔刀与工件呈同心设置,第一钻削机构22先对工件的一端加工出顶针孔,第一旋转气缸253旋转180
°
,然后第一钻削机构22再对工件的另一端加工出顶针孔。
[0045]
分度盘251转动将工件移动至车削机构26对应的位置时,第一旋转气缸253旋转90
°
,此时工件的轴线与车削机构26的两个顶针的轴线互相平行,驱使气缸254的活塞杆伸出将工件输送至车削机构26的两个顶针之间,车削机构26的两个顶针对工件夹紧固定,转移气缸252的夹爪向两侧翻转打开,驱使气缸254的活塞杆收缩驱使第一旋转气缸253和转移气缸252复位,车削机构26对工件切削加工,加工出钉盘11、第一钉柱12、第二钉柱13和两个环槽121。
[0046]
参照图3、9,第二钻削机构27用于加工工件的通孔122,机架21上设有翻转机构29,翻转机构29靠近第二钻削机构27设置,翻转机构29包括第二夹持气缸291和第二旋转气缸292;机架21上固定有竖板212,第二旋转气缸292固定于竖板212靠近转移气缸252的一侧,第二夹持气缸291固定于第二旋转气缸292的活塞杆上,第二夹持气缸291为气动手指,第二夹持气缸291用于夹持转移气缸252上的工件,第二旋转气缸292用于驱使第二夹持气缸291与工件一起翻转90
°
,使工件呈竖直设置,以方便第二钻削机构27加工通孔122;分度盘251转动将工件移动至第二钻削机构27对应的位置时,第二夹持气缸291位于转移气缸252的上侧,第二旋转气缸292驱使第二夹持气缸291转动90
°
,使第二夹持气缸291的两个夹爪分别位于工件的两侧,第二夹持气缸291的两个夹爪相互靠近夹持工件,转移气缸252的两个夹爪向两侧翻转打开,第二旋转气缸292驱使第二夹持气缸291转动90
°
复位,此时工件呈竖直设置,第二钻削机构27加工出通孔122。
[0047]
分度盘251转动将工件移动至磨削机构28对应的位置时,第一旋转气缸253旋转90
°
,此时工件的轴线与磨削机构28的两个顶针的轴线互相平行,驱使气缸254的活塞杆伸出将工件输送至磨削机构28的两个顶针之间,磨削机构28的两个顶针对工件夹紧固定,转移气缸252的夹爪向两侧翻转打开,驱使气缸254的活塞杆收缩驱使第一旋转气缸253和转移气缸252复位,磨削机构28对工件磨削加工。
[0048]
参照图3、10,出料机构30包括集料盒301、固定板302、出料气缸303和吸盘304;集料盒301放置于机架21上分度盘251的附近,固定板302固定于机架21上,固定板302位于集料盒301远离分度盘251的一侧,固定板302呈竖直设置,出料气缸303固定于固定板302远离集料盒301的一侧,出料气缸303的活塞杆贯穿固定板302,出料气缸303的活塞杆沿分度盘251的径向设置且朝向分度盘251的轴线设置,出料气缸303的活塞杆上固定有立板305,立板305上固定有吸盘304,吸盘304与工件位于同一水平高度;分度盘251转动将工件移动至出料机构30对应的位置时,出料气缸303的活塞杆伸出,驱使吸盘304与工件抵接,吸盘304吸附工件,转移气缸252的夹持向两侧打开,出料气缸303的活塞杆收缩将工件移动至集料盒301的正上方,吸盘304松开工件,工件掉落于集料盒301内集料。
[0049]
本申请实施例一种连接螺钉加工设备的实施原理为:第一夹持气缸241夹持坯料,上料气缸242的活塞杆伸出将坯料输送穿过支撑板231的穿设孔2311,转移气缸252夹持朝向分度盘251伸出穿设孔2311的坯料,直线电机235驱使下料架232下降,下料电机234驱使
切割盘233转动对坯料切割下料得到工件,分度盘251转动60
°
将转移气缸252与工件输送至第一钻削机构22处,第一钻削机构22对工件的两端钻削加工出顶针孔;分度盘251再转动60
°
将工件从第一钻削机构22移动至车削机构26处,第一旋转气缸253旋转90
°
,此时工件的轴线与车削机构26的两个顶针的轴线互相平行,驱使气缸254的活塞杆伸出将工件输送至车削机构26的两个顶针之间,车削机构26的两个顶针对工件夹紧,转移气缸252的夹爪向两侧翻转打开,驱使气缸254的活塞杆收缩驱使第一旋转气缸253和转移气缸252复位,车削机构26对工件切削加工,加工出钉盘11、第一钉柱12、第二钉柱13和两个环槽121,之后驱使气缸254的活塞杆伸出驱使转移气缸252移动至工件的正下方,转移气缸252的夹爪夹持工件,车削机构26的两个顶针松开工件,驱使气缸254的活塞杆收缩驱使转移气缸252与工件复位;分度盘251再转动60
°
将工件从车削机构26移动至第二机构处,第二旋转气缸292驱使第二夹持气缸291转动90
°
