槽轮驱动式多型号顺序切换组合电极的制作方法
[0001]
本发明涉及一种槽轮驱动式多型号顺序切换组合电极。
背景技术:
[0002]
在汽车车身、钣金结构件等金属板材拼焊生产中,常常使用电阻焊方式,而在实际生产过程中,由于焊接部件大小及板材厚度差异,焊点强度要求也存在差异,对焊接电极的规格种类提出了要求,但目前的电阻焊均是单电极结构,往往采用多台焊机安装各个型号电极按序对板材进行焊接,焊接效率低下,生产成本高。
技术实现要素:
[0003]
本发明的目的在于克服以上所述的缺点,提供一种槽轮驱动式多型号顺序切换组合电极。
[0004]
为实现上述目的,本发明的具体方案如下:一种槽轮驱动式多型号顺序切换组合电极,包括呈l形的切换座体、切换转轴、矩形状的驱动齿条框和滑动压料件;所述切换座体长臂的背面开设有齿条变位驱动槽,所述切换座体长臂的背面还滑动连接有四个呈矩形分布的横向滑块,其中,位于左侧的两个所述横向滑块分别与切换座体之间在横向方向上连接有滑块复位弹簧;所述切换转轴转动连接在切换座体长臂的正面,所述切换转轴呈圆周阵列设有多个焊接电极,所述切换转轴上固定套接有具有拨槽的槽轮,所述槽轮位于切换转轴与切换座体之间,所述切换座体长臂的正面还转动连接有拨轴,所述拨轴的一端与槽轮啮合,所述拨轴的另一端穿过切换座体后连接有切换驱动齿轮,所述槽轮上拨槽的个数与焊接电极的个数相等;所述驱动齿条框对应沿纵向方向与四个横向滑块滑动连接,所述驱动齿条框的两长壁的内侧面均开设有用于与切换驱动齿轮啮合的驱动齿牙,所述驱动齿牙的齿数为切换驱动齿轮的齿数的一半,所述驱动齿条框的上宽壁凸设有滑销,所述滑销活动嵌入齿条变位驱动槽内;所述滑动压料件的下端活动卡接在驱动齿条框的下宽壁,所述滑动压料件的上端活动伸入切换座体内,所述滑动压料件的上端还套设有压料弹簧,所述压料弹簧的两端分别与切换座体和滑动压料件抵接。
[0005]
其中,所述齿条变位驱动槽包括有依次首尾相连的左啮合导向段、下斜导向段、右啮合导向段、上斜导向段。
[0006]
其中,所述下斜导向段设有止逆簧片,所述止逆簧片用于防止滑销从下斜导向段进入左啮合导向段。
[0007]
其中,所述左啮合导向段的上端向上延伸有电极长度补偿段。
[0008]
其中,所述滑动压料件的上端连接有二级伸缩杆,所述二级伸缩杆的一端固定连
接在滑动压料件上,所述二级伸缩杆的另一端固定连接在切换座体上。
[0009]
其中,所述驱动齿条框的下宽壁设有条形孔,所述滑动压料件的下端活动卡接在条形孔内。
[0010]
其中,还包括电极打磨抛光机构,所述电极打磨抛光机构设于切换座体短臂上、并位于切换转轴的正上方,所述电极打磨抛光机构用于对处于竖直向上状态的焊接电极进行打磨抛光。
[0011]
其中,所述电极打磨抛光机构包括电磁升降调节模块、倒u形的打磨支架、打磨电机和环形基带,所述电磁升降调节模块固定在切换座体短臂上,所述打磨支架的顶部固定在电磁升降调节模块上,所述打磨支架的两端之间间隔转动连接有两个砂带轮,所述环形基带绕接在两个砂带轮上,所述打磨电机固定在打磨支架上并与其中一个砂带轮传动连接,所述环形基带上间隔铺设有砂带层和尼龙抛光层。
[0012]
其中,所述电极打磨抛光机构还包括压电微动片,所述压电微动片设于电磁升降调节模块与打磨支架之间。
[0013]
本发明的有益效果为:与现有技术相比,本发明巧妙利用滑动压料件与压料弹簧配合来推动驱动齿条框沿着齿条变位驱动槽的轨迹动作,从而使得驱动齿条框左右两侧的驱动齿牙交替驱动拨轴带动槽轮转动,进而实现切换转轴上多种型号的焊接电极顺序完成焊接工作,大大提高焊接效率,降低生产成本,适应多规格焊点交替排布的工况需求。
