一种非常规截型金属件热成型方法和环形工件与流程
[0001]
本发明涉及一种金属件热成型工艺,尤其涉及一种非常规截型金属件热成型方法和环形工件。
背景技术:
[0002]
如今现有的汽车零件热成型工艺均为一次冲压成型方式,成型完成后零件的强度已经达到1500mpa甚至更高(零件强度与原材料相关)。
[0003]
成型后的零件再次成型的性能急剧下降,无法像冷冲压材料一样进行多工序成型。这就决定了这种工艺不能成型带冲压负角的非常规截型金属产品。
[0004]
尤其是对于带冲压负角的非常规截型热成型产品以及闭环形状热成型产品来说,由于其带有负角。该负角的存在,使得冲压时模具无法脱模,从而给产品生产制造带来了困难,因此按照目前的工艺形式是无法实现带冲压负角的非常规截型热成型产品以及闭环形状热成型产品的冲压成型的。
[0005]
此外,现有热成型产品形状如图1所示,模具在使板料成型时,只能完成一个冲压方向下的形状,即使通过机构实现了个别位置的负角也会给脱模带来很大的困难。而大面积负角成型更很难实现,闭环形状的零件热成型更是没有可能。
技术实现要素:
[0006]
本发明的一个目的在于提供一种非常规截型金属件成型方法和环形工件,其中采用所述非常规截型金属件成型方法能够实现带有负角的非常规截型金属件的成型。
[0007]
本发明的另一个目的在于提供一种非常规截型金属件成型方法和环形工件,其中采用所述非常规截型金属件成型方法可以调整非常规截型金属件不同部位的强度,以优化所述非常规截型金属件的力学性能。
[0008]
本发明的另一个目的在于提供一种非常规截型金属件成型方法和环形工件,其中采用所述非常规截型金属件成型方法能够在非常规截型金属件上形成大面积的负角。
[0009]
本发明的另一个目的在于提供一种非常规截型金属件成型方法和环形工件,其中采用所述非常规截型金属件成型方法能够制作出非常规截型金属件。
[0010]
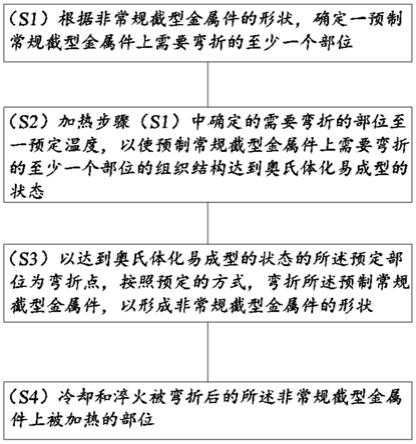
为实现本发明以上至少一个目的,本发明提供一种非常规截型金属件成型方法,其中所述非常规截型金属件成型方法包括:
[0011]
(s1)根据非常规截型金属件的形状,确定一预制常规截型金属件上需要弯折的至少一个部位;
[0012]
(s2)加热步骤(s1)中确定的需要弯折的部位至一预定温度,以使预制常规截型金属件上需要弯折的至少一个部位的组织结构达到奥氏体化易成型的状态;
[0013]
(s3)以达到奥氏体化易成型的状态的所述预定部位为弯折点,按照预定的方式,弯折所述预制常规截型金属件,以形成非常规截型金属件的形状;
[0014]
(s4)冷却和淬火被弯折后的所述非常规截型金属件上被加热的部位。
[0015]
根据本发明一实施例,在所述步骤(s2)中,所述预定温度为930~950℃。
[0016]
根据本发明一实施例,通过在一快速加热装置中对所述预制常规截型金属件上需要弯折的所述部位进行加热,其中所述快速加热装置采用的加热方式包括感应加热、火焰加热中的至少一种。
[0017]
根据本发明一实施例,在所述步骤(s3)中,通过在一弯折成型装置对所述预制常规截型金属件需要弯折的部位进行弯折,且弯折的方式包括中冲压、辊压或/和折弯。
[0018]
根据本发明一实施例,在所述步骤(s4)中,通过冷却淬火装置冷却和淬火被弯折后的所述非常规截型金属件上被加热的部位,其中淬火介质为水、气、油中的至少一种。
[0019]
根据本发明一实施例,在所述步骤(s1)中,所述非常规截型金属件为一环形工件,且在所述步骤(s3)中,所述预制常规截型金属件被弯折后,所述预制常规截型金属件的两端重合,以形成所述环形工件。
[0020]
为实现本发明上述目的,本发明提供一种环形工件,其通过上述非常规截型金属件成型方法制成。
[0021]
通过对随后的描述的理解,本发明进一步的目的和优势将得以充分体现。
