一种管接头外端面搬移整理装置及方法与流程
[0001]
本发明涉及管接头加工领域,尤其涉及一种管接头外端面搬移整理装置及方法。
背景技术:
[0002]
管接头是液压系统中连接管路或将管路装在液压元件上的零件,是管道与管道之间的连接工具,是元件和管道之间可以拆装的连接点。管接头在管件中充当着不可或缺的重要角色,它是液压管道的主要构成部分之一。而在对管接头进行切削加工、铸造或者模锻等加工过程中,会导致管接头出现部分微小的塑性变形,从而使得管接头内孔和外端面产生余屑和极细小的显微金属颗粒,这些被称为毛边。而毛边的出现不仅会影响管接头螺纹连接的顺滑性,并且如果毛边脱落到管接头内部,毛边会沿着管道流动到各液压元件微小的工作间隙内造成滑阀卡死、使回路或滤网堵塞而造成事故;同时毛边在管道中的流动还会引起流体紊流或层流,降低系统的工作性能。因此,管接头的去除毛边就显得尤为重要。
[0003]
中国国家知识产权局公开了公开号为cn106270789b,专利名称为一种应用于油管接头的自动去毛刺设备,包括底座及集成于该底座上的振动盘、上料机构、旋转机构、定位导向机构、三轴cnc切削机构和卸料机构;所述上料机构和cnc切削机构分设于旋转机构的两侧,所述定位导向机构和卸料机构分设于旋转机构的前后,所述振动盘位于上料机构的一侧;前述上料机构、旋转机构、定位导向机构、三轴cnc切削机构和卸料机构均接入电气控制系统。本发明通过将振动盘、上料机构、旋转机构、定位导向机构、三轴cnc切削机构和卸料机构集成于底座上,并接入电气控制系统,可以有效实现对油管接头的三维边缘进行全自动去毛刺的功能,进而极大地提高生产效率、降低生产成本;本发明设计精巧、高效实用,可以节省大量的人力物力,具有较高的推广使用价值。
[0004]
现有技术存在以下不足:1、对管接头进行搬移时,采用电机驱动一个搬移头将不同工位的管接头按照加工顺序搬移至下一工位;而对管接头进行加工时一般需要多个加工工位,并且多个加工工位之间的距离较长;当只有一个搬移头搬移管接头时,需要搬移头来回运动较长的距离;并且当管接头加工完成后,搬移头需要从加工工位末端运动至初始加工工位较长的距离再次进行搬移;从而使得搬移管接头时搬移时间较长,不利于管接头的快速搬移。2、对管接头螺纹去除毛边时,先用气爪手夹紧管接头外圈锥面部分并且带动管接头旋转,而后切边元件动作与管接头螺纹相接触将管接头螺纹毛边去除;而管接头为中空结构并且壁厚较薄,在管接头受到径向力时由于内部为中空结构径向抗压强度低容易发生变形;而气爪手夹紧管接头时为了防止管接头的滑落一般采用较大的夹紧力,当气爪手较大的夹紧力作用于管接头锥面部分时,即气爪手较大的夹紧力沿着管接头径向作用于管接头;从而使得管接头在去除螺纹毛边过程中容易发生变形,降低了管接头的加工质量。
技术实现要素:
[0005]
本发明的目的是:针对上述问题,提出通过设置管接头搬移机构减少管接头的搬移时间,保证管接头的快速搬移;通过设置外端面整理机构避免管接头发生变形,提高管接
头的加工质量的一种管接头外端面搬移整理装置及方法。
[0006]
为了实现上述的目的,本发明采用了以下的技术方案:一种管接头外端面搬移整理装置,该装置包括管接头搬移机构和外端面整理机构;管接头搬移机构和外端面整理机构都固定在工作台上;管接头搬移机构输出端分别与上料装置、内孔整理装置和外端面整理机构输入端相衔接;外端面整理机构输出端与出料口相衔接;管接头搬移机构用于管接头的搬移输送;外端面整理机构用于管接头底面和管接头螺纹去毛边;管接头搬移机构包括搬移驱动气缸、搬移导轨滑块和搬移头;搬移驱动气缸和搬移导轨滑块中的导轨固定在工作台上,搬移驱动气缸输出端与搬移导轨滑块中的滑块相连接;搬移头有多个,多个搬移头分别与搬移导轨滑块中的滑块相连接,并且多个搬移头输出端分别与上料装置、内孔整理装置和外端面整理机构相衔接;搬移头用于将不同工位的管接头夹取。