附图说明
[0014]
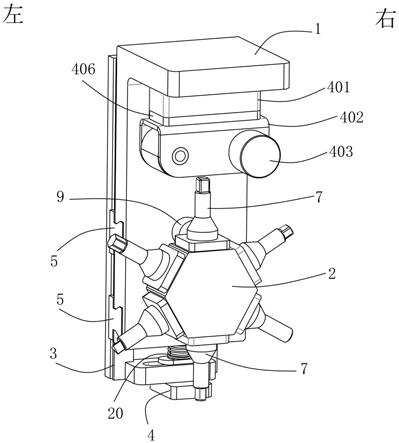
图1是本发明第一视角的立体图;图2是本发明第二视角的立体图;图3是本发明第一视角的部分结构的立体图;图4是本发明的初始状态图;图5是本发明的切换座体的立体图;图6是本发明的驱动齿条框的立体图;图7是本发明的电极打磨抛光机构的分解示意图;附图标记说明:切换座体-1;齿条变位驱动槽-11;左啮合导向段-111;下斜导向段-112;右啮合导向段-113;上斜导向段-114;止逆簧片-115;电极长度补偿段-116;切换转轴-2;驱动齿条框-3;驱动齿牙-31;滑销-32;条形孔-33;滑动压料件-4;横向滑块-5;滑块复位弹簧-6;焊接电极-7;槽轮-8;拨槽-81;锁止圆弧槽-82;拨轴-9;锁止圆弧台-91;拨销-92;切换驱动齿轮-10;压料弹簧-20;二级伸缩杆-30;电极打磨抛光机构-40;电磁升降调节模块-401;打磨支架-402;打磨电机-403;环形基带-404;砂带轮-405;压电微动片-406。
具体实施方式
[0015]
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
[0016]
如图1至图7所示,本实施例所述的一种槽轮驱动式多型号顺序切换组合电极,包括呈l形的切换座体1、切换转轴2、矩形状的驱动齿条框3和滑动压料件4;所述切换座体1长臂的背面开设有齿条变位驱动槽11,所述切换座体1长臂的背面还滑
动连接有四个呈矩形分布的横向滑块5,其中,位于左侧的两个所述横向滑块5分别与切换座体1之间在横向方向上连接有滑块复位弹簧6;所述切换转轴2转动连接在切换座体1长臂的正面,所述切换转轴2呈圆周阵列设有多个焊接电极7,所述切换转轴2上固定套接有具有拨槽81的槽轮8,所述槽轮8位于切换转轴2与切换座体1之间,所述切换座体1长臂的正面还转动连接有拨轴9,所述拨轴9的一端与槽轮8啮合,所述拨轴9的另一端穿过切换座体1后连接有切换驱动齿轮10,所述槽轮8上拨槽81的个数与焊接电极7的个数相等;所述驱动齿条框3对应沿纵向方向与四个横向滑块5滑动连接,所述驱动齿条框3的两长壁的内侧面均开设有用于与切换驱动齿轮10啮合的驱动齿牙31,所述驱动齿牙31的齿数为切换驱动齿轮10的齿数的一半,所述驱动齿条框3的上宽壁凸设有滑销32,所述滑销32活动嵌入齿条变位驱动槽11内;所述滑动压料件4的下端活动卡接在驱动齿条框3的下宽壁,所述滑动压料件4的上端活动伸入切换座体1内,所述滑动压料件4的上端还套设有压料弹簧20,所述压料弹簧20的两端分别与切换座体1和滑动压料件4抵接。
[0017]
本实施例中,优选地,所述焊接电极7的数量为六个,六个焊接电极7的型号均不相同,相对应地,槽轮8上开设有间隔开设有六个拨槽81。
[0018]
本实施例的工作方式是:首先通过切换座体1将整个组合电极安装在外界焊机上,初始状态时,驱动齿条框3在压料弹簧20的作用下处于最低位置,此时驱动齿条框3上的滑销32处于齿条变位驱动槽11的最底端,而位于左侧的两个横向滑块5向右压缩滑块复位弹簧6;工作时,外界焊机通过切换座体1带动整个组合电极下探,安装在驱动齿条框3的下宽壁上的滑动压料件4首先接触外界待焊接的板材,将板材压紧贴合,随着切换座体1的继续下探,驱动齿条框3上的滑销32沿着齿条变位驱动槽11的右侧部分滑动,随着驱动齿条框3相对向上滑动,驱动齿条框3上位于左侧的驱动齿牙31逐渐与切换驱动齿轮10啮合,并带动切换驱动齿轮10转动,由于驱动齿牙31的齿数为切换驱动齿轮10的齿数