,使第二夹持气缸291的两个夹爪分别位于工件的两侧,第二夹持气缸291的两个夹爪相互靠近夹持工件,转移气缸252的两个夹爪向两侧翻转打开,第二旋转气缸292驱使第二夹持气缸291转动90
°
复位,此时工件呈竖直设置,第二钻削机构27加工出通孔122,之后第二旋转气缸292驱使第二夹持气缸291转动90
°
将工件移动至转移气缸252的正上方,转移气缸252的两个夹爪夹持工件;分度盘251再转动60
°
,将工件从第二钻削机构27移动至磨削机构28处,第一旋转气缸253旋转90
°
,此时工件的轴线与磨削机构28的两个顶针的轴线互相平行,驱使气缸254的活塞杆伸出将工件输送至磨削机构28的两个顶针之间,磨削机构28的两个顶针对工件夹紧固定,转移气缸252的夹爪向两侧翻转打开,驱使气缸254的活塞杆收缩驱使第一旋转气缸253和转移气缸252复位,磨削机构28对工件精磨加工,之后驱使气缸254的活塞杆伸出驱使转移气缸252移动至工件的正下方,转移气缸252的夹爪夹持工件,磨削机构28的两个顶针松开工件,驱使气缸254的活塞杆收缩驱使转移气缸252与工件复位;分度盘251再转动60
°
,将工件从磨削机构28移动至出料机构30,出料气缸303的活塞杆伸出,驱使吸盘304与工件抵接,吸盘304吸附工件,转移气缸252的夹持向两侧打开,出料气缸303的活塞杆收缩将工件移动至集料盒301的正上方,吸盘304松开工件,工件掉落于集料盒301内集料。
[0050]
本申请实施例还公开一种连接螺钉加工方法。连接螺钉加工方法包括以下步骤:s1、上料,第一夹持气缸241夹持坯料,上料气缸242的活塞杆伸出将坯料输送穿过支撑板231的穿设孔2311伸出。
[0051]
s2、下料,转移气缸252夹持朝向分度盘251伸出穿设孔2311的坯料,直线电机235驱使下料架232下降,下料电机234驱使切割盘233转动对坯料切割下料得到工件。
[0052]
s3、钻削加工顶针孔,分度盘251转动60
°
将转移气缸252与工件输送至第一钻削机构22处,第一钻削机构22先对工件的一端钻孔,旋转气缸驱使工件旋转180
°
,第一钻削机构22再对工件的另一端钻孔。
[0053]
s4、工件车削加工,分度盘251再转动60
°
将工件从第一钻削机构22移动至车削机构26处,第一旋转气缸253旋转90
°
,此时工件的轴线与车削机构26的两个顶针的轴线互相平行,驱使气缸254的活塞杆伸出将工件输送至车削机构26的两个顶针之间,车削机构26的两个顶针对工件夹紧,转移气缸252的夹爪向两侧翻转打开,驱使气缸254的活塞杆收缩驱使第一旋转气缸253和转移气缸252复位,车削机构26对工件切削加工,加工出钉盘11、第一钉柱12、第二钉柱13和两个环槽121,之后驱使气缸254的活塞杆伸出驱使转移气缸252移动
至工件的正下方,转移气缸252的夹爪夹持工件,车削机构26的两个顶针松开工件,驱使气缸254的活塞杆收缩驱使转移气缸252与工件复位。
[0054]
s5、钻削加工通孔122,分度盘251再转动60
°
将工件从车削机构26移动至第二机构处,第二旋转气缸292驱使第二夹持气缸291转动90
°
,使第二夹持气缸291的两个夹爪分别位于工件的两侧,第二夹持气缸291的两个夹爪相互靠近夹持工件,转移气缸252的两个夹爪向两侧翻转打开,第二旋转气缸292驱使第二夹持气缸291转动90
°
复位,此时工件呈竖直设置,第二钻削机构27加工出通孔122,之后第二旋转气缸292驱使第二夹持气缸291转动90
°
将工件移动至转移气缸252的正上方,转移气缸252的两个夹爪夹持工件。
[0055]
s6、工件磨削加工,分度盘251再转动60
°
,将工件从第二钻削机构27移动至磨削机构28处,第一旋转气缸253旋转90
°
,此时工件的轴线与磨削机构28的两个顶针的轴线互相平行,驱使气缸254的活塞杆伸出将工件输送至磨削机构28的两个顶针之间,磨削机构28的两个顶针对工件夹紧固定,转移气缸252的夹爪向两侧翻转打开,驱使气缸254的活塞杆收缩驱使第一旋转气缸253和转移气缸252复位,磨削机构28对工件精磨加工,之后驱使气缸254的活塞杆伸出驱使转移气缸252移动至工件的正下方,转移气缸252的夹爪夹持工件,磨削机构28的两个顶针松开工件,驱使气缸254的活塞杆收缩驱使转移气缸252与工件复位。
[0056]
s7、工件出料,分度盘251再转动60
°
,将工件从磨削机构28移动至出料机构30,出料气缸303的活塞杆伸出,驱使吸盘304与工件抵接,吸盘304吸附工件,转移气缸252的夹持向两侧打开,出料气缸303的活塞杆收缩将工件移动至集料盒301的正上方,吸盘304松开工件,工件掉落于集料盒301内集料。
[0057]
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1