一种车轮合成上坡焊接系统及工艺的制作方法
[0001]
本发明涉及车轮合成上坡焊接技术领域,具体为一种车轮合成上坡焊接系统及工艺。
背景技术:
[0002]
车轮是介于轮胎和和车轴之间所承受负荷的旋转组件,通常由两个主要部件轮辋和轮辐组成(gb/t2933―2009)。轮辋是在车轮上安装和支承轮胎的部件,轮辐是在车轮上介于车轴和轮辋之间的支承部件。车轮除上述部件外,有时还包含轮毂。车轮分类:1.按轮辐的构造:车轮可分为辐板式车轮和辐条式车轮;2.按车轮材质:可分为钢制、铝合金、镁合金等车轮;3.按车轴一端安装一个或两个轮胎:可分为单式车轮和双式车轮。轿车和货车上广泛采用辐板式车轮。此外,还有对开式车轮、组装轮辋式车轮、可反装式车轮、和可调式车轮。
[0003]
现有的车轮在焊接时不能高效和精准的进行焊接,且在焊接时和焊接后不能保证焊接处的焊接紧密性,因此需要发明一种车轮合成上坡焊接系统及工艺。
技术实现要素:
[0004]
本发明的目的在于提供一种车轮合成上坡焊接系统及工艺,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种车轮合成上坡焊接系统,包括调零模块,所述调零模块和定位模块发射端信号连接焊接模块接收端,所述焊接模块发射端信号连接记录模块接收端,所述记录模块发射端信号连接自动收集模块接收端,所述焊接模块发射端信号连接最高权限模块接收端,所述最高权限模块发射端信号连接急停模块接收端,所述焊接模块发射端信号连接中央控制器接收端,所述中央控制器发射端信号连接数据加密放大模块接收端,所述数据加密放大模块发射端信号连接数据读写模块接收端,所述数据读写模块发射端信号连接数据编入模块接收端,所述中央控制器发射端信号连接储存模块接收端,所述储存模块接收端信号连接判断分析模块接收端,所述判断分析模块发射端信号连接检验模块和记忆学习模块接收端,所述中央控制器发射端信号连接监控控制模块接收端,所述监控控制模块发射端信号连接大数据库接收端,所述大数据库发射端信号连接数据修改模块和数据删除模块接收端,所述监控控制模块发射端信号连接温度控制模块接收端,所述报警模块发送端信号连接警示模块接收端。
[0006]
优选的,所述模块均设置有发射端和接收端,所述模块通过wlan网络信号连接局域网。
[0007]
优选的,所述大数据库发射端信号连接储存模块接收端,且中央控制器发射端信号连接大数据库接收端。
[0008]
优选的,所述记录模块发射端信号连接大数据库接收端,所述大数据库设置有云端储存和内存卡存储,所述大数据库内设置有备份模块。
[0009]
优选的,所述记忆学习模块发送端信号连接记录模块、储存模块和大数据库接收端,且记忆学习模块设置有加密模块。
[0010]
本发明要解决的另一技术问题是提供一种车轮合成上坡焊接工艺,包括以下步骤:
[0011]
s1、清理
[0012]
将装备焊接的车轮合成表面使用钢丝刷,刷出表面的毛刺和锈迹,在刷干净后,在刚刚刷过的需要焊接处均匀涂抹一层保养润滑油,在涂抹润滑油后,通过喷枪加热需要焊接的表面,蒸发干焊接表面。
[0013]
s2、焊接前调零、数据编入
[0014]
在焊接前将数控自动焊接设备的焊枪底部固定好需要焊接的车轮合成焊接处,通过调零模块进行调零设置一个焊接起点标准,同时通过定位模块进行定位,在将需要焊接的将需要焊接处的车轮合成数据通过数据编入模块编入到程序内,在通过数据读写模块进行模拟运行检查漏动和错处,在将准备好的数据通过数据加密放大模块进行加密放大,从而中央控制器将数据传入焊接模块内,焊接模块通过数据带动焊枪进行上坡焊。
[0015]
