一种轻量化活塞的成型方法及成型装置与流程
1.本发明主要涉及内燃机活塞的成型技术,尤其涉及一种轻量化活塞的成型方法及成型装置。
背景技术:
2.内燃机运行时,活塞在上、下止点作往复运动,是动力转化和输出机构,承担着将热能转化为机械功的主要功能,活塞在工作行程中活塞裙部主要起导向作用并承受连杆摆动形成的侧向力,而裙部的刚度对减少活塞的径向位移有着十分重要的作用。
3.钢活塞锻造成型,为保证裙部结构强度并满足钢活塞毛坯的锻造工艺性要求,钢活塞裙部的下部较薄、中部及上部相对较厚,而内燃机运行时活塞的瞬时速度变化很大,据测算活塞的最大往复惯性力达到活塞本身质量的数百倍到数千倍,惯性力是引起内燃机振动,增加活塞销、曲轴、连杆机械负荷、磨损和内燃机振动的主要原因,降低活塞重量十分重要。
技术实现要素:
4.本发明要解决的技术问题是克服现有技术的不足,提供一种操作简单、能有效降低活塞重量、可降低能耗的轻量化活塞的成型方法及成型装置。
5.为解决上述技术问题,本发明采用以下技术方案:
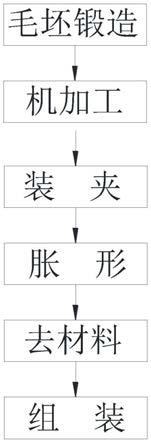
6.一种轻量化活塞的成型方法,包括以下步骤:
7.s1:毛坯锻造:分别锻造成型活塞头部和活塞裙部;
8.s2:机加工:对活塞头部进行机加工,加工出相应的功能位;对活塞裙部进行机加工,加工出相应的功能位,并确保活塞裙部上部和下部的平整度;
9.s3:装夹:以活塞裙部上部和下部为基准将活塞裙部进行装夹;
10.s4:胀形:对活塞裙部的内腔进行胀形,使活塞裙部内壁材料向外胀形产生移动;
11.s5:去材料:将活塞裙部外壁的由胀形产生外移的材料去除,保证活塞裙部外壁的平整度;
12.s5:组装:将活塞头部和活塞裙部连接形成活塞。
13.作为上述技术方案的进一步改进:
14.在步骤s2中,加工出活塞头部的环形油腔和燃烧室。
15.在步骤s2中,加工出活塞裙部内腔顶部的中心孔。
16.在步骤s5中,利用环形板将活塞头部和活塞裙部焊接连接形成活塞,环形板位于环形油腔底部开口处。
17.在步骤s2中,在出活塞裙部内腔加工出环形通槽,使活塞裙部分隔为活塞裙环和活塞裙顶。
18.在步骤s5中,利用环形板将活塞裙环和活塞裙顶焊接连接形成活塞裙部,将活塞头部和活塞裙部焊接连接形成活塞并确保环形油腔通过环形板与环形通槽连通。
19.一种用于上述的轻量化活塞的成型方法的成型装置,包括上定位模、下定位模、上胀形推杆、下胀形推杆和至少一对胀形块,所述活塞裙部装夹在上定位模和下定位模之间,所述上胀形推杆、下胀形推杆分别安装在上定位模和下定位模上,所述胀形块设置在活塞裙部的内腔中,所述上胀形推杆穿过中心孔对胀形块施力,所述下胀形推杆伸至活塞裙部的内腔对胀形块施力。
20.一种用于上述的轻量化活塞的成型方法的成型装置,包括上定位模、下定位模、下胀形推杆、定位块和至少一对胀形块,所述活塞裙部装夹在上定位模和下定位模之间,所述下胀形推杆分别安装在下定位模上,所述胀形块设置在活塞裙部的内腔中,所述定位块顶住所述活塞裙顶,所述下胀形推杆伸至活塞裙部的内腔对胀形块施力。
21.作为上述技术方案的进一步改进:
22.所述下定位模上设置有用于分别对活塞裙部和胀形块定位的定位槽。
23.所述胀形块的内侧壁与相应的推杆形成锥面配合,胀形块的外侧壁与活塞裙部的待胀形面适配。
24.与现有技术相比,本发明的优点在于:
25.本发明的轻量化活塞的成型方法,通过对活塞裙部的内腔进行胀形,使活塞裙部内壁材料向外胀形产生移动,即将活塞裙部内壁多余材料挤出到内腔外,再通过将活塞裙部外壁的由胀形产生外移的材料去除,使得活塞裙部中部得到减薄,有效地降低了活塞重量,其操作简单,降低了能耗。本发明的轻量化活塞的成型装置,胀形时,将活塞裙部装夹在上定位模和下定位模之间,然后将上胀形推杆和下胀形推杆安装在上定位模和下定位模上,再将胀形块设置在活塞裙部的内腔中,将上胀形推杆和下胀形推杆连接动力源,启动动力源,使上胀形推杆和下胀形推杆对胀形块施力(该施力是一种间断式施力方式),带动胀形块对活塞裙部的内腔进行胀形,使活塞裙部内壁材料向外胀形产生移动,即将活塞裙部内壁多余材料挤出到内腔外,再通过将活塞裙部外壁的由胀形产生外移的材料去除,使得活塞裙部中部得到减薄,有效地降低了活塞重量,其操作简单,降低了能耗。