的一半,因此驱动齿条框3带动切换驱动齿轮10转动半圈,切换驱动齿轮10带动拨轴9转动半圈,拨轴9推动槽轮8转动的角度为相邻两个焊接电极7之间夹角的一半,使得需要的焊接电极7处于竖直向下状态的工作位上,此时由于左侧的滑块复位弹簧6的作用,驱动齿条框3上的滑销32进入齿条变位驱动槽11的左侧部分,滑销32处于齿条变位驱动槽11的左侧部分时,滑块复位弹簧6处于伸展状态,该焊接电极7与板材接触并进行焊接工作;完成焊接后,切换座体1上移,而滑动压料件4和驱动齿条框3由于压料弹簧20的作用保持下压状态,切换座体1与驱动齿条框3之间产生相对运动,使得驱动齿条框3上的滑销32沿着齿条变位驱动槽11的左侧部分向下滑动,此时驱动齿条框3上位于左侧的驱动齿牙31逐渐与切换驱动齿轮10啮合,并推动切换驱动齿轮10转动半圈,即拨轴9再次同向转动半圈,使得下一个型号的焊接电极7处于等待状态,随着切换座体1进一步上移,同时在压料弹簧20的弹力作用下,驱动齿条框3带动滑销32克服滑块复位弹簧6的弹力进入齿条变位驱动槽11的右侧部分的最底端后回到初始状态,等待下一个型号焊接电极7的焊接工作;如此重复上述过程,随着下探和上升动作的交替进行,使得切换转轴2上的多个焊接电极7依次切换至工作位,从而完成多种型号的焊接电极7在同一工位上顺序完成焊接工作。
[0019]
本实施例巧妙利用滑动压料件4与压料弹簧20配合来推动驱动齿条框3沿着齿条
变位驱动槽11的轨迹动作,从而使得驱动齿条框3左右两侧的驱动齿牙31交替驱动拨轴9带动槽轮8转动,进而实现切换转轴2上多种型号的焊接电极7顺序完成焊接工作,大大提高焊接效率,降低生产成本,适应多规格焊点交替排布的工况需求。
[0020]
同时,本实施例通过设置滑动压料件4和压料弹簧20配合,不但可以起到推动驱动齿条框3动作的动力,无需设置外置驱动动力源,简化结构,工作可靠,还能在焊接时对板材进行可靠压紧,减轻焊接电极7的轴向负载,利于延长焊接电极7的使用寿命。
[0021]
本实施例中,所述槽轮8还间隔设有六个锁止圆弧槽82,六个锁止圆弧槽82与六个拨槽81依次交替设置,所述拨轴9的一端设有锁止圆弧台91和拨销92,所述锁止圆弧台91与锁止圆弧槽82啮合,所述拨销92与拨槽81啮合;当拨轴9转动时,拨销92与拨槽81配合带动槽轮8转动,而锁止圆弧台91逐渐与锁止圆弧槽82脱离啮合,在拨销92与拨槽81脱离啮合时,锁止圆弧台91逐渐与锁止圆弧槽82啮合,从而对槽轮8进行锁止,保证切换转轴2上各个焊接电极7的精确定位。
[0022]
基于上述实施例的基础上,进一步地,所述齿条变位驱动槽11包括有依次首尾相连的左啮合导向段111、下斜导向段112、右啮合导向段113、上斜导向段114。初始时,驱动齿条框3上的滑销32处于右啮合导向段113的最底端,在切换座体1下探时,驱动齿条框3上的滑销32沿着右啮合导向段113向上滑动,然后由于滑块复位弹簧6的作用下,滑销32从上斜导向段114进入左啮合导向段111的顶端,在此过程中,驱动齿条框3上右侧的驱动齿牙31推动切换驱动齿轮10转动半圈;在切换座体1上移时,驱动齿条框3的滑销32沿着左啮合导向端向下滑移,直至在压料弹簧20的作用下,滑销32经由下斜导向段112进入右啮合导向段113的最底端,此过程中,驱动齿条框3上左侧的驱动齿牙31推动切换驱动齿轮10转动半圈;如此使得驱动齿条框3沿着齿条变位驱动槽11的轨迹运动,达到驱动齿条框3上左右两侧的驱动齿牙31交替驱动,使得组合电极在每次下探焊接过程完成后自动转为更换另一型号的焊接电极7。
[0023]