[0007]
作为优选,搬移驱动气缸与工作台之间为铰接;搬移头包括搬移上顶气缸、上顶导柱、上顶底板、搬移前推气缸、前推导轨滑块和夹取头;上顶气缸和上顶导柱固定端都固定在搬移导轨滑块中的滑块上,上顶气缸输出端与上顶底板相连接,上顶底板与上顶导柱活动端相连接;搬移前推气缸和前推导轨滑块中的导轨都固定在上顶底板上,搬移前推气缸输出端与夹取头相连接,并且夹取头与前推导轨滑块中的滑块相连接;夹取头输出端与管接头相连接。夹取头包括夹取气缸、第一夹取手和第二夹取手;夹取气缸与搬移前推气缸输出端相连接,夹取气缸输出端分别与第一夹取手和第二夹取手相连接,第一夹取手和第二夹取手都与管接头相连接;第一夹取手和第二夹取手都包括夹取手本体和夹取手夹紧端;夹取手夹紧端有多个,并且第一夹取手的多个夹取手夹紧端和第二夹取手的多个夹取手夹紧端相对齐将多个管接头锥面夹紧;夹取头还包括夹取定位块;夹取定位块与搬移前推气缸输出端相连接,并且夹取定位块与管接头内孔相配合。
[0008]
作为优选,外端面整理机构包括底面去毛边组件、螺纹去毛边组件和下料组件;底面去毛边组件、螺纹去毛边组件和下料组件都固定在工作台上,并且底面去毛边组件、螺纹去毛边组件和下料组件分别与管接头搬移机构输出端相衔接;底面去毛边组件用于管接头底面去毛边;螺纹去毛边组件用于管接头螺纹去毛边;下料组件用于加工以后的管接头下料;螺纹去毛边组件包括旋转驱动元件、旋转头、下压驱动气缸、下压头和切边元件;旋转驱动元件输出端与旋转头相连接;旋转头包括旋转孔,旋转孔与管接头锥面相配合,并且旋转头上表面与管接头挡块下表面相接触;下压驱动气缸输出端与下压头相连接;下压头包括下压外壳、下压轴承、和下压杆;下压轴承外圈与下压外壳内孔相配合,下压轴承内圈与下压杆外表面相配合,并且下压杆输出端与管接头上表面相接触;切边元件输出端与管接头螺纹相接触;旋转驱动元件用于带动管接头旋转;切边元件用于将管接头螺纹的毛边去除。
[0009]
作为优选,旋转驱动元件包括旋转电机、旋转轴、旋转轴承和旋转轴套;旋转电机固定在工作台上,旋转电机输出端与旋转轴下端相连接;旋转轴承外圈与旋转轴套内孔相配合,旋转轴承内圈与旋转轴外表面相配合;旋转轴上端与旋转头下表面相连接;旋转电机和旋转轴之间通过带传动连接;下压外壳包括下压外壳上壳和下压外壳下壳;下压外壳上壳上端与下压驱动气缸输出端相连接,下压外壳上壳下端通过螺纹与下压外壳下壳相连接,并且下压外壳下壳内孔与下压轴承外圈相配合。
[0010]
作为优选,下压杆包括下压杆上杆和下压杆下杆;下压杆上杆上端与下压轴承内
圈相配合,下压杆上杆下端相应孔位与下压杆下杆相配合连接。下压杆下杆包括下杆定位部和下杆压紧部;下杆定位部位于下杆压紧部下端,并且下杆定位部与管接头内孔相配合;下杆压紧部为圆柱形状,下杆压紧部圆柱直径大于管接头内孔直径,并且下杆压紧部下表面与管接头上表面相接触。切边元件包括切边气缸、切边导轨滑块和切边头;切边气缸输出端与切边头相连接,切边头与切边导轨滑块中的滑块相连接,并且切边头输出端与管接头螺纹相连接;切边头包括切边块;切边块位于切边头输出端,切边块为锯齿形状,并且切边块与管接头螺纹相匹配。螺纹去毛边组件还包括遮挡驱动气缸和遮挡板;遮挡驱动气缸固定在工作台上,遮挡驱动气缸输出端与遮挡板相连接,并且遮挡板与管接头搬移机构输出端相衔接。
[0011]