附图说明
26.图1是本发明轻量化活塞的成型方法的流程图。
27.图2是本发明轻量化活塞的成型方法实施例1中活塞的主剖视结构示意图。
28.图3是本发明轻量化活塞的成型方法实施例1中活塞的侧剖视结构示意图。
29.图4是本发明轻量化活塞的成型方法实施例1中活塞裙部的结构示意图。
30.图5是本发明轻量化活塞的成型方法实施例2中活塞的主剖视结构示意图。
31.图6是本发明轻量化活塞的成型方法实施例2中活塞的侧剖视结构示意图。
32.图7是本发明轻量化活塞的成型方法实施例2中活塞裙部的结构示意图。
33.图8是本发明轻量化活塞的成型方法实施例3中活塞的主剖视结构示意图。
34.图9是本发明轻量化活塞的成型方法实施例3中活塞的侧剖视结构示意图。
35.图10是本发明轻量化活塞的成型装置实施例1的结构示意图。
36.图11是图10中的a处放大结构示意图。
37.图12是本发明轻量化活塞的成型装置实施例2的结构示意图。
38.图中各标号表示:
39.1、活塞头部;11、环形油腔;12、燃烧室;2、活塞裙部;21、中心孔;22、环形通槽;23、活塞裙环;24、活塞裙顶;3、环形板;4、上定位模;5、下定位模;51、定位槽;6、上胀形推杆;7、下胀形推杆;8、胀形块;9、定位块。
具体实施方式
40.以下将结合说明书附图和具体实施例对本发明做进一步详细说明。
41.方法实施例1:
42.图1至图4示出了本发明的轻量化活塞的成型方法的第一种实施例,包括以下步骤:
43.s1:毛坯锻造:分别锻造成型活塞头部1和活塞裙部2;
44.s2:机加工:对活塞头部1进行机加工,加工出相应的功能位;对活塞裙部2进行机加工,加工出相应的功能位,并确保活塞裙部2上部和下部的平整度;
45.s3:装夹:以活塞裙部2上部和下部为基准将活塞裙部2进行装夹;
46.s4:胀形:对活塞裙部2的内腔进行胀形,使活塞裙部2内壁材料向外胀形产生移动;
47.s5:去材料:将活塞裙部2外壁的由胀形产生外移的材料去除,保证活塞裙部2外壁的平整度;
48.s5:组装:将活塞头部1和活塞裙部2连接形成活塞。
49.采用该方法,通过对活塞裙部2的内腔进行胀形,使活塞裙部2内壁材料向外胀形产生移动,即将活塞裙部2内壁多余材料挤出到内腔外,再通过将活塞裙部2外壁的由胀形产生外移的材料去除,使得活塞裙部2中部得到减薄,有效地降低了活塞重量,其操作简单,降低了能耗。
50.本实施例中,在步骤s2中,加工出活塞头部1的环形油腔11和燃烧室12。其操作方便,保证了活塞头部1的功能。
51.本实施例中,在步骤s2中,加工出活塞裙部2内腔顶部的中心孔21。该中心孔21一方面便于环形油腔11的冷却油通过中心孔21进入活塞裙部2内腔,实现降温和润滑;另一方面,在胀形时,方便从中心孔21操作施力,由于中心孔21的存在,使得活塞裙部2形成通孔结构,能保证活塞裙部2能向外侧产生形变。
52.本实施例中,在步骤s5中,利用环形板3将活塞头部1和活塞裙部2焊接连接形成活塞,环形板3位于环形油腔11底部开口处。该环形板3一方面用于将活塞头部1和活塞裙部2焊接连接形成活塞,保证整体强度;另一方面环形板3对环形油腔11底部开口形成封闭,保证了冷却效果。
53.本实施例中,活塞头部1上具有与中心孔21连通的中心油腔,形成了双油腔活塞,进一步提高了冷却效果。
54.方法实施例2:
55.图1以及图5至图7示出了本发明的轻量化活塞的成型方法的第二种实施例,该成型方法与实施例1基本相同,区别仅在于:本实施例中,在步骤s2中,在出活塞裙部2内腔加工出环形通槽22,使活塞裙部2分隔为活塞裙环23和活塞裙顶24。该环形通槽22将活塞裙部2分隔为活塞裙环23和活塞裙顶24,使得活塞裙部2形成通孔结构,能保证活塞裙部2能向外
侧产生形变。
56.本实施例中,在步骤s5中,利用环形板3将活塞裙环23和活塞裙顶24焊接连接形成活塞裙部2,将活塞头部1和活塞裙部2焊接连接形成活塞并确保环形油腔11通过环形板3与环形通槽22连通。这样设置,环形通槽22相当于去除销座根部的多余材料,进一步降低了活塞重量。
57.方法实施例3:
58.图1以及图8和图9示出了本发明的轻量化活塞的成型方法的第三种实施例,该成型方法与实施例1基本相同,区别仅在于:该方法成型的活塞为实施例1和实施例2的组合,相当于是一种双油腔并带有环形通槽22的活塞,具有实施例1和实施例2的双油腔冷却降温和环形通槽22进一步减重的优点。
59.装置实施例1:
60.如图10和图11所示,本发明用于实现上述的轻量化活塞的成型方法的成型装置的第一种实施例,包括上定位模4、下定位模5、上胀形推杆6、下胀形推杆7和至少一对胀形块8,活塞裙部2装夹在上定位模4和下定位模5之间,上胀形推杆6、下胀形推杆7分别安装在上定位模4和下定位模5上,胀形块8设置在活塞裙部2的内腔中,上胀形推杆6穿过中心孔21对胀形块8施力,下胀形推杆7伸至活塞裙部2的内腔对胀形块8施力。胀形时,将活塞裙部2装夹在上定位模4和下定位模5之间,然后将上胀形推杆6和下胀形推杆7安装在上定位模4和下定位模5上,再将胀形块8设置在活塞裙部2的内腔中,将上胀形推杆6和下胀形推杆7连接动力源,启动动力源,使上胀形推杆6和下胀形推杆7对胀形块8施力(该施力是一种间断式施力方式),带动胀形块8对活塞裙部2的内腔进行胀形,使活塞裙部2内壁材料向外胀形产生移动,即将活塞裙部2内壁多余材料挤出到内腔外,再通过将活塞裙部2外壁的由胀形产生外移的材料去除,使得活塞裙部2中部得到减薄,有效地降低了活塞重量,其操作简单,降低了能耗。
61.本实施例中,下定位模5上设置有用于分别对活塞裙部2和胀形块8定位的定位槽51。该定位槽51的设置,对活塞裙部2和胀形块8底部进行了一定的限位,使得胀形时,胀形块8以底部为基准形成一种摆动式的胀开,保证了上部减薄效果。
62.本实施例中,胀形块8的内侧壁与上胀形推杆6以及下胀形推杆7形成锥面配合,胀形块8的外侧壁与活塞裙部2的待胀形面适配。通过锥面配合保证了胀形效果。
63.装置实施例2:
64.如图12所示,本发明用于实现上述的轻量化活塞的成型方法的成型装置的第二种实施例,该成型装置与实施例1基本相同,区别仅在于:本实施例的用于实现上述的轻量化活塞的成型方法的成型装置,包括上定位模4、下定位模5、下胀形推杆7、定位块9和至少一对胀形块8,活塞裙部2装夹在上定位模4和下定位模5之间,下胀形推杆7分别安装在下定位模5上,胀形块8设置在活塞裙部2的内腔中,定位块9顶住活塞裙顶24,下胀形推杆7伸至活塞裙部2的内腔对胀形块8施力。胀形时,将活塞裙部2装夹在上定位模4和下定位模5之间,然后将下胀形推杆7安装在下定位模5上,再将胀形块8和定位块9设置在活塞裙部2的内腔中,确保定位块9顶住活塞裙顶24,将下胀形推杆7连接动力源,启动动力源,使下胀形推杆7对胀形块8施力(该施力是一种间断式施力方式),带动胀形块8对活塞裙部2的内腔进行胀形,使活塞裙部2内壁材料向外胀形产生移动,即将活塞裙部2内壁多余材料挤出到内腔外,
再通过将活塞裙部2外壁的由胀形产生外移的材料去除,使得活塞裙部2中部得到减薄,有效地降低了活塞重量,其操作简单,降低了能耗。
65.虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1