s3、冷却清理
[0016]
焊接后将焊接高的车轮合成将其放置在冷却室内进行冷却,当车轮合成焊接处冷却至25℃时,拿取小锤敲击焊接处,将焊渣敲除,在焊渣敲除后将焊接处进行放置在冷却室内冷却,在冷却十个小时后,通过打磨机将焊接处的焊缝进行打磨。
[0017]
优选的,所述润滑油为防锈润滑油,且润化油为置换性防锈油、挥发性型防锈油、封存防锈油、乳化型防锈油中的一种。
[0018]
与现有技术相比,本发明的有益效果是:
[0019]
1、该车轮合成上坡焊接系统及工艺,通过设置的焊接模块,调零模块进行调零设置一个焊接起点标准,同时通过定位模块进行定位,在将需要焊接的将需要焊接处的车轮合成数据通过数据编入模块编入到程序内,在通过数据读写模块进行模拟运行检查漏动和错处,在将准备好的数据通过数据加密放大模块进行加密放大,从而中央控制器将数据传入焊接模块内,焊接模块通过数据带动焊枪进行上坡焊,能够精准的达到焊接目的。
[0020]
2、该车轮合成上坡焊接系统及工艺,通过设置自动收集模块,能够将精准高效的焊接数据通过记录模块收集,在通过自动收集模块自动收集上传至大数据库内,方便中央控制器在下次直接调取进行使用,同时中央控制器也会将储存在大数据库内的收集的数据上传至储存模块,在通过判断分析模块从储存模块中提取,进行检验模块检验和记忆学习模块学习,更进一步达到下次精准焊接目的,保证的高效的焊接目的。
[0021]
3、该车轮合成上坡焊接系统及工艺,通过设置监控控制模块,能够在进行焊接过程中,通过温度控制模块对焊接过程中的温度进行精确的控制,从而控制焊接紧密性,当温度过高和过低时,均通过报警模块和警示模块进行报警和警示,以达到良好的紧密性连接的目的。
[0022]
4、该车轮合成上坡焊接系统及工艺,通过在焊接钱后焊接后均仔细的对焊接处进行认真的清理,能够有效的解决焊接处锈迹,氧化对焊接紧密性的影响,且通过上坡焊能够更进一步达到焊接紧密性的目的。
附图说明
[0023]
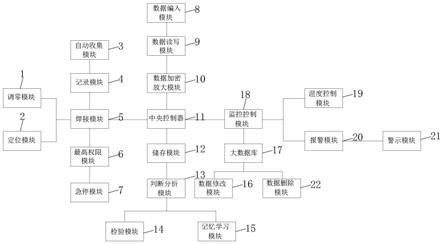
图1为本发明系统示意图;
[0024]
图2为焊接前准备和焊接中控制系统示意图;
[0025]
图3为编入和学习系统示意图;
[0026]
图4为预警和修改系统示意图。
[0027]
图中:1、调零模块;2、定位模块;3、自动收集模块;4、记录模块;5、焊接模块;6、最高权限模块;7、急停模块;8、数据编入模块;9、数据读写模块;10、数据加密放大模块;11、中央控制器;12、储存模块;13、判断分析模块;14、检验模块;15、记忆学习模块;16、数据修改模块;17、大数据库;18、监控控制模块;19、温度控制模块;20、报警模块;21、警示模块。
具体实施方式
[0028]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0029]
请参阅图1-4,本发明提供一种技术方案:一种车轮合成上坡焊接系统,包括调零模块1,调零模块1和定位模块2发射端信号连接焊接模块5接收端,焊接模块5发射端信号连接记录模块4接收端,记录模块4发射端信号连接大数据库17接收端,大数据库17设置有云端储存和内存卡存储,大数据库17内设置有备份模块,记录模块4发射端信号连接自动收集模块3接收端,焊接模块5发射端信号连接最高权限模块6接收端,最高权限模块6发射端信号连接急停模块7接收端,通过设置的焊接模块5,调零模块1进行调零设置一个焊接起点标准,同时通过定位模块2进行定位,在将需要焊接的将需要焊接处的车轮合成数据通过数据编入模块8编入到程序内,在通过数据读写模块9进行