[0022]
本发明的这些和其它目的、特点和优势,通过下述的详细说明,得以充分体现。
附图说明
[0023]
图1示出了本发明所述非常规截型金属件成型方法的流程图。
[0024]
图2示出了一非常规截型金属件被制作成带有负角的环形工件的流程图。
[0025]
图3示出了一非常规截型金属件被制作成环形工件的流程图。
具体实施方式
[0026]
以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
[0027]
本领域技术人员应理解的是,在本发明的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
[0028]
结合说明书附图1至图3,依本发明一较佳实施例的一种非常规截型金属件成型方法将在以下被详细地阐述,其中采用所述非常规截型金属件成型方法能够实现带有负角的非常规截型金属件的成型。
[0029]
所述带有负角的非常规截型金属件的成型方法包括以下步骤:
[0030]
(s1)根据非常规截型金属件的形状,确定一预制常规截型金属件上需要弯折的至少一个部位;
[0031]
(s2)加热步骤(s1)中确定的需要弯折的部位至一预定温度,以使预制常规截型金属件上需要弯折的至少一个部位的组织结构达到奥氏体化易成型的状态;
[0032]
(s3)以达到奥氏体化易成型的状态的所述预定部位为弯折点,按照预定的方式,
弯折所述预制常规截型金属件,以形成非常规截型金属件的形状;
[0033]
(s4)冷却和淬火被弯折后的所述非常规截型金属件上被加热的部位,以增强弯折点的强度。
[0034]
在所述步骤(s2)中,所述预定温度为930~950℃。
[0035]
作为示例的,图2示出了通过将一常规截型金属件通过上述本发明所述带有负角的非常规截型金属件的成型方法制成的一带有负角α的非常规截型金属件的示意图,其中点a为确定的需要弯折的部位。
[0036]
值得一提的是,可以在一快速加热装置中对所述常规截型金属件上需要弯折的所述部位进行加热。而对于所述快速加热装置加热的方式,包括但不限于采用感应加热、火焰加热等。
[0037]
在所述步骤(s3)中,可以在弯折成型装置中采用冲压、辊压或/和折弯等工艺实现对所述常规截型金属件的弯折。
[0038]
在所述步骤(s4)中,冷却淬火装置可以采用水、气、油等淬火介质以及不同的温度、流量等来实现不同的淬火强度。根据不同的零件需求选取不同的局部加热折弯位置,可以得到不同形状的零件。
[0039]
本发明通过改变原有的热成型工艺模式,能够用于制作带冲压负角的非常规截型零件和闭环形状的产品热成型。克服了原有热成型只能在一个冲压角度下成型的缺点,增加了使产品多次成型的功能,这样生产出来的产品,结构强度更好,机械性能更多样,更有利于汽车车身零件性能的优化,也为车身结构设计带来了更多的优化空间。
[0040]
优选地,在所述步骤(s1)中,所述预制常规截型金属件为一环形工件,且对应地,在所述步骤(s3)中,所述非常规截型金属件被弯折后,所述非常规截型金属件的两端重合。
[0041]
所述非常规截型金属件的成型方法包括以下步骤:
[0042]
(s5)焊接所述非常规截型金属件上重合的两端,以形成所述环形工件。参考图3。
[0043]
在本示例中,所述点a、b都为确定的需要弯折的部位。点c和点d分别为常规截型金属件的两端。所述常规截型金属件通过弯折后,在点a、b的部位分别形成一负角,以使所述常规截型金属件的两端c和d重合,随后通过焊接的方式,形成非常规的环形工件。
[0044]
本领域的技术人员应理解,上述描述所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本发明的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1