另外,本发明还公开了一种管接头外端面搬移整理方法,该方法采用所述一种管接头外端面搬移整理装置,该方法包括以下的步骤:(一)管接头搬移:1)搬移驱动气缸动作带动多个搬移头分别运动至需要搬移管接头工位;2)搬移上顶气缸和搬移前推气缸动作带动夹取头将所在工位的管接头夹取;3)搬移驱动气缸动作带动多个搬移头运动一个工位的距离到达下一工位后,多个夹取头将搬移的管接头松开下落至新工位;4)搬移驱动气缸动作带动多个搬移头返回上一工位对管接头进行循环搬移完成管接头搬移过程;(二)管接头外端面整理:1)底面去毛边组件将管接头底面毛边去除后,管接头搬移机构动作将管接头搬移至旋转头中的旋转孔进行定位;2)下压驱动气缸动作带动下压头下移,下压杆下杆中的下杆压紧部与管接头上端面相接触将管接头压紧;3)旋转电机动作带动与之相连接的旋转轴转动,旋转轴转动带动被压紧在旋转孔中的管接头和压紧管接头的下压杆同时转动;4)切边气缸动作带动与之相连的切边头伸出,切边块与管接头螺纹相接触将管接头螺纹处的毛边去除完成管接头外端面整理过程。
[0012]
本发明采用上述技术方案的一种管接头外端面搬移整理装置及方法的优点是:1、通过设置搬移驱动气缸、搬移导轨滑块和多个搬移头;多个搬移头分别运动至需要搬移管接头工位后,搬移上顶气缸和搬移前推气缸动作带动夹取头将所在工位的管接头夹取;搬移驱动气缸动作带动多个搬移头运动一个工位的距离到达下一工位后,多个夹取头将搬移的管接头松开下落至新工位;搬移驱动气缸动作带动多个搬移头返回上一工位对管接头进行循环搬移完成管接头搬移过程。而在整个运动过程中,多个搬移头的搬移位置相互衔接,上一个搬移头的末端搬移位置即为下一个搬移头的初始搬移位置;多个搬移头只需要将本工位的管接头搬移至下一工位,即多个搬移头分别只需要与本工位和下一工位相接触,搬移头每次只需要运动一个工位的距离;此种搬移方式与只有一个搬移头搬移管接头需要从加工工位末端运动至初始加工工位较长的距离相比减少了搬移头的运动距离,减少了管接头时搬移时间,保证了管接头的快速搬移。
[0013]
2、通过设置螺纹去毛边组件;管接头被搬移至旋转头中的旋转孔进行定位后,下压驱动气缸动作带动下压头下移,下压杆下杆中的下杆压紧部与管接头上端面相接触将管接头压紧;旋转电机动作带动与之相连接的旋转轴转动,旋转轴转动带动被压紧在旋转孔中的管接头和压紧管接头的下压杆同时转动;切边气缸动作带动与之相连的切边头伸出,切边块与管接头螺纹相接触将管接头螺纹处的毛边去除完成管接头外端面整理过程。而旋转孔对管接头进行定位时,旋转孔上表面与管接头挡块下表面相接触,下压杆下杆中的下
杆压紧部与管接头上端面相接触将管接头压紧;即管接头的固定是通过旋转孔上表面和下杆压紧部分别将管接头挡块下表面和管接头上表面压紧而固定的,管接头的受力方向为管接头挡块和管接头上表面的压紧方向;而管接头挡块和管接头上表面的压紧方向与管接头的径向方向垂直,管接头的空心结构在此方向上有较大的截面惯性矩;即管接头在此方向受力时能够承受较大的压紧力,不容易发生变形;与管接头受到气爪手沿着管接头径向施加的较大夹紧力带动管接头旋转时管接头的空心结构在径向方向具有较低的抗压强度相比,管接头在受到与径向方向垂直的压紧力作用被带动旋转时具有更高的抗压强度;从而避免了管接头在夹紧旋转时发生变形,保证了管接头的加工质量。
附图说明
[0014]
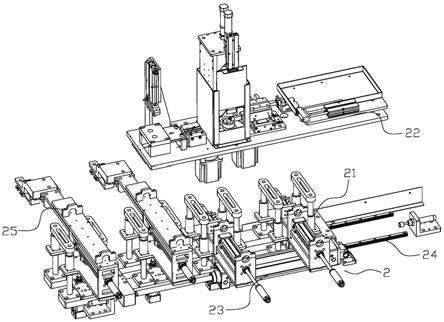
图1为本发明的结构示意图。
[0015]
图2为管接头的产品结构示意图。
[0016]
图3为搬移头的结构示意图。
[0017]
图4为夹取头的结构示意图。
[0018]
图5为第一夹取手的局部放大结构示意图。
[0019]
图6为外端面整理机构的结构示意图。
[0020]
图7为螺纹去毛边组件的结构示意图。
[0021]
图8为下压头的结构示意图。
[0022]
图9为旋转驱动元件的结构示意图。
[0023]