模拟运行检查漏动和错处,在将准备好的数据通过数据加密放大模块10进行加密放大,从而中央控制器11将数据传入焊接模块5内,焊接模块5通过数据带动焊枪进行上坡焊,能够精准的达到焊接目的,焊接模块5发射端信号连接中央控制器11接收端,中央控制器11发射端信号连接数据加密放大模块10接收端,数据加密放大模块10发射端信号连接数据读写模块9接收端,数据读写模块9发射端信号连接数据编入模块8接收端,中央控制器11发射端信号连接储存模块12接收端,储存模块12接收端信号连接判断分析模块13接收端,判断分析模块13发射端信号连接检验模块14和记忆学习模块15接收端,记忆学习模块15发送端信号连接记录模块4、储存模块12和大数据库17接收端,且记忆学习模块15设置有加密模块,通过设置自动收集模块3,能够将精准高效的焊接数据通过记录模块4收集,在通过自动收集模块3自动收集上传至大数据库17内,方便中央控制器11在下次直接调取进行使用,同时中央控制器11也会将储存在大数据库17内的收集的数据上传至储存模块12,在通过判断分析模块13从储存模块12中提取,进行检验模块14检验和记忆学习模块15学习,更进一步达到下次精准焊接目的,保证的高效的焊接目的,中央控制器11发射端信号连接监控控制模块18接收端,监控控制模块18发射端信号连接大数据库17接收端,大数据库17发射端信号连接储存模块12接收端,且中央控制器11发射端信号连接大数据库17接收端,大数据库17发射端信号连接数据修改模块16和数据删除模块22接收端,监控控制18模块发射端信号连接温度控制模块19接收端,报警模块20
发送端信号连接警示模块21接收端,通过设置监控控制模块18,能够在进行焊接过程中,通过温度控制模块19对焊接过程中的温度进行精确的控制,从而控制焊接紧密性,当温度过高和过低时,均通过报警模20块和警示模块21进行报警和警示,以达到良好的紧密性连接的目的,模块均设置有发射端和接收端,模块通过wlan网络信号连接局域网。
[0030]
本发明要解决的另一技术问题是提供一种车轮合成上坡焊接工艺,包括以下步骤:
[0031]
s1、清理
[0032]
将装备焊接的车轮合成表面使用钢丝刷,刷出表面的毛刺和锈迹,在刷干净后,在刚刚刷过的需要焊接处均匀涂抹一层保养润滑油,在涂抹润滑油后,通过喷枪加热需要焊接的表面,蒸发干焊接表面,润滑油为防锈润滑油,且润化油为置换性防锈油、挥发性型防锈油、封存防锈油、乳化型防锈油中的一种。
[0033]
s2、焊接前调零、数据编入
[0034]
在焊接前将数控自动焊接设备的焊枪底部固定好需要焊接的车轮合成焊接处,通过调零模块1进行调零设置一个焊接起点标准,同时通过定位模块2进行定位,在将需要焊接的将需要焊接处的车轮合成数据通过数据编入模块8编入到程序内,在通过数据读写模块9进行模拟运行检查漏动和错处,在将准备好的数据通过数据加密放大模块10进行加密放大,从而中央控制器11将数据传入焊接模块5内,焊接模块通过数据带动焊枪进行上坡焊。
[0035]
s3、冷却清理
[0036]
焊接后将焊接高的车轮合成将其放置在冷却室内进行冷却,当车轮合成焊接处冷却至25℃时,拿取小锤敲击焊接处,将焊渣敲除,在焊渣敲除后将焊接处进行放置在冷却室内冷却,在冷却十个小时后,通过打磨机将焊接处的焊缝进行打磨,通过在焊接钱后焊接后均仔细的对焊接处进行认真的清理,能够有效的解决焊接处锈迹,氧化对焊接紧密性的影响,且通过上坡焊能够更进一步达到焊接紧密性的目的。
[0037]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1