基于上述实施例的基础上,进一步地,所述下斜导向段112设有止逆簧片115,所述止逆簧片115用于防止滑销32从下斜导向段112进入左啮合导向段111。如此设置,结构更可靠,避免切换座体1下探时滑销32从下斜导向段112进入左啮合导向段111,影响焊接电极7的正常更换。
[0024]
基于上述实施例的基础上,进一步地,所述左啮合导向段111的上端向上延伸有电极长度补偿段116。如此设置,在焊接电极7处于竖直向下状态的工作位、滑销32位于左啮合导向段111的上端时,切换座体1可带动焊接电极7继续下探,使得滑销32滑入电极长度补偿段116,即允许切换座体1有额外行程,以保证焊接电极7经多次焊接后长度变短后依然能够与板材接触完成焊接。
[0025]
基于上述实施例的基础上,进一步地,所述滑动压料件4的上端连接有二级伸缩杆30,所述二级伸缩杆30的一端固定连接在滑动压料件4上,所述二级伸缩杆30的另一端固定连接在切换座体1上。如此设置,即可能够减小滑动压料件4的纵向空间占用,同时又保证滑动压料件4的伸缩长度。
[0026]
基于上述实施例的基础上,进一步地,所述驱动齿条框3的下宽壁设有条形孔33,所述滑动压料件4的下端活动卡接在条形孔33内。如此设置,使得滑动压料件4在驱动齿条框3下探和上升过程中产生横向位移时能够保持静止,保证板材的可靠压紧。
基于上述实施例的基础上,进一步地,还包括电极打磨抛光机构40,所述电极打磨抛光机构40设于切换座体1短臂上、并位于切换转轴2的正上方,所述电极打磨抛光机构40用于对处于竖直向上状态的焊接电极7进行打磨抛光。在当前需要的焊接电极7切换至工作位时,与该焊接电极7相对的另一型号的焊接电极7转位至处于竖直向上状态的打磨位,然后电极打磨抛光机构40对该另一型号的焊接电极7工作面进行打磨抛光,保证焊接电极7工作面的光洁度,使得板材焊接更牢固、可靠。
[0027]
基于上述实施例的基础上,进一步地,所述电极打磨抛光机构40包括电磁升降调节模块401、倒u形的打磨支架402、打磨电机403和环形基带404,所述电磁升降调节模块401固定在切换座体1短臂上,所述打磨支架402的顶部固定在电磁升降调节模块401上,所述打磨支架402的两端之间间隔转动连接有两个砂带轮405,所述环形基带404绕接在两个砂带轮405上,所述打磨电机403固定在打磨支架402上并与其中一个砂带轮405传动连接,所述环形基带404上间隔铺设有砂带层和尼龙抛光层。
[0028]
实际使用时,首先电磁升降调节模块401调整环形基带404下探至与焊接电极7工作面接触,然后打磨电机403经由两个砂带轮405带动环形基带404转动,使得环形基带404上的砂带层、尼龙抛光层依次对焊接电极7工作面进行粗修磨、精抛光,从而清除焊接电极7工作面上的积碳以及粗糙表面;如此采用带式修磨方式进行柔性修磨,避免了刚性修磨方式对焊接电极7产生的冲击。
[0029]
基于上述实施例的基础上,进一步地,所述电极打磨抛光机构40还包括压电微动片406,所述压电微动片406设于电磁升降调节模块401与打磨支架402之间。
[0030]
实际使用时,电磁升降调节模块401经由打磨支架402驱动环形基带404下探至接近焊接电极7工作面,随后压电微动片406进行微调,使的环形基带404缓缓接触焊接电极7工作面,然后打磨电机403带动环形基带404转动,环形基带404上的砂带层对焊接电极7工作面进行粗打磨、其上的尼龙抛光层对粗打磨面进行精抛光;如此采用压电微动片406进行微调,提高打磨抛光的精度。
[0031]
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1