图10为下压杆下杆的局部放大结构示意图。
[0024]
图11为切边块的局部放大结构示意图。
具体实施方式
[0025]
下面结合附图对本发明的具体实施方式进行详细的说明。
[0026]
实施例1如图1所示的外端面搬移整理装置2,该装置包括管接头搬移机构21和外端面整理机构22;管接头搬移机构21和外端面整理机构22都固定在工作台上;管接头搬移机构21输出端分别与上料装置、内孔整理装置和外端面整理机构22输入端相衔接;外端面整理机构22输出端与出料口相衔接;管接头搬移机构21用于管接头的搬移输送;外端面整理机构22用于管接头底面和管接头螺纹去毛边。管接头搬移机构21包括搬移驱动气缸23、搬移导轨滑块24和搬移头25;搬移驱动气缸23和搬移导轨滑块24中的导轨固定在工作台上,搬移驱动气缸23输出端与搬移导轨滑块24中的滑块相连接;搬移头25有多个,多个搬移头25分别与搬移导轨滑块24中的滑块相连接,并且多个搬移头25输出端分别与上料装置、内孔整理装置和外端面整理机构22相衔接;搬移头25用于将不同工位的管接头夹取。搬移驱动气缸23与工作台之间为铰接。
[0027]
管接头的产品流动方向为:管接头搬移机构21到外端面整理机构22。
[0028]
如图2所示为管接头的产品结构示意图。管接头a包括管接头螺纹b、管接头挡块c、管接头锥面d和管接头底面e;管接头螺纹b位于管接头a上端,并且管接头挡块c位于管接头螺纹b下侧截止端;管接头锥面d位于管接头挡块c下方,并且管接头锥面d为锥台形状;管接
头底面e位于管接头锥面d底端。
[0029]
如图3所示,搬移头25包括搬移上顶气缸251、上顶导柱252、上顶底板253、搬移前推气缸254、前推导轨滑块255和夹取头256;上顶气缸251和上顶导柱252固定端都固定在搬移导轨滑块24中的滑块上,上顶气缸251输出端与上顶底板253相连接,上顶底板253与上顶导柱252活动端相连接;搬移前推气缸254和前推导轨滑块255中的导轨都固定在上顶底板253上,搬移前推气缸254输出端与夹取头256相连接,并且夹取头256与前推导轨滑块255中的滑块相连接;夹取头256输出端与管接头相连接。
[0030]
如图4、图5所示,夹取头256包括夹取气缸2561、第一夹取手2562和第二夹取手2563;夹取气缸2561与搬移前推气缸254输出端相连接,夹取气缸2561输出端分别与第一夹取手2562和第二夹取手2563相连接,第一夹取手2562和第二夹取手2563都与管接头相连接;第一夹取手2562和第二夹取手2563都包括夹取手本体2564和夹取手夹紧端2565;夹取手夹紧端2565有多个,并且第一夹取手2562的多个夹取手夹紧端2565和第二夹取手2563的多个夹取手夹紧端2565相对齐将多个管接头锥面夹紧;夹取头256还包括夹取定位块2566;夹取定位块2566与搬移前推气缸254输出端相连接,并且夹取定位块2566与管接头内孔相配合。
[0031]
管接头搬移机构21在工作过程中:1)搬移驱动气缸23动作带动多个搬移头25分别运动至需要搬移管接头工位;2)搬移上顶气缸251和搬移前推气缸254动作带动夹取头256将所在工位的管接头夹取;3)搬移驱动气缸23动作带动多个搬移头25运动一个工位的距离到达下一工位后,多个夹取头256将搬移的管接头松开下落至新工位;4)搬移驱动气缸23动作带动多个搬移头25返回上一工位对管接头进行循环搬移完成管接头搬移过程。
[0032]
管接头搬移机构21解决了对管接头进行搬移时,采用电机驱动一个搬移头将不同工位的管接头按照加工顺序搬移至下一工位;而对管接头进行加工时一般需要多个加工工位,并且多个加工工位之间的距离较长;当只有一个搬移头搬移管接头时,需要搬移头来回运动较长的距离;并且当管接头加工完成后,搬移头需要从加工工位末端运动至初始加工工位较长的距离再次进行搬移;从而使得搬移管接头时搬移时间较长,不利于管接头的快速搬移的问题。通过设置搬移驱动气缸23、搬移导轨滑块24和多个搬移头25;多个搬移头25分别运动至需要搬移管接头工位后,搬移上顶气缸251和搬移前推气缸254动作带动夹取头256将所在工位的管接头夹取;搬移驱动气缸23动作带动多个搬移头25运动一个工位的距离到达下一工位后,多个夹取头256将搬移的管接头松开下落至新工位;搬移驱动气缸23动作带动多个搬移头25返回上一工位对管接头进行循环搬移完成管接头搬移过程。而在整个运动过程中,多个搬移头25的搬移位置相互衔接,上一个搬移头25的末端搬移位置即为下一个搬移头25的初始搬移位置;多个搬移头25只需要将本工位的管接头搬移至下一工位,即多个搬移头25分别只需要与本工位和下一工位相接触,搬移头25每次只需要运动一个工位的距离;此种搬移方式与只有一个搬移头搬移管接头需要从加工工位末端运动至初始加工工位较长的距离相比减少了搬移头的运动距离,减少了管接头时搬移时间,保证了管接头的快速搬移。
[0033]
如图6所示,外端面整理机构22包括底面去毛边组件221、螺纹去毛边组件222和下料组件223;底面去毛边组件221、螺纹去毛边组件222和下料组件223都固定在工作台上,并且底面去毛边组件221、螺纹去毛边组件222和下料组件223分别与管接头搬移机构21输出
端相衔接;底面去毛边组件221用于管接头底面去毛边;螺纹去毛边组件222用于管接头螺纹去毛边;下料组件223用于加工以后的管接头下料。
[0034]
如图7、图8所示,螺纹去毛边组件222包括旋转驱动元件224、旋转头225、下压驱动气缸226、下压头227和切边元件228;旋转驱动元件224输出端与旋转头225相连接;旋转头225包括旋转孔2251,旋转孔2251与管接头锥面相配合,并且旋转头225上表面与管接头挡块下表面相接触;下压驱动气缸226输出端与下压头227相连接;下压头227包括下压外壳2271、下压轴承2272、和下压杆2273;下压轴承2272外圈与下压外壳2271内孔相配合,下压轴承2272内圈与下压杆2273外表面相配合,并且下压杆2273输出端与管接头上表面相接触;切边元件228输出端与管接头螺纹相接触;旋转驱动元件224用于带动管接头旋转;切边元件228用于将管接头螺纹的毛边去除。
[0035]
如图9所示,旋转驱动元件224包括旋转电机2241、旋转轴2242、旋转轴承2243和旋转轴套2244;旋转电机2241固定在工作台上,旋转电机2241输出端与旋转轴2242下端相连接;旋转轴承2243外圈与旋转轴套2244内孔相配合,旋转轴承2243内圈与旋转轴2242外表面相配合;旋转轴2242上端与旋转头225下表面相连接;旋转电机2241和旋转轴2242之间通过带传动连接。
[0036]
如图8所示,下压外壳2271包括下压外壳上壳22711和下压外壳下壳22712;下压外壳上壳22711上端与下压驱动气缸226输出端相连接,下压外壳上壳22711下端通过螺纹与下压外壳下壳22712相连接,并且下压外壳下壳22712内孔与下压轴承2272外圈相配合;下压杆2273包括下压杆上杆22731和下压杆下杆22732;下压杆上杆22731上端与下压轴承2272内圈相配合,下压杆上杆22731下端相应孔位与下压杆下杆22732相配合连接。
[0037]
如图10所示,下压杆下杆22732包括下杆定位部22733和下杆压紧部22734;下杆定位部22733位于下杆压紧部22734下端,并且下杆定位部22733与管接头内孔相配合;下杆压紧部22734为圆柱形状,下杆压紧部22734圆柱直径大于管接头内孔直径,并且下杆压紧部22734下表面与管接头上表面相接触。
[0038]
如图7所示,切边元件228包括切边气缸2281、切边导轨滑块2282和切边头2283;切边气缸2281输出端与切边头2283相连接,切边头2283与切边导轨滑块2282中的滑块相连接,并且切边头2283输出端与管接头螺纹相连接。
[0039]
如图11所示,切边头2283包括切边块2284;切边块2284位于切边头2283输出端,切边块2284为锯齿形状,并且切边块2284与管接头螺纹相匹配。
[0040]
如图6所示,螺纹去毛边组件222还包括遮挡驱动气缸2221和遮挡板2222;遮挡驱动气缸2221固定在工作台上,遮挡驱动气缸2221输出端与遮挡板2222相连接,并且遮挡板2222与管接头搬移机构21输出端相衔接。
[0041]
外端面整理机构22在工作过程中:1)底面去毛边组件221将管接头底面毛边去除后,管接头搬移机构21动作将管接头搬移至旋转头225中的旋转孔2251进行定位;2)下压驱动气缸226动作带动下压头227下移,下压杆下杆22732中的下杆压紧部22734与管接头上端面相接触将管接头压紧;3)旋转电机2241动作带动与之相连接的旋转轴2242转动,旋转轴2242转动带动被压紧在旋转孔2251中的管接头和压紧管接头的下压杆2273同时转动;4)切边气缸2281动作带动与之相连的切边头2283伸出,切边块2284与管接头螺纹相接触将管接头螺纹处的毛边去除完成管接头外端面整理过程。
[0042]
外端面整理机构22解决了对管接头螺纹去除毛边时,先用气爪手夹紧管接头外圈锥面部分并且带动管接头旋转,而后切边元件动作与管接头螺纹相接触将管接头螺纹毛边去除;而管接头为中空结构并且壁厚较薄,在管接头受到径向力时由于内部为中空结构径向抗压强度低容易发生变形;而气爪手夹紧管接头时为了防止管接头的滑落一般采用较大的夹紧力,当气爪手较大的夹紧力作用于管接头锥面部分时,即气爪手较大的夹紧力沿着管接头径向作用于管接头;从而使得管接头在去除螺纹毛边过程中容易发生变形,降低了管接头的加工质量的问题。通过设置螺纹去毛边组件222;管接头被搬移至旋转头225中的旋转孔2251进行定位后,下压驱动气缸226动作带动下压头227下移,下压杆下杆22732中的下杆压紧部22734与管接头上端面相接触将管接头压紧;旋转电机2241动作带动与之相连接的旋转轴2242转动,旋转轴2242转动带动被压紧在旋转孔2251中的管接头和压紧管接头的下压杆2273同时转动;切边气缸2281动作带动与之相连的切边头2283伸出,切边块2284与管接头螺纹相接触将管接头螺纹处的毛边去除完成管接头外端面整理过程。而旋转孔2251对管接头进行定位时,旋转孔2251上表面与管接头挡块下表面相接触,下压杆下杆22732中的下杆压紧部22734与管接头上端面相接触将管接头压紧;即管接头的固定是通过旋转孔2251上表面和下杆压紧部22734分别将管接头挡块下表面和管接头上表面压紧而固定的,管接头的受力方向为管接头挡块和管接头上表面的压紧方向;而管接头挡块和管接头上表面的压紧方向与管接头的径向方向垂直,管接头的空心结构在此方向上有较大的截面惯性矩;即管接头在此方向受力时能够承受较大的压紧力,不容易发生变形;与管接头受到气爪手沿着管接头径向施加的较大夹紧力带动管接头旋转时管接头的空心结构在径向方向具有较低的抗压强度相比,管接头在受到与径向方向垂直的压紧力作用被带动旋转时具有更高的抗压强度;从而避免了管接头在夹紧旋转时发生变形,保证了管接头